服装工艺单模板女装
- 格式:doc
- 大小:25.31 KB
- 文档页数:8
服装生产工艺制单服装生产工艺制单是指在服装生产过程中,对每一个生产工序的工艺要求和生产步骤进行详细记录的单据。
以下是一个700字的服装生产工艺制单的示例。
一、工艺制单号:20211234567二、款式名称:女装连衣裙三、生产工序:1. 裁剪工序:a. 用电脑打底裁床将面料铺开,对每个部件进行裁剪;b. 对裁剪好的面料按款式、颜色、尺码和数量进行分类整理。
2. 缝纫工序:a. 首先进行缝纫前准备工作,包括面料摆放、线迹的准备等;b. 开始缝纫,根据工艺要求进行单、双线缝制、拉链安装等;c. 缝完每个部件后进行质量检验,并及时修正和整改;d. 缝制好的部件按工艺要求进行拼接和缝合。
3. 整烫工序:a. 对缝制好的裙子进行整烫,使其更加平整、美观;b. 温度和熨烫时间要根据面料的种类和要求进行合理控制。
4. 质检工序:a. 对整烫好的裙子进行质量检查,包括外观、尺寸、线迹等方面;b. 如有质量问题,及时进行整改修补。
5. 包装工序:a. 将经过质检合格的裙子按照尺码和颜色进行分类;b. 使用透明塑料袋进行包装,并进行细致标注。
四、生产周期:根据不同款式的复杂程度和工人技术水平的不同,生产周期通常为15-25个工作日。
五、特殊要求:a. 面料选择要符合产品质量要求和成本控制;b. 缝纫线的选用要均匀,强度要合适;c. 按照国家相关标准进行整烫,确保裙子平整;d. 质检人员要查看每一件裙子的每一个部件,并进行细致记录;e. 包装要牢固,避免运输过程中损坏。
六、工艺制单制作人签字:__________日期:__________。
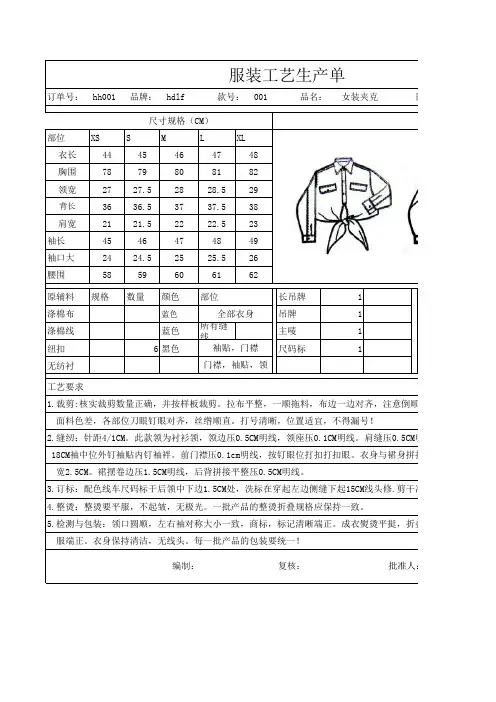
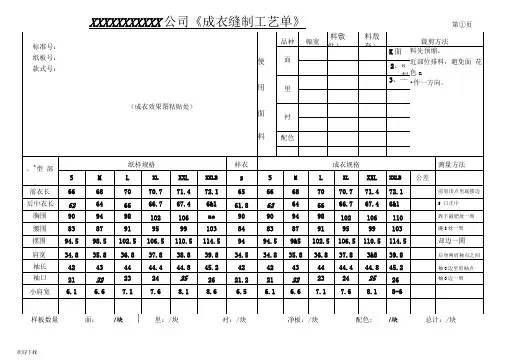
部位XS S M L XL 衣长4445464748胸围7879808182领宽2727.52828.529背长3636.53737.538肩宽2121.52222.523袖长4546474849袖口大2424.52525.526腰围5859606162原辅料规格数量颜色长吊牌1涤棉布蓝色吊牌1涤棉线蓝色所有缝线主唛1纽扣6黑色尺码标1无纺衬4.整烫:整烫要平服,不起皱,无极光。
一批产品的整烫折叠规格应保持一致。
5.检测与包装:领口圆顺,左右袖对称大小一致,商标,标记清晰端正。
成衣熨烫平挺,折叠平 服端正。
衣身保持清洁,无线头。
每一批产品的包装要统一!编制: 复核: 批准人:1.裁剪:核实裁剪数量正确,并按样板裁剪。
拉布平整,一顺拖料,布边一边对齐,注意倒顺光 面料色差,各部位刀眼钉眼对齐,丝绺顺直。
打号清晰,位置适宜,不得漏号!2.缝纫:针距4/1CM。
此款领为衬衫领,领边压0.5CM明线,领座压0.1CM明线。
肩缝压0.5CM明线 18CM袖中位外钉袖贴内钉袖袢。
前门襟压0.1cm明线,按钉眼位打扣打扣眼。
衣身与裙身拼接, 宽2.5CM。
裙摆卷边压1.5CM明线,后背拼接平整压0.5CM明线。
3.订标:配色线车尺码标于后领中下边1.5CM处,洗标在穿起左边侧缝下起15CM线头修.剪干净,部位全部衣身袖贴,门襟门襟,袖贴,领工艺要求服装工艺生产单订单号: hh001 品牌: hdlf 款号: 001 品名: 女装夹克 日期尺寸规格(CM)日期:面料贴样倒顺光及CM明线向后倒。
袖口上。
拼接,腰部镶橡筋,橡筋干净,无污迹。
折叠平人:。
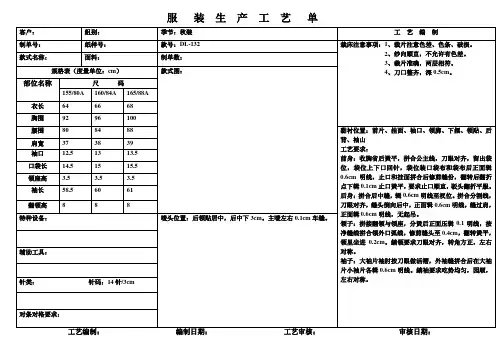
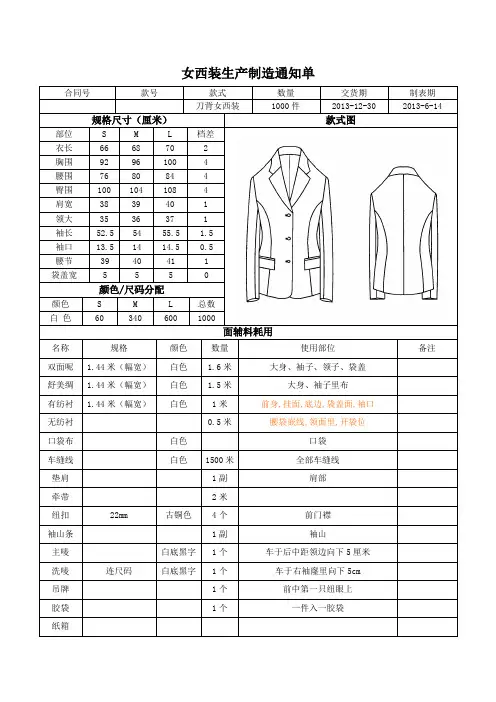
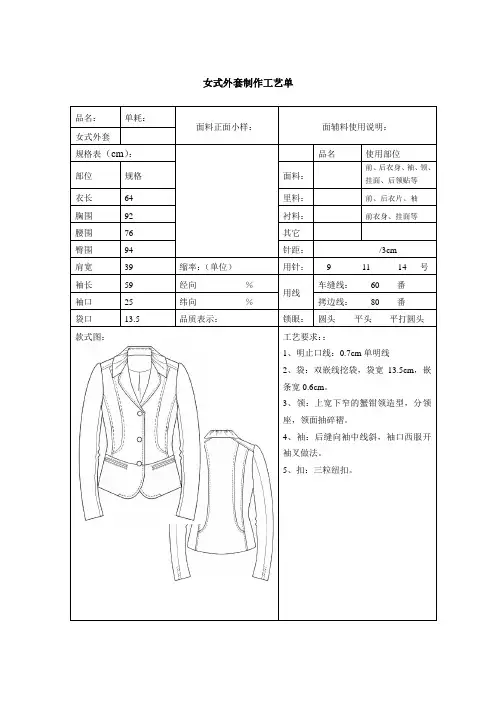
女西装生产制造通知单
合同号款号款式数量交货期制表期
刀背女西装1000件2013-12-30 2013-6-14 规格尺寸(厘米)款式图
部位S M L 档差
衣长66 68 70 2
胸围92 96 100 4
腰围76 80 84 4
臀围100 104 108 4
肩宽38 39 40 1
领大35 36 37 1
袖长52.5 54 55.5 1.5
袖口13.5 14 14.5 0.5
腰节39 40 41 1
袋盖宽 5 5 5 0
颜色/尺码分配
颜色S M L 总数
白色60 340 600 1000
面辅料耗用
名称规格颜色数量使用部位备注
双面呢 1.44米(幅宽)白色 1.6米大身、袖子、领子、袋盖
舒美绸 1.44米(幅宽)白色 1.5米大身、袖子里布
有纺衬 1.44米(幅宽)白色1米前身,挂面,底边,袋盖面,袖口
无纺衬0.5米腰袋嵌线,领面里,开袋位
口袋布白色口袋
车缝线白色1500米全部车缝线
垫肩1副肩部
牵带2米
纽扣22mm 古铜色4个前门襟
袖山条1副袖山
主唛白底黑字1个车于后中距领边向下5厘米
洗唛连尺码白底黑字1个车于右袖窿里向下5cm
吊牌1个前中第一只纽眼上
胶袋1个一件入一胶袋
纸箱
制单:审核:。
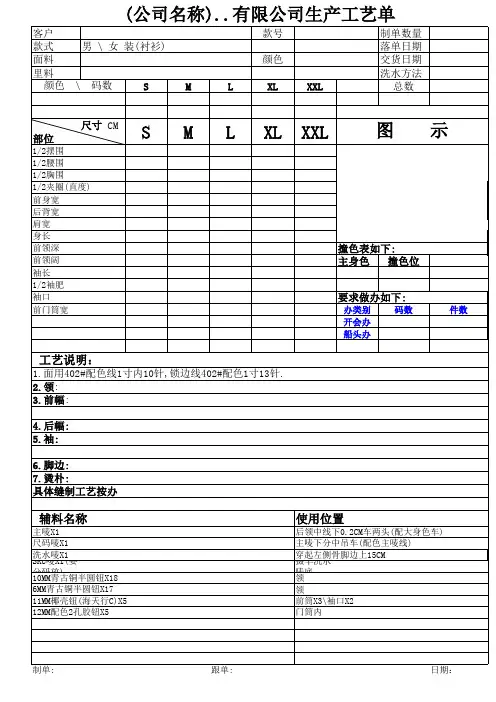


女T恤生产工艺单女T恤生产工艺单一、面料准备工艺:1. 选择面料:根据设计要求和消费市场需求选择合适的面料;2. 面料验货:检查面料的品质和色差,确保面料符合要求;3. 面料裁剪:根据T恤的样式和尺寸,将面料进行裁剪,确保裁剪的精度和一致性;4. 面料整理:对裁剪好的面料进行整理,确保面料平整无皱折。
二、贴边工艺:1. 肩膀贴边:将双肩的面料进行对接,使用适当的缝纫机进行贴边处理;2. 领口贴边:将领口的面料进行对接,使用适当的缝纫机进行贴边处理;3. 袖口贴边:将袖口的面料进行对接,使用适当的缝纫机进行贴边处理;4. 裙摆贴边:对裙摆的面料进行对接,使用适当的缝纫机进行贴边处理。
三、缝纫工艺:1. 缝纫身子:将贴边好的面料进行对接,使用适当的缝纫机进行缝纫处理;2. 缝纫袖子:将袖子的面料进行对接,使用适当的缝纫机进行缝纫处理;3. 缝纫侧边:将两片身子的侧边进行对接,使用适当的缝纫机进行缝纫处理;4. 缝纫下摆:将下摆的面料进行对接,使用适当的缝纫机进行缝纫处理。
四、成品整理工艺:1. 衣领整理:对衣领进行整理,确保衣领的平整度和立体感;2. 袖口整理:对袖口进行整理,确保袖口的平整度和修长感;3. 下摆整理:对下摆进行整理,确保下摆的平整度和修长感;4. 质检:对成品进行检查,确保质量达到标准,无任何瑕疵。
五、包装工艺:1. 折叠:将成品按规定方式进行折叠,确保成品整齐无皱折;2. 包装:将折叠好的成品放入塑料袋中,并贴上标签和条码,确保包装的整洁与完整;3. 装箱:将包装好的成品放入外箱中,并进行封箱处理,确保成品在运输过程中的安全。
以上就是女T恤的生产工艺单,通过按照这些工艺步骤的要求进行生产,可以保证生产出高质量的女T恤产品。
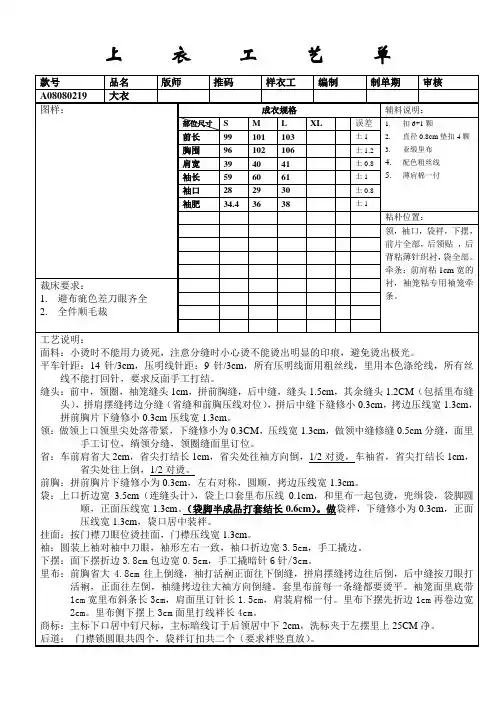
服装工艺单模板范文
一、基本信息:
1.服装工艺单编号:(编号)
2.服装名称:(名称)
3.品牌:(品牌)
4.设计师:(设计师姓名)
5.流行趋势:(流行趋势)
二、服装工艺要求:
1.材质选择:(要求使用的材质)
2.服装款式:(描述服装款式特点)
3.裁剪要求:(描述裁剪要求)
4.缝纫线:(规定使用的缝纫线种类和颜色)
5.粘合剂:(规定使用的粘合剂种类和用量)
6.饰品和装饰物:(特殊饰品和装饰物的要求)
三、工艺流程:
1.设计制作:(设计师制作初版样衣的时间和要求)
2.修正款式:(根据初版样衣的反馈意见,进行修正的时间和要求)
3.打样:(根据修正款式进行打样的时间和要求)
4.评审备案:(对打样结果进行评审,并备案通过的时间和要求)
5.样衣生产:(批量生产样衣前,要求进行品质检验的时间和要求)
6.批量生产:(正式开始服装批量生产的时间和要求)
7.完工验收:(批量生产结束后的样衣完工验收的时间和要求)
四、质量标准:
1.缝制质量标准:(缝制线迹须平整,无任何松垂,无线头、线屑)
2.成品尺寸标准:(规定成衣尺寸标准范围)
3.做工要求:(详细描述服装各部位的做工要求)
五、注意事项:
1.生产工艺要求:(列出生产过程中需特别注意的事项)
2.包装要求:(描述包装材料和方法)
3.交货时间:(规定交付商品的截止日期)
六、其他:
1.特殊要求:(对特殊工艺或设计要求进行详细描述)
2.备注:(写下其他需要补充说明的事项)。
杭州果莳制衣公司生产工艺单
款号:2015020725 名称:A字裙下单工厂:完成日期:2016-09-26
款式图:
正面
背面面料小样:
面料
辅料小样
粘衬拉链
面辅料配备
名称货号门幅(规格) 单位用量名称货号门幅(规格) 单位用量
面料001 140cm 90cm 明线配色涤纶线1
粘衬002 110cm 6cm 暗线配色涤纶线1
拉链003 25cm 1条
规格表
单位:c m
尺码
部位S M L XL
粘衬部位:
1、腰贴
工艺缝制要求:明线针距:13针/3cm 暗线针距:13针/3cm
1.针距:平车针距13针/3cm;
2.线迹要求不跳针、上下线迹一致;
3.收省位置按样板要求,省尖踩尖;
4.裙片右侧缝装隐形拉链,自高腰顶一直缝至23cm止,位置准确、拉链装的平服
不得起皱、开启顺畅;
5.下摆贴边折3cm,熨烫平整;
6.各部位整烫平整服帖、烫后不得起污渍、水迹、不起光。
裙长46 55 50 52
腰围64 66 68 70
臀围91 92 97 100
裁剪要求:
1、裁片注意色差、破损,尽可能
避免面料的色差和疵点
2、面料纱向要顺直,不要倾斜
3、裁片上下两层相符,刀眼对齐
成衣处理要求:
无
制单:许文焱审核:江群慧日期2016-09-26。