工艺更改记录表
- 格式:xlsx
- 大小:11.10 KB
- 文档页数:1
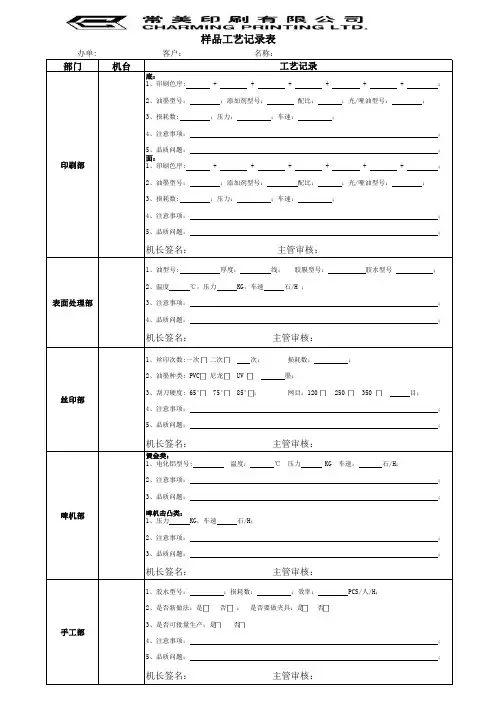
办单:客户:名称:
部门机台
印刷部
表面处理部
丝印部
啤机部
手工部
工艺记录
底:
1、印刷色序: + + + + + + ;
2、油墨型号:;添加剂型号: 配比:;光/哑油型号:;
3、损耗数:;压力:;车速:;
4、注意事项:;
5、品质问题:;面:
1、印刷色序: + + + + + + ;
2、油墨型号:;添加剂型号:配比:;光/哑油型号:;
3、损耗数: ;压力:;车速:;
4、注意事项:;
5、品质问题:;机长签名: 主管审核:
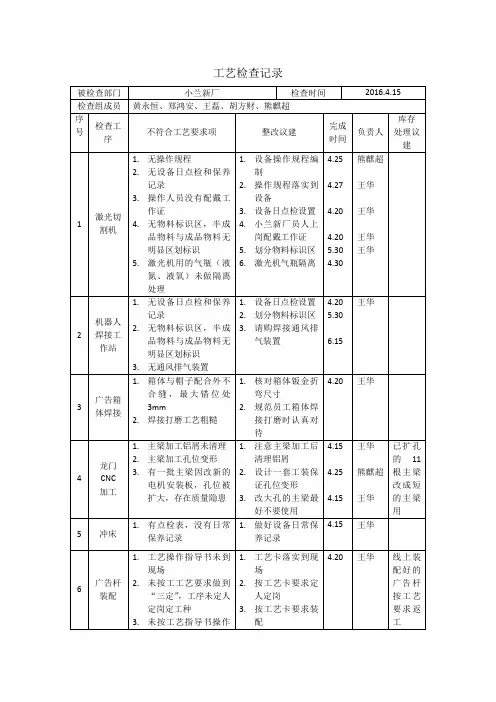
1、油型号:厚度:线; 胶膜型号:胶水型号 ;
2、温度℃,压力KG,车速石/H ;
3、注意事项:;
4、品质问题:;机长签名: 主管审核:
烫金类:
1、电化铝型号: 温度:℃ 压力 KG 车速:石/H;
2、注意事项:;
3、品质问题:;啤机击凸类:
1、压力KG,车速石/H;
2、注意事项:;
3、品质问题:;机长签名: 主管审核:
1、胶水型号:;损耗数:;效率:PCS/人/H;
2、是否新做法:是 否 ; 是否要做夹具:是 否
3、是否可批量生产:是 否
4、注意事项:;
5、品质问题:;机长签名: 主管审核:
1、丝印次数:一次 二次 次; 损耗数:;
2、油墨种类: PVC 尼龙 UV 墨;
3、刮刀硬度: 65° 75° 85° ; 网目:120 250 350 目;
4、注意事项:;
5、品质问题:;机长签名: 主管审核:
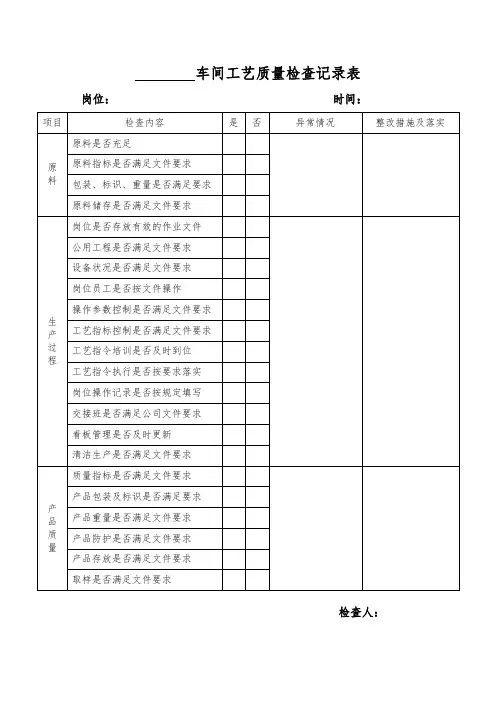
样品工艺记录表。
IATF16949所需资料1、手册、程序、内审、管评2、受控文件清单、外来文件清单、文件发放清单3、记录清单4、培训计划、记录5、任职资格和评价、岗位说明书6、部门目标及考核7、特殊过程评价(人员、设备、工艺评价)8、特殊岗位上岗证9、供方名单、供方评价、供方评价准则、供方业绩考核记录表10、合同评审表11、合同履约率统计表12、顾客满意度调查表13、顾客投诉处理记录表、顾客投诉处理报告14、客户特殊要求清单15、客户质量协议16、设备清单、设备维修计划、记录、设备点检表、特种设备点检表、设施设备策划评估记录表17、计量器具台账、鉴定记录18、员工素质表、员工满意度调查表、员工道德行为规范、员工廉政协议、保密协议19、仓库检查记录表20、安全检查记录表、消防检查记录表21、MSDS表22、出货检查记录表、出货检查文件(图纸、理化检测等)23、工艺检查记录表24、体系过程风险应对清单25、替代过程控制手段清单26、相关方需求和期望清单27、产品质量先期策划28、生产件批准29、潜在失效模式后果分析30、测量系统分析31、统计过程控制32、章鱼图、乌龟图33、过程目标识别、过程绩效目标及考核34、过程审核计划、报告35、产品质量审核计划、检查表、报告36、风险机遇识别、评估对策表37、质量目标统计表38、质量成本分析表(财务报表)39、组织知识清单40、年度经营计划41、组织内外环境识别表42、让步放行规定43、原材料、半成品、成品防护规定44、客户汽车产品调查表45、三级安全教育记录表46、员工考核奖励方案47、紧急应变计划48、模具台账、更换、点检、维修记录49、防错清单50、生产区域划分(成品、半成品、毛坯、检具、模具、原材料、周转区、不合格品)51、首件确认记录表52、内审、二方审核人员要求、内审员素质表、内审员考核记录53、抽样检验规范54、特殊特性管理规范55、评审人员授权书56、顾客特殊要求矩阵图57、变更管理记录58、补发文件记录59、产品安全性清单60、工艺更改记录表61、IATF16949标准要求与公司过程对照矩阵图62、交接班十交五不交管理规定63、员工顶岗计划64、8D报告65、返工返修管理规定66、产品召回制度、产品召回记录67、产品保证计划68、APQP小组名单、职责69、5S检查表70、客户报告、计分卡71、相关方信息需求、评价、评审表72、过程识别清单73、各类检验流程表。
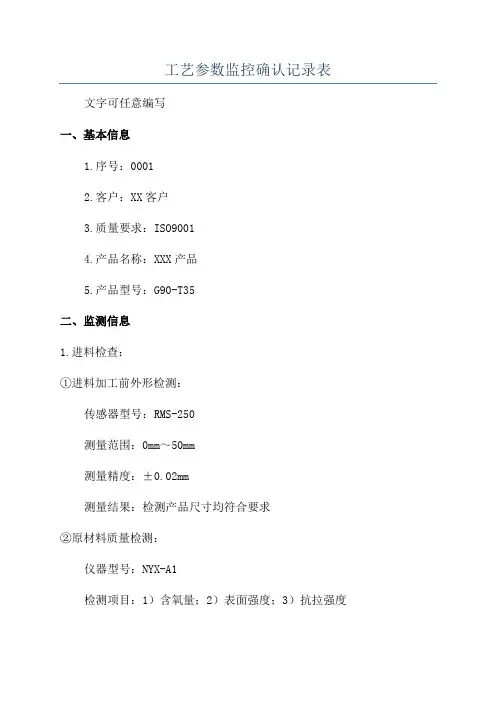
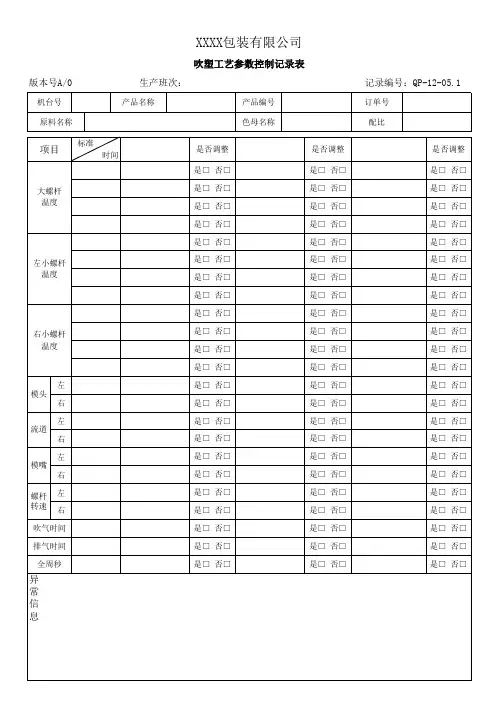
工艺参数监控确认记录表文字可任意编写
一、基本信息
1.序号:0001
2.客户:XX客户
3.质量要求:ISO9001
4.产品名称:XXX产品
5.产品型号:G90-T35
二、监测信息
1.进料检查:
①进料加工前外形检测:
传感器型号:RMS-250
测量范围:0mm~50mm
测量精度:±0.02mm
测量结果:检测产品尺寸均符合要求
②原材料质量检测:
仪器型号:NYX-A1
检测项目:1)含氧量;2)表面强度;3)抗拉强度
检测结果:1)含氧量:19.8%;2)表面强度:485MPa;3)抗拉强度:450MPa
结果判断:检测结果均符合要求合格
2.加工工艺参数:
机床型号:VD650E
加工参数:
(2)主轴功率:3kW
(3)主轴扭矩:1.68KN.M
(4)最大振动力矩:0.0045KN.M
(5)主轴偏移:0.0045mm
(6)自动进给:5mm/min
(7)自动返回:5mm/min
(8)保压力:0.9KN
(9)保压温度:80℃
(10)进刀量:0.02mm
(11)刀具尺寸:3mm
结果判断:符合要求,加工技术参数合格
3.加工工艺检测:
仪器型号:RMS-250
测量范围:0mm~50mm。