表面粗糙度对照表
- 格式:xls
- 大小:29.00 KB
- 文档页数:1
RaRmaxRz
0.010a0.040s0.040z
0.012a0.050s0.050z
0.016a0.063s0.063z
0.020a0.080s0.080z
0.025a0.100s0.100z
0.032a0.125s0.125z
0.050a0.20s0.20z
0.063a0.25s0.25z
0.080a0.32s0.32z
0.100a0.40s0.40z
0.125a0.50s0.50z
0.160a0.63s0.63z
0.250.20a0.80s0.80z
0.25a1.0s1.0z
0.32a1.25s1.25z
0.40a1.6s1.6z
0.50a2.0s2.0z
0.63a2.5s2.5z
0.80a3.2s3.2z
1.00a4.0s4.0z
1.25a5.0s5.0z
1.60a6.3s6.3z
2.0a8.0s8.0z
2.5a10.0s10.0z
3.2a12.5s12.5z
4.0a16s16z
5.0a20s20z
6.3a25s25z
8.0a32s32z
10.0a40s40z
12.5a50s50z
16.0a63s63z
20a80s80z
25a100s100z
32a125s125z
40a160s160z
50a200s200z
63a250s250z
80a320s320z
100a400s400z
125a500s500z
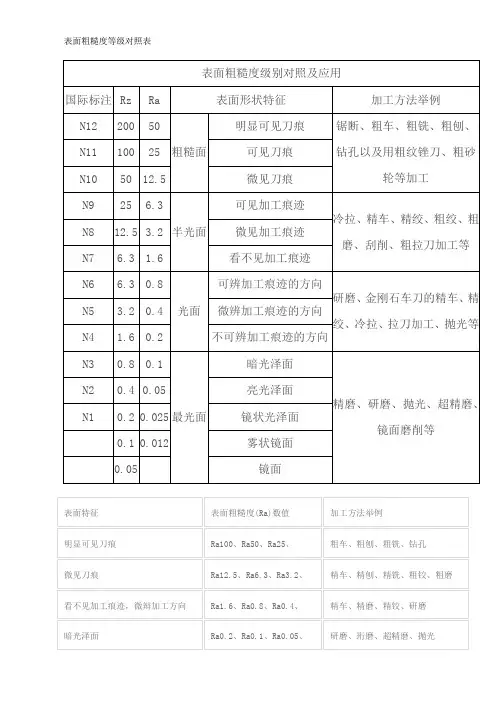
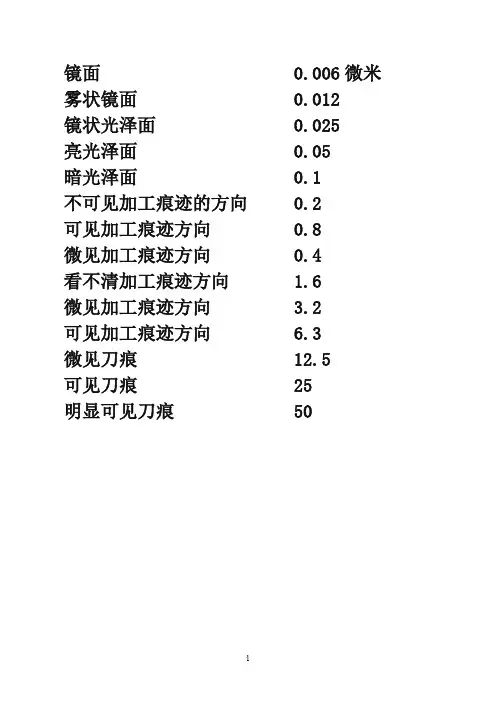
表面符号名称说明
毛胚面自然面
~光胚面平整胚面
▽粗切面刀痕可由触觉及视觉明显分辨者
▽▽细切面刀痕可以视觉辨认者
▽▽▽精刀面刀痕隐约可见者
▽▽▽▽超光面光滑如镜者表面粗糙度对照表
以超光制加工方法,加工所得之表面,其加工面光滑镜面。0.08超光面表面粗糙度(µm)说明基准长度(mm)
经一次或多次精密车、铣、磨、搪光、研光、撑光、抛光或刮、绞、搪等有屑切削加工方法所得之表面,几乎无法以触觉或视觉分辨出有模糊之刀痕,故较细切面光滑。
经一次或多次精细车、铣、刨、磨、钻、搪、绞或锉等有屑切削加工方法所得之表面,以触觉试之,似甚光滑,但由视觉可分辨出有模糊之刀痕,故较粗切面光滑。2.5细切面
一般铸造、锻造、压铸、辊轧、气熔或电弧切割等无屑加工方法所得之表面,必要时尚可整修毛头,惟其黑皮胚仍可保留。25或不予规定光胚面
压延、精铸、模锻等
锉、刨、铣、车、轮磨等
锉、刨、铣、车、轮磨等
锉、刨、铣、车、轮磨等表面情况
经一次或多次粗车、铣、刨、磨、钻、搪或锉等有屑切削加工方法所得之表面,以触觉及视觉分辨出残留有明显刀痕。8粗切面0.8精切面
超光、研光、抛光、搪光等相当表面粗糙度Ra之范围(µm)
125以上
32~125
8.0~25
2.0~6.3
0.25~1.60
0.010~0.20加工例
压延、锻造