智能化滚动轴承监测
- 格式:pdf
- 大小:91.26 KB
- 文档页数:2

• 26•针对滚动轴承故障声发射信号的智能识别与诊断问题,提出了一种基于卷积神经网络(Convolutional Neural Networ ks ,CNN )智能化故障诊断方法。
该方法充分利用声发射信号参数中包含的时域和频域特征信息,构建CNN 模型充分挖掘出滚动轴承处于不同运行状态下的声发射信号特征,并给出故障诊断结果。
实验结果表明,CNN 模型方法对滚动轴承正常、外圈及内圈故障识别准确率可达97.2%以上,证明了该方法的准确性和实际工程价值。
1.引言旋转机械被广泛的应用在生产制造中,滚动轴承是旋转机械的重要组成部件,同时也是最容易损坏与失效的机械零件之一(喻洋洋,周凤星,严保康,基于LabVIEW 的滚动轴承故障诊断系统:仪表技术与传感器,2016)。
声发射检测技术是一种动态无损检测方能诊断学与工程学法,可实现缺陷萌生及扩展过程的在线检测。
将声发射检测技术应用于滚动轴承故障的诊断任务中,不仅可以检测出早期微弱故障及故障类型(郝如江,卢文秀,褚福嘉,等.声发射检测技术用于滚动轴承故障诊断的研究综述:振动与冲击,2008),还可以判断出故障损伤程度。
目前基于声发射检测技术的旋转机械设备故障诊断分析技术,如参数分析、波形分析等方法已经无法满足当前旋转机械连续生产工作中的故障监测任务(沈功田,耿荣生,刘时风,声发射信号的参数分析方法:无损检测,2002)。
赵元喜等人(赵元喜,胥永刚,高立新,等.基于谐波小波包和BP 神经网络的滚动轴承声发射故障模式识别技术:振动与冲击,2010)采用谐波小波包将故障滚动轴承的声发射信号分解到多个频率段并求取各频段的能量,作为特征向量输入BP 神经网络,通过BP 网络模型判别滚动轴承的故障类型。
杨杰等(杨杰,张鹏林,刘志涛,等.基于CEEMD 能量熵与SVM 的低速轴承故障声发射诊断:无损检测,2017)提出了一种采用CEEMD 能量熵提取特征后再利用支持向量机神经网络进行诊断的方法。

目录第一章国外滚动轴承部件的检测方法一、滚动轴承套圈沟道表面质量的检查方法 (1)二、轴承套圈内表面伤痕的检查方法 (2)三、用频谱分析法评定滚动表面的波纹度 (4)四、用干涉仪测量球轴承滚道表面轮廓 (8)五、陶瓷球超声波探伤法 (11)六、采用振动测量技术确定球与滚子的柔量 (12)七、电机轴承部件的使用故障 (15)第二章滚动轴承异常的检测方法一、用电测法检查滚动轴承缺陷 (18)二、几种诊断滚动轴承疲劳剥落的发生位置 (19)三、用振动标定滚动轴承异常的方法 (22)四、用声发射法诊断滚动轴承的异常 (24)五、用声传感器监视滚动轴承的损伤 (27)六、用应变仪检测故障的方法 (28)七、用复合传感器检测轴承的异常 (29)八、利用振动分析检测 (33)九、滚动接触亚表面疲劳裂纹的AE检测技术 (34)十、FAG应用信号处理和频率分析技术检测轴承 (36)十一、用手提式润滑脂铁粉浓度计测量轴承磨损状态 (38)十二、借助振动和声发射诊断滚动轴承的失效 (40)十三、模式识别在线检测轴承局部缺陷 (43)十四、轴承异常的逐次模糊诊断 (50)十五、近几年普遍应用的检测滚动轴承异常的方法 (50)十六、燃气涡轮发动机转子支承轴承的诊断 (53)第三章滚动轴承其它方面检测方法一、径向负荷下轴承力矩的测量方法 (55)二、滚动轴承非重复性旋转精度的动态测量 (57)三、测量轴承负荷的方法 (60)四、滚动轴承主轴径向旋转精度评定方法 (62)五、滚动轴承工业状态的振动与噪音监测技术对比 (65)六、超声波测试硬度的方法 (70)第四章国外滚动轴承检测的先进设备一、国外几种轴承振动测量仪简介 (70)二、前苏联研制的几种测量装置 (73)三、球轴承用径向游隙测量机 (76)四、瑞典SKF公司研制的检测设备 (77)五、飞机发动机轴承钢球的检测设备 (78)六、表面粗糙度测量仪 (78)七、大型轴承测量装置 (78)八、其它几种轴承检测仪器及装置 (79)、八、-前言近年来,人们对各种零件性能的要求,尤其是对滚动轴承性能的要求有了很大的提高。

关于滚动轴承故障检测的改进包络分析
滚动轴承是机械设备中常见且重要的部件之一,其运转状态的监测和故障检测对于保障机械设备的正常运行和预防故障具有重要意义。
目前,滚动轴承故障检测中的一种常用方法是包络分析。
包络分析方法通过提取振动信号中的包络谱,能够有效地诊断出滚动轴承的故障类型和程度。
传统的包络分析方法在某些情况下存在着一些问题,为了进一步提高滚动轴承故障检测的准确性和可靠性,一些改进的包络分析方法被提出和研究。
一种改进的方法是基于小波变换的包络分析。
传统的包络分析方法是通过在时域中提取信号的包络,并进行频谱分析。
当滚动轴承受到复杂载荷或多种故障影响时,信号的包络在时域中可能变得模糊,导致包络分析结果不准确。
小波变换能够提供更好的时频分析能力,能够准确地提取信号的包络,从而改善了滚动轴承故障检测的准确性。
另一种改进的方法是基于多尺度包络谱的包络分析。
传统的包络分析方法只能提取信号的一个包络谱,无法同时获得不同尺度下的包络谱信息。
在滚动轴承故障检测中,不同故障类型对应的特征频率可能存在不同的尺度。
基于多尺度包络谱的包络分析方法能够同时获得不同尺度下的包络谱信息,从而更好地识别出不同故障类型。
一种改进的方法是基于自适应包络分析的包络分析。
传统的包络分析方法是通过提前设定好的包络线来判断信号的包络,滚动轴承在运行过程中受到多种因素的影响,其振动信号的包络可能在不同工况下有所不同。
基于自适应包络分析的包络分析方法能够根据实际信号的特点自动调整包络线,从而更具适应性和准确性。
多参数监测智能轴承的设计与研究作者:张凯梁波高昕星袁峰来源:《科技资讯》2023年第21期轴承是支撑机械旋转体的重要零件。
大量事实证明许多由轴承损坏引起的机器故障是在轴承预期寿命之前就出现的。
对轴承的运行状态进行有效监测,是避免因轴承故障造成灾难性后果的有效手段。
传感器测点选择是轴承状态监测首要解决的问题[1]。
一般情况下,对轴承的监测是通过在轴承座或箱体上安装振动传感器获取轴承的工作状态信号,通过这种方法采集到的信号除去轴承本身的工作信息外,还包含设备中其他运动部件产生的噪声信号,对轴承故障的监测非常不利[2]。
因此,提供一种高精度轴承监测方法成为必要。
随着软件、硬件技术的不断更新迭代,轴承监测诊断正朝着自动化、智能化、集成化的方向发展[3]。
本文研发了一种多参数监测智能轴承,用以监测轴承运转过程中的振动加速度、温度和转速。
智能轴承是指在传统轴承的基础上集成不同用途的传感器,使其结合成为一体而形成独特的结构单元,再通过计算机进行信息处理,达到实时在线监测的目的。
国外智能轴承产品主要有SKF集团研发的SKFInsight系列外挂式智能轴承和舍弗勒集团生产的FAG-VarioSence智能轴承系统[4]。
与国外相比,国内技术差距明显。
国内同时掌握轴承生产与传感器开发技术的企业为数不多,智能轴承停留在研究阶段,并未有产品进入市场。
本研究的技术路线主要包括智能轴承总体结构设计、振动加速度的测量、转速的测量、温度的测量、智能轴承测试,重点研究了轴承振动加速度的测量方式,通过对轴承工况下振动特性的研究与轴承内部结构的分析,选择采用三轴振动加速度计作为研究基础进行测量;通过对轴承内圈结构得的改造,采用霍尔传感器与磁编码体相结合的方式测量轴承转速;采用温度传感器测量轴承内圈的温度。
经过测试,智能轴承具有良好的监测功能,监测精度较传统轴承座监测系统有很大提升。
本研究研发的智能轴承为轴承故障预警提供了良好的技术基础,为工业生产提供了更好的安全保障,使轴承行业在智能化、高端化道路上迈出坚实的一步。
滚动轴承的状态监测与故障判断滚动轴承是工业中常见的重要零部件,它承载着旋转机械中的轴承负荷,保证了机械设备的正常运转。
由于滚动轴承长期在高速高温、重负荷等恶劣环境下工作,容易出现磨损和故障。
对滚动轴承的状态进行监测和故障判断对于机械设备的正常运转和安全生产至关重要。
一、滚动轴承的状态监测方法1. 振动和声音监测:通过监测轴承在运转过程中的振动和声音变化,可以判断轴承是否存在异常。
当轴承损坏或磨损时,会产生异常的振动和噪音,通过监测振动和声音可以及时发现轴承的故障。
2. 温度监测:轴承在工作时会产生摩擦热,因此轴承的温度是一个重要的监测指标。
通过监测轴承的温度变化,可以判断轴承是否存在异常情况,及时进行维护和检修。
3. 润滑状态监测:滚动轴承的正常运转需要良好的润滑状态,因此监测轴承的润滑状态对于预防轴承故障至关重要。
可以通过监测润滑油的清洁度、油液中的杂质、油液的粘度等参数来判断轴承的润滑状态。
4. 裂纹监测:轴承在工作时受到很大的载荷和振动,容易产生裂纹和损伤。
通过检测轴承表面的裂纹和损伤情况,可以及时发现轴承的故障。
4. 观察表面损伤:通过观察轴承表面的磨损和裂纹情况,可以判断轴承的故障程度。
当轴承表面出现严重的磨损和裂纹时,需要及时更换轴承以避免设备的故障和事故。
滚动轴承的状态监测和故障判断对于机械设备的正常运转和安全生产至关重要。
通过采用多种监测方法和故障判断方法,可以及时发现轴承的故障,避免设备的停机和事故,提高设备的运行可靠性和安全性。
企业在实际生产中应加强滚动轴承的状态监测和故障判断,建立健全的轴承维护管理制度,确保设备的正常运转和安全生产。
智能轴承关键技术及发展趋势摘要:我国高度重视高端滚动轴承的发展,推出了一系列支持政策,如《国家中长期科学技术发展规划纲要(2006—2020年)》、《装备制造业调整与振兴规划》、《智能制造“十二五”专项规划》及《工业强基专项行动》等,特别是2015年国务院发布的制造强国战略行动纲领《中国制造2025》,重点强调要强化高性能滚动轴承等工业基础件研发能力。
关键词:智能轴承;传感器轴承;状态监测;状态调控引言轴承的运行状态关系着机械设备的工作性能和运行安全,现代工业对高端轴承的需求使得智能轴承成为必然发展方向。
智能轴承具备自感知、自决策、自调控功能,是国外轴承企业高端轴承发展的主要方向之一。
1、滚动轴承的机械结构滚动轴承是机械设备常用的一种部件,主要用于固定转轴,其结构包括内圈、外圈、滚动体和保持架四个部分。
其中内圈紧套在转轴表面,跟随转轴一起旋转;随后套在内圈外面的是保持架,用来固定滚动体并防止错位,如果滚动体直接分布在内圈和外圈之间,在旋转过程中滚动体与滚动体之间会产生摩擦,并且容易造成滚动体错位;滚动体均匀分布在内圈和外圈之间,在保持架的凹槽内滚动,起减小摩擦的作用,使转轴能够正常旋转;外圈固定在轴承座上,起支撑固定的作用。
其实物图和结构图如图1和图2所示,其中D表示轴承节径,d表示滚动体直径,α表示接触角。
2、滚动轴承故障诊断2.1滚动轴承故障特征频率计算滚动轴承故障诊断方法主要包括油样分析法、温度分析法和振动分析法。
油样分析法首先从轴承上获取油样,并采用光谱法或铁谱法对油样中金属颗粒的含量、大小和形状进行分析,完成对滚动轴承状态的诊断。
但油样分析法仅适用于油润滑轴承,且易受到非轴承损坏掉下的颗粒影响,具有很大的局限性。
温度分析法通过监测轴承座是否因某种异常(例如润滑不良等)产生局部过热来判断轴承是否正常,但是其对滚动轴承局部类损伤不敏感,该类故障通常不会引起轴承温度升高,因此温度分析法不适合对早期故障进行诊断。
智能化滚动轴承监测
刘逸,西南交通大学
【摘要】滚动轴承是机械中的易损部件。
在使用滚动轴承的旋转机械中,大约有30%的机械故障由轴承而引起[1]。
因此智能化滚动轴承状态监测具有重要研究意义。
滚动轴承故障诊断的方法很多,其中以建立人工神经网络,通过对信号的傅里叶分析来监测滚动轴承的工况最为简单。
【关键词】轴承;故障诊断;人工神经网络;傅里叶分析
在工业化程度越来越高的情况下,各种机械的结构越发细致,自动化程度也越来越高,人们对工业中机械的要求也越来越严格。
机械的自动化加工过程中,安全性,连续性都是影响工业产品生产从而影响企业效益的重要因素。
滚动轴承在工作过程中可能由于各种原因引起故障,比如腐蚀,疲劳,过载等都会在成轴承的损坏。
神经网络以其独特的联想、记忆和学习功能在机械故障诊断领域中受到广泛关注。
其中BP算法可以有效缩短网络在训练过程中滞留于局部极小区域的时间,大大提高网络的学习速度[7]。
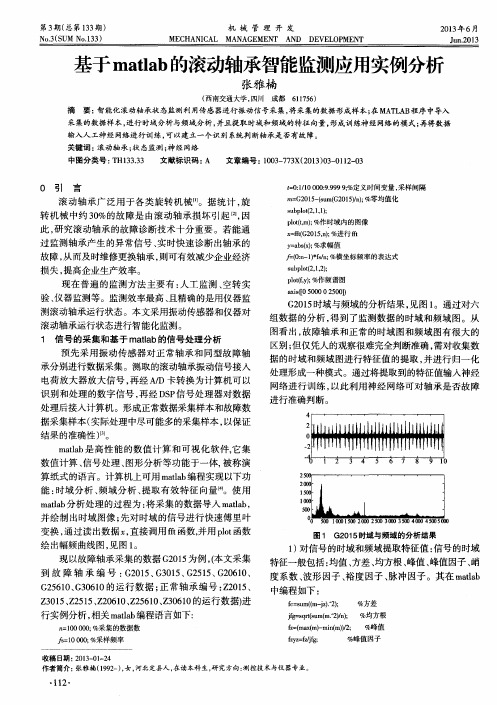
1 振动信号数据处理及特征提取
本实验中,轴承共有两种状态,即正常(Z)和故障(G)。
且变频器在频率为20Hz、25Hz,30Hz的工况条件下,两种状态各采集10组数据。
共60组数据。
选用采样频率10KHz,采样点数为20000,故采样时间为2s。
对信号进行零均值化预处理,再进行FFT分析其波形会比原来的波形更好。
其时域特征值进行提取,包括均值、方差、均方根、峰值、峰值因子,峭度系数、波形因子、脉冲因子,裕度因子,其中故障轴承和正常轴承在峰值、峰值因子、裕度因子、脉冲因子差别较为明显,而在均值、方差、均方根值、峭度系数和波形因子差别不明显,提取其中的明显特征值。
故障轴承数据随机抽取G252FFT、G255FFT、G257FFT、G259FFT数据对比图形,并对正常轴承数据随机抽取Z252FFT、Z255FFT、Z257FFT、Z259FFT数据对比图形后,可以得到频域特征值:
表1频域特征值
状态 样本
FFT频域特征值
(400,1)(700:850,1) (1550:1750,1) (3600,1) (3900:4100,1)
故障轴承 G252 617.449 214.753 193.33 263.963 177.865 G255 573.651 234.72 222.344 217.658 201.862 G257 573.453 226.439 236.842 259.763 210.278 G259 566.988 244.832 230.687 257.643 174.875
正常轴承 Z252 578.352 236.485 186.339 42.775 214.749 Z255 512.379 256.539 225.533 31.975 519.654
从上表可以看出,故障轴承和正常轴承功率谱的特征值重复性和差异性都是比较良好的。
最后实现特征值归一化。
2.神经网络
首先将已进行归一化的特征值作为BP 神经网络的基础,设计BP 神经网络,确定其各个参数。
然后建立神经网络并对其进行训练,从而实现模式识别。
在经过1000次的训练后,隐层神经元为的BP 网络对函数的逼近效果最好,因为它的误差最小所以这里将网络隐层的神经元数目设定为30。
网络训练的训练误差为0.000954464,训练步数为 98步。
测试结果为:
0.0314 0.9962 0.9999
0.9992
期望结果为:
0 1 正常轴承 1
1
故障轴承 由上面测试:数据的分类完全正确。
也就是说前面建立起来的网络对轴承状态的识别系统是完全正确的。
以后进行模式识别时,只要将测得的数据输入这个网络就可以根据它的输出结果正确的识别出轴承的状态。
参考文献
[1]梅宏斌著.滚动轴承振动监测与诊断.北京机械工业出版社.1995.1-56 [2]李海波.智能化故障诊断仪的工程设计与研制.2009
[3]谢晖.基于小波阀值滤波和神经网络的滚动轴承智能化故障诊断. [4]王成龙.基于虚拟仪器的滚动轴承智能化测试分析系统的研究.2005.3 [5]Gustafsson OG,Tallian,T.Detection of Damage in Assembled Rolling Bearings.Trans.of ASLE.1962,5:197-205 [6]杨天江,陈家骥,曾子平.1
12
维普分析在滚动轴承故障诊断中的应用[J].天津大学学报,1999,32(6):716—719
[7]仇学清,张鑫.滚动轴承故障诊断研究的国内外发展状况.煤矿机械,2007.
Z257 509.784 226.862 185.843 32.543 483.752 Z259 601.233
213.629
195.358
32.764
318.752。