服装工艺单模板(女装)
- 格式:doc
- 大小:425.00 KB
- 文档页数:6
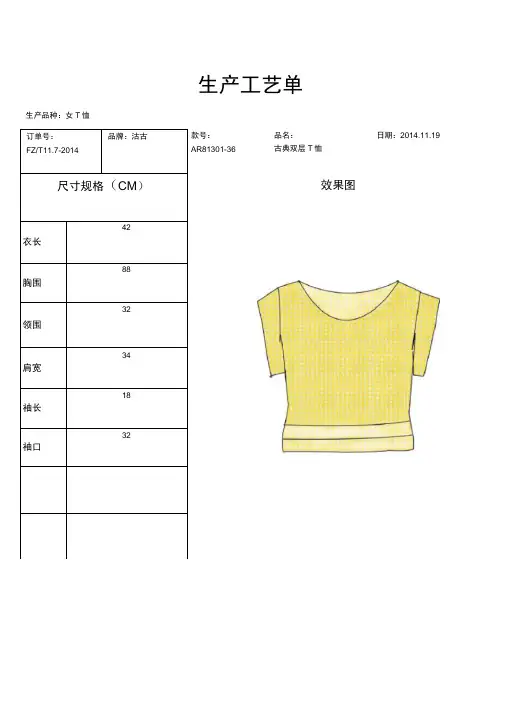
生产工艺单订单号:FZ/T11.7-2014品牌:沽古尺寸规格(CM)衣长42胸围88领围32肩宽34袖长18袖口32生产品种:女T恤款号:AR81301-36 品名:日期:2014.11.19 古典双层T恤效果图排料图面辅料名称规格数量颜色部位面料棉100%橙黄整身衬线棉卷米白整身半透白纱,除袖子外覆盖整身。
设计师/打版师/推版师/样衣师/工艺员/签发人/操作工艺要求验布排料1•检验布料上是否有瑕疵是否有逆顺光。
2•以最省料为准。
裁剪1、裁剪前先缩水。
2•注意节省,不要浪费。
缝制1•白纱前片和面料前面对齐,车缝,线要顺,车缝1cm,分缝儿烫平,注意借助工具。
2•归拔前片腰节处,归拔处变长,变成立体,归臀位线,归拔要走S形轨迹,不能超过腋下片腰节线的1\2。
3•缝制后片,白纱后片与面料后片相对、对齐、车缝,缝合后中缝、缝份1cm,分缝烫平。
4•整烫前片折叠下摆,车缝1cm,注意平整。
5•缝合肩缝和侧缝,前后片对齐、缝合侧缝、车缝 1.2cm,分缝烫平,前后片对齐、缝合肩缝、吃着后片、车缝1cm,向前片弧线状分缝烫平。
5•做袖子:缝合大小袖内侧缝、车缝 1.2cm、正面对齐、分缝烫平、按小袖弧线分。
缝合大小袖外侧缝正面相对、外侧缝相对、车缝1・2cm、分缝烫平、注意外侧缝弧度。
扣烫袖口贴边。
整理1•各部位熨烫平服、整洁、无烫黄、水渍及亮光。
2.领型左右基本一致,折叠端正。
3•—批产品的整烫折叠规格应保持一致。
尺码标170/84A 商标洗涤吊牌其他。
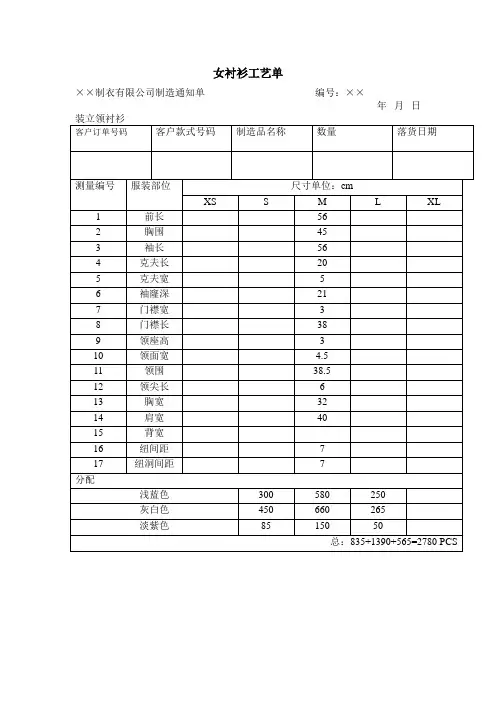
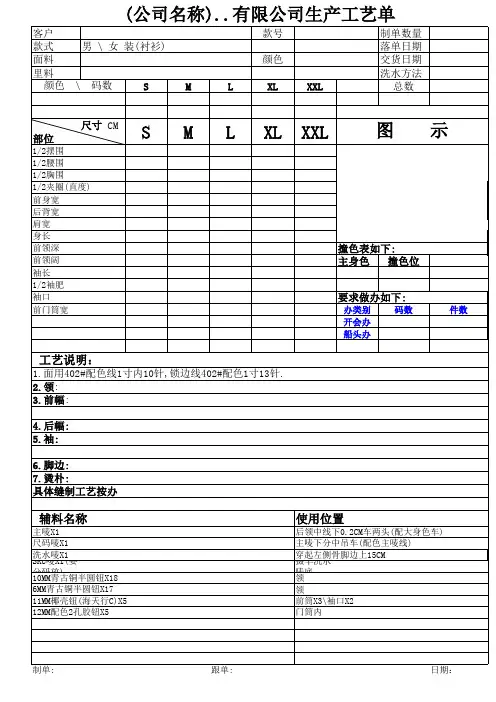
女衬衫工艺单××制衣有限公司制造通知单编号:××年月日××制衣有限公司制造通知单编号:××××××年×月×日女装企领衬衫××制衣有限公司制造通知单(第一页) 编号:×××××女衬衫缝制工艺(一)女衬衫缝制工艺顺序(1)准备工作:做缝制标记,粘衬。
(2)做前片:缝合公主线,烫外门襟、里襟,荷叶边锁边、抽细褶,缉缝门里襟(夹装荷叶边)。
(3)做后片:缝合左右刀背缝。
(4)做袖:做袖开衩,袖山做裥,做袖克夫。
(5)做领:做上领和底领。
(6)组合:合肩缝、绱领、绱袖、装袖克夫、卷底边、剪线头。
(7)后道工序:锁眼、钉钮、整烫、检验、包装。
(二)女衬衫的缝制1.缝制准备工作(1)粘衬:可在缝制前粘好所有的衬,也可以在缝制各部件时分别粘。
根据工艺单的要求,在领面、领底和袖克夫面上粘GP-6衬。
(2)作缝制标记➢前片:外门襟宽、袖的对位眼刀、底边贴边宽、荷叶边缝制标记,公主线在腰线处对位眼刀。
➢后片:后领圈中心,刀背缝在腰线处对位刀口。
➢袖片:对肩眼刀、对位刀口工艺说明(1)荷叶边抽细褶:平缝机针距调最大,留10cm 线头,以0.5作缝缝荷叶边一侧,缝完后也留一段线头,然后用手轻轻抽线,直到想要的疏密程度及长度。
(2)烫门里襟:门里襟宽窄按刀眼,从上向下烫,再在门襟上缉压明线,止口按工艺单要求为0.2cm,里襟缉1.3明线。
后片的缝制 后片刀背缝采用外包缝,机缝时要注意刀眼在腰线处的对位,采用0.8cm 作缝,熨烫要平整。
袖开衩工艺工艺说明(1)扣烫好大小袖衩,注意扣烫好的袖衩底比面宽出0.1cm。
(2)先装里襟小袖衩,袖衩比小三角的底边高出1cm,缉0.1cm明线直到三角底边,再在袖的正面将小三角的底边和小袖衩缉合。
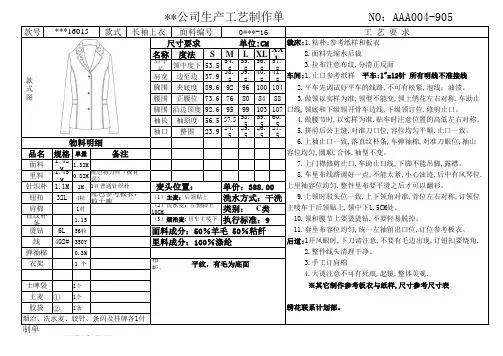
部位XS S M L XL 衣长4445464748胸围7879808182领宽2727.52828.529背长3636.53737.538肩宽2121.52222.523袖长4546474849袖口大2424.52525.526腰围5859606162原辅料规格数量颜色长吊牌1涤棉布蓝色吊牌1涤棉线蓝色所有缝线主唛1纽扣6黑色尺码标1无纺衬4.整烫:整烫要平服,不起皱,无极光。
一批产品的整烫折叠规格应保持一致。
5.检测与包装:领口圆顺,左右袖对称大小一致,商标,标记清晰端正。
成衣熨烫平挺,折叠平 服端正。
衣身保持清洁,无线头。
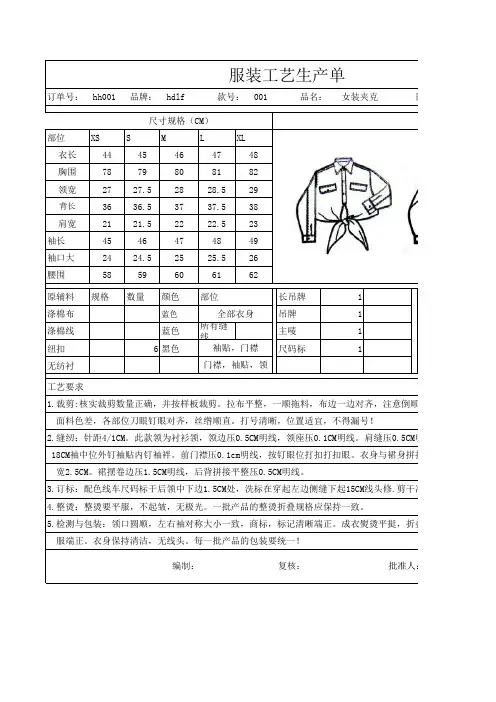
每一批产品的包装要统一!编制: 复核: 批准人:1.裁剪:核实裁剪数量正确,并按样板裁剪。
拉布平整,一顺拖料,布边一边对齐,注意倒顺光 面料色差,各部位刀眼钉眼对齐,丝绺顺直。
打号清晰,位置适宜,不得漏号!2.缝纫:针距4/1CM。
此款领为衬衫领,领边压0.5CM明线,领座压0.1CM明线。
肩缝压0.5CM明线 18CM袖中位外钉袖贴内钉袖袢。
前门襟压0.1cm明线,按钉眼位打扣打扣眼。
衣身与裙身拼接, 宽2.5CM。
裙摆卷边压1.5CM明线,后背拼接平整压0.5CM明线。
3.订标:配色线车尺码标于后领中下边1.5CM处,洗标在穿起左边侧缝下起15CM线头修.剪干净,部位全部衣身袖贴,门襟门襟,袖贴,领工艺要求服装工艺生产单订单号: hh001 品牌: hdlf 款号: 001 品名: 女装夹克 日期尺寸规格(CM)日期:面料贴样倒顺光及CM明线向后倒。
袖口上。
拼接,腰部镶橡筋,橡筋干净,无污迹。
折叠平人:。
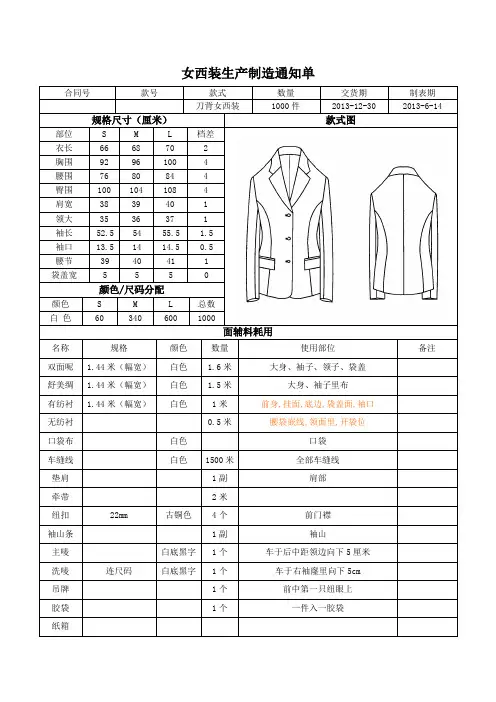
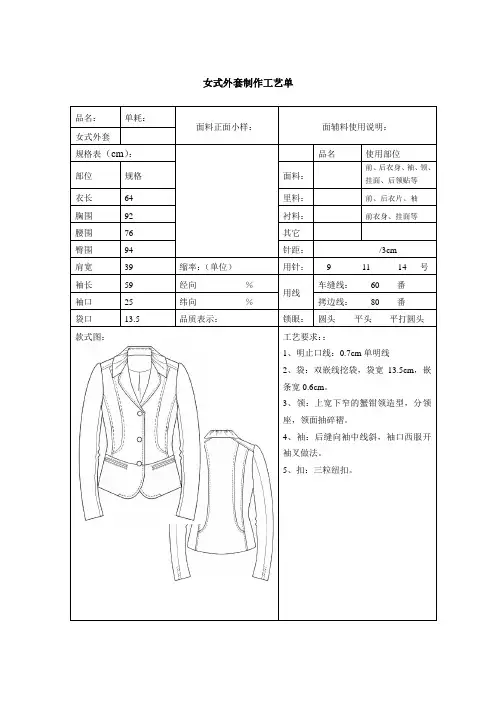
女西装生产制造通知单
合同号款号款式数量交货期制表期
刀背女西装1000件2013-12-30 2013-6-14 规格尺寸(厘米)款式图
部位S M L 档差
衣长66 68 70 2
胸围92 96 100 4
腰围76 80 84 4
臀围100 104 108 4
肩宽38 39 40 1
领大35 36 37 1
袖长52.5 54 55.5 1.5
袖口13.5 14 14.5 0.5
腰节39 40 41 1
袋盖宽 5 5 5 0
颜色/尺码分配
颜色S M L 总数
白色60 340 600 1000
面辅料耗用
名称规格颜色数量使用部位备注
双面呢 1.44米(幅宽)白色 1.6米大身、袖子、领子、袋盖
舒美绸 1.44米(幅宽)白色 1.5米大身、袖子里布
有纺衬 1.44米(幅宽)白色1米前身,挂面,底边,袋盖面,袖口
无纺衬0.5米腰袋嵌线,领面里,开袋位
口袋布白色口袋
车缝线白色1500米全部车缝线
垫肩1副肩部
牵带2米
纽扣22mm 古铜色4个前门襟
袖山条1副袖山
主唛白底黑字1个车于后中距领边向下5厘米
洗唛连尺码白底黑字1个车于右袖窿里向下5cm
吊牌1个前中第一只纽眼上
胶袋1个一件入一胶袋
纸箱
制单:审核:。
女士包臀裙工艺单裙装规格单位:cm制定规格:裙长测量:从腰部测点同过大转子点到所需的长度。
腰围松量:以腰部最凹处、肘关节与腰部重合点为测点,用软尺水平测量一周。
松量:2cm部件与辅料女裙部件单位:片女裙辅料女裙放缝、排料(见图)门幅:150cm 用料:100cm 放缝与排料(比例1:5)结构设计图放缝与排料图缝制工艺流程熨烫——放缝剪裁——裙片锁边——缝合分割线——装育克——前后片缝合——装腰贴——装隐形拉链——裙摆包边——熨烫具体缝制工艺1.熨烫使布料平整方便裁剪2.做缝制标记前后裙片相应部分划上粉印或打好牙口,作为裙片缝制时的对同标记。
需要做缝制标记的部位如下:1)拉链对位点2)腰部、臀部对位点3)育克对位点3.锁边:前后裙片、腰围锁边4.前后裙片缝合:留出1cm缝头,经行分烫开,扣烫下摆4cm折边5.装隐形拉链在裙后片中间分割线和育克上装隐形拉链6.裙摆包边两次共折进4cm,在反面手缝三角针加以固定面料、辅料、成本核算效果图、款式图着装效果图女士裙裤工艺单裤装规格单位:cm制定规格:裤长测量:从腰部测点同过大转子点到所需的长度。
腰围松量:以腰部最凹处、肘关节与腰部重合点为测点,用软尺水平测量一周。
松量:2cm部件与辅料女裤部件单位:片女裤辅料女裤放缝、排料(见图)门幅:150cm 用料:100cm 放缝与排料(比例1:5)结构设计图放缝与排料图缝制工艺流程熨烫——放缝剪裁——裤片锁边——缝合分割线——装育克——装口袋——前裤片缝合——后裤片缝合——做门襟——装拉链——装腰带——裤边包边——熨烫具体缝制工艺1.熨烫使布料平整方便裁剪2.做缝制标记前后裤片相应部分划上粉印或打好牙口,作为裤片缝制时的对同标记。
需要做缝制标记的部位如下:1)前后片省道褶裥对位点2)门襟、里襟对位点拉链对位点3)腰部、臀部对位点育克对位点3.锁边:前后裙片、腰围锁边4.前后裤片缝合:留出1cm缝头,经行分烫开,扣烫下摆4cm折边5.装腰腰带对折,熨烫,先外面的与裤片缝合,在和里面的缝合在裤片上压0.1明线6.装拉链在前门襟处装拉链7.裤摆包边两次共折进4cm,正面压0.1cm、0.5明线面料、辅料、成本核算效果图、款式图着装效果图市场调查总结经过这次服装工艺(一)的学习,我学会了做简单的自己设计的裙子和裤子。

服装工艺单
服装工艺单包含一个服装产品的所有工艺细节,包括设计要求、裁剪、缝纫、整烫和包装等方面。
以下是一个简单的服装工艺单示例:
1. 设计要求:
- 服装款式:女士连衣裙
- 面料:柔软舒适的棉布
- 颜色:粉色
2. 裁剪:
- 根据设计图案,在面料上标出裁剪线
- 使用裁剪刀或剪刀将面料按照裁剪线裁剪成相应的形状和大小
3. 缝纫:
- 将裁剪好的面料按照设计要求进行缝合
- 采用适当的缝纫线和针脚进行缝合,保证缝线的牢固和美观
4. 整烫:
- 进行整烫,使服装面料平整、光滑
- 使用适当的熨斗温度和湿度,避免面料损坏或变形
5. 包装:
- 将整烫好的服装进行包装
- 使用适当的包装材料,如塑料袋、纸箱等,保护服装免受污染和损坏
以上仅是一个简单的服装工艺单示例,实际的服装工艺单可能会有更多的细节和要求。
具体的工艺单会根据不同的服装款式和要求进行调整。
女T恤生产工艺单女T恤生产工艺单一、面料准备工艺:1. 选择面料:根据设计要求和消费市场需求选择合适的面料;2. 面料验货:检查面料的品质和色差,确保面料符合要求;3. 面料裁剪:根据T恤的样式和尺寸,将面料进行裁剪,确保裁剪的精度和一致性;4. 面料整理:对裁剪好的面料进行整理,确保面料平整无皱折。
二、贴边工艺:1. 肩膀贴边:将双肩的面料进行对接,使用适当的缝纫机进行贴边处理;2. 领口贴边:将领口的面料进行对接,使用适当的缝纫机进行贴边处理;3. 袖口贴边:将袖口的面料进行对接,使用适当的缝纫机进行贴边处理;4. 裙摆贴边:对裙摆的面料进行对接,使用适当的缝纫机进行贴边处理。
三、缝纫工艺:1. 缝纫身子:将贴边好的面料进行对接,使用适当的缝纫机进行缝纫处理;2. 缝纫袖子:将袖子的面料进行对接,使用适当的缝纫机进行缝纫处理;3. 缝纫侧边:将两片身子的侧边进行对接,使用适当的缝纫机进行缝纫处理;4. 缝纫下摆:将下摆的面料进行对接,使用适当的缝纫机进行缝纫处理。
四、成品整理工艺:1. 衣领整理:对衣领进行整理,确保衣领的平整度和立体感;2. 袖口整理:对袖口进行整理,确保袖口的平整度和修长感;3. 下摆整理:对下摆进行整理,确保下摆的平整度和修长感;4. 质检:对成品进行检查,确保质量达到标准,无任何瑕疵。
五、包装工艺:1. 折叠:将成品按规定方式进行折叠,确保成品整齐无皱折;2. 包装:将折叠好的成品放入塑料袋中,并贴上标签和条码,确保包装的整洁与完整;3. 装箱:将包装好的成品放入外箱中,并进行封箱处理,确保成品在运输过程中的安全。
以上就是女T恤的生产工艺单,通过按照这些工艺步骤的要求进行生产,可以保证生产出高质量的女T恤产品。
服装工艺单模板范文
一、基本信息:
1.服装工艺单编号:(编号)
2.服装名称:(名称)
3.品牌:(品牌)
4.设计师:(设计师姓名)
5.流行趋势:(流行趋势)
二、服装工艺要求:
1.材质选择:(要求使用的材质)
2.服装款式:(描述服装款式特点)
3.裁剪要求:(描述裁剪要求)
4.缝纫线:(规定使用的缝纫线种类和颜色)
5.粘合剂:(规定使用的粘合剂种类和用量)
6.饰品和装饰物:(特殊饰品和装饰物的要求)
三、工艺流程:
1.设计制作:(设计师制作初版样衣的时间和要求)
2.修正款式:(根据初版样衣的反馈意见,进行修正的时间和要求)
3.打样:(根据修正款式进行打样的时间和要求)
4.评审备案:(对打样结果进行评审,并备案通过的时间和要求)
5.样衣生产:(批量生产样衣前,要求进行品质检验的时间和要求)
6.批量生产:(正式开始服装批量生产的时间和要求)
7.完工验收:(批量生产结束后的样衣完工验收的时间和要求)
四、质量标准:
1.缝制质量标准:(缝制线迹须平整,无任何松垂,无线头、线屑)
2.成品尺寸标准:(规定成衣尺寸标准范围)
3.做工要求:(详细描述服装各部位的做工要求)
五、注意事项:
1.生产工艺要求:(列出生产过程中需特别注意的事项)
2.包装要求:(描述包装材料和方法)
3.交货时间:(规定交付商品的截止日期)
六、其他:
1.特殊要求:(对特殊工艺或设计要求进行详细描述)
2.备注:(写下其他需要补充说明的事项)。