机械加工工艺过程卡片
- 格式:doc
- 大小:262.00 KB
- 文档页数:3


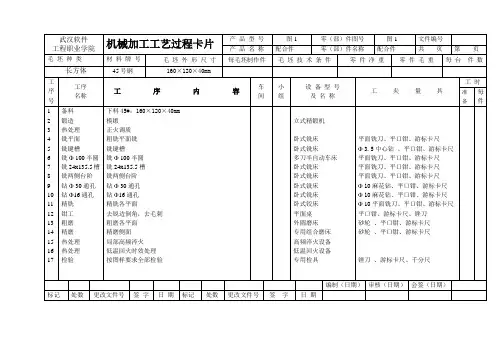
武汉软件工程职业学院机械加工工艺过程卡片产品型号图1 零(部)件图号图1 文件编号产品名称配合件零(部)件名称配合件共页第页毛坯种类材料牌号毛坯外形尺寸每毛坯制作件毛坯技术条件零件净重零件毛重每台件数长方体45号钢160×120×40mm工序号工序名称工序内容车间小组设备型号及名称工夹量具工时准备每件1 2 3 4 5 6 7 8 91011121314151617 备料锻造热处理铣平面铣键槽铣Φ 100半圆铣24x135.5槽铣两侧台阶钻Φ 30通孔钻Φ16通孔精铣钳工粗磨精磨热处理热处理检验下料45#:160×120×40mm模锻正火调质粗铣平面铣铣键槽铣Φ 100半圆铣24x135.5槽铣两侧台阶钻Φ 30通孔钻Φ16通孔精铣各平面去锐边倒角,去毛刺粗磨各平面精磨侧面局部高频淬火低温回火时效处理按图样要求全部检验立式精锻机卧式铣床卧式铣床多刀半自动车床卧式铣床卧式铣床卧式铣床卧式铣床卧式铰床平面桌外圆磨床专用组合磨床高频淬火设备低温回火设备专用检具平面铣刀、平口钳、游标卡尺Φ3.5中心钻、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺Φ10麻花钻、平口钳、游标卡尺Φ10麻花钻、平口钳、游标卡尺Φ 10平面铣刀、平口钳、游标卡尺平口钳、游标卡尺、锉刀砂轮、平口钳、游标卡尺砂轮、平口钳、游标卡尺锉刀、游标卡尺、千分尺编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
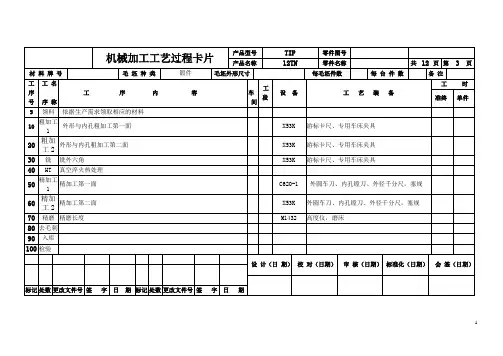
30铣
机械加工工序卡片
产品型号 零件图号
产品名称
零件名称
共
12 页 第 6 页
车间
工序号 工序名称 材 料 牌 号
工序30 铣六角 毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
设备名称
设备型号
设备编号
同时加工件数
C620-1
夹具编号
夹具名称 切削液
专用卡爪
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备
主轴转速 切削速度 进给量 切削深度 进给
次数 工步工时
r/min m/min mm/r mm 机动 辅助 1 铣外六角
铣刀
380 44.1 0.33 1.3 1 4.5s 380 44.1 0.33 1.3 1 122.97s 380 44.1 0.33 1.3 1 43.04s 380 44.1 0.33 1.3 1 17.44s
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
外六角
外六角。
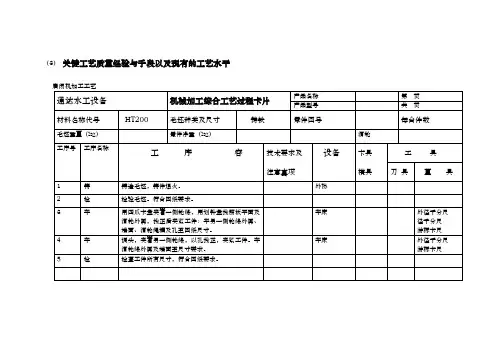
机械加工工艺过程卡片机械加工工艺过程卡片产品型号低速轴零件图号产品名称零件名称共 1 页第 1 页材料牌号毛坯种类轧制件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工艺号工名序称工序内容车间工段设备工艺装备工时/s准终单件1 车,钻装夹,钻中心孔,粗车外圆,平端面CA6136 三爪卡盘,90°车刀,中心钻2 切槽切退刀槽,倒角CA6136 三爪卡盘,45°车刀,切断刀4 切槽切退刀槽,倒角CA6136 三爪卡盘,45°车刀,切断刀热处理热处理5 车精车外圆CA6136 三爪卡盘,游标卡尺,90°车刀6 调头调头装夹,精车外圆7铣铣键槽12×5×20型平键万能铣床平口钳,铣刀铣铣键槽14×5.5×25型平键万能铣床平口钳,铣刀淬火淬火8 磨削粗,精磨外圆描图去毛刺由钳工修整,去毛刺钳工台锉刀描校中检检查尺寸,表面粗糙度塞规百分尺卡尺清洗清洗清洗机底图号终检检查尺寸,表面粗糙度塞规百分尺卡尺装订号设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)评分表序号考核评价项目考核内容学生自检小组互检教师终检配分成绩1过程性考核专业能力相关知识点的学习40零件定位基准的选择原则能够正确选择零件加工时的定位基准2 方法能力信息收集、自主学习、分析解决问题、归纳总结及创新能力10 3 社会能力团队协作、沟通协调、语言表达能力及安全文明、质量保障意识104常规考核个人能力理论知识综合考核情况305 其他出勤、课堂纪律、回答问题、作业完成情况10加工余量表机械加工工序1卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号车,钻毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数车床CA3136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 平端面3mm三爪卡盘,90°车刀,中心钻700 0.67 0.5 3 62 转中心孔400 0.9 1 5 53 粗车φ65--51.8×176mm 400 0.9 2.2 13.2 64 粗车φ51.8--46.5×148mm 400 0.9 2.65 5.3 25 粗车φ46.5--40.5×58mm 400 0.9 26 3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数车床CA6132夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 切2×1的退刀槽三爪卡盘,45°车刀,切断刀120 1 0.25 0.75 12 倒角2c 400 0.67 0.4 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 低速轴共1 页 第 1 页车间 工序号工序名称 材 料 牌 号调头,钻,车 45钢 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数每 台 件 数轧制件 φ65×251 1 1 设备名称设备型号 设备编号同时加工件数车床 CA6136夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 调头装夹 三爪卡盘,90°车刀,中心钻2 平端面3mm 7000.67 0.5 2 43 钻中心孔400 0.9 1 5 5 4 粗车φ65--61.8×69mm 400 0.9 1.6 3.2 2 5 粗车φ61.8--46.5×29mm 4000.9 2.655.32设 计(日期)审 核(日期) 标准化(日期) 会 签(日期)机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数车床CA6136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 切2×1的退刀槽三爪卡盘,45°车刀,切断刀120 1 0.25 0.75 12 倒角2c 400 0.67 0.4 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号车毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数车床CA6136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车φ46.5--45.5×29mm三爪卡盘,游标卡尺,90°车刀710 1.883 0.2 1 52 半精车φ61.8--60×40mm 710 1.883 0.2 1.8 9设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 低速轴共1 页 第 1 页车间 工序号工序名称 材 料 牌 号调头,车 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数每 台 件 数轧制件 Φ65×251 1 1 设备名称设备型号 设备编号同时加工件数车床 CA6136夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 调头装夹三爪卡盘,游标卡尺,90°车刀2 半精车φ40.5--39×58mm 710 1.883 0.3 1.5 5 3 半精车φ46.5--45.5×90mm 710 1.883 0.2 1 54 半精车φ51.8--50×28mm 7101.8830.21.89设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序7卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号铣毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣键槽12×5×20型平键平口钳,铣刀低速0.7 1 5 52 铣键槽14×5.5×25型平键低速0.7 1.1 5..55设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序8卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号磨削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数M1432B夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备工件转速砂轮速度进给量磨削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗磨φ45.5--45.2×90mm专用夹具10 30 0.020.3 152 精磨φ45.2--45×90mm 0.2 103 粗磨φ45.5--45.2×29mm 0.3 154 精磨φ45.2--45×29mm 0.2 10设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工艺过程卡片产品型号零件图号产品名称减速器零件名称下箱体共 1 页第 1 页材料牌号毛坯种类轧制件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工艺号工名序称工序内容车间工段设备工艺装备工时/s准终单件1 装夹,铣夹持箱体底座的毛坯铸件,加工底面万能铣床平口钳粗,精铣下箱体底面万能铣床平口钳,铣刀2 装夹,铣将下箱体底面作为基准,加工下箱体的顶面万能铣床平口钳粗,精铣下箱体顶面万能铣床平口钳,铣刀3 装夹,铣将下箱体底面,顶面作为夹持面加工下箱体宽度方向的两侧面万能铣床平口钳粗,精铣下箱体侧面万能铣床平口钳,铣刀4 装夹,铣以刚加工的这个平面为夹持底面装夹,铣削其对面万能铣床平口钳粗,精铣下箱体侧面万能铣床平口钳,铣刀5 钻,磨钻出连接孔和销孔钻床平口钳,钻头粗磨下箱体底面磨床描图描校去毛刺由钳工修整,去毛刺钳工台锉刀中检检查尺寸,表面粗糙度塞规百分尺卡尺底图号清洗清洗清洗机终检检查尺寸,表面粗糙度塞规百分尺卡尺装订号设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 下箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号装夹,铣 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数铣床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 夹持箱体底座的毛坯铸件,加工底面 平口钳,铣刀2 粗铣下箱体底面至188.5mm 低速档 1.3 6.5 53 精铣下箱体底面至187.5mm 高速档 0.2 1 5设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 下箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号装夹,铣 毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数铸件1 1 设备名称设备型号设备编号同时加工件数铣床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 将下箱体底面作为基准,加工下箱体的顶面 平口钳,铣刀2 粗铣下箱体顶面至181mm 低速档 1.3 6.5 53 精铣下箱体顶面至180.5mm 高速档 0.1 0.5 5设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器零件名称下箱体共 1 页第 1 页车间工序号工序名称材料牌号装夹,铣毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 将下箱体底面,顶面作为夹持面加工下箱体宽度方向的两侧面平口钳,铣刀2 粗铣下箱体侧面至208.5mm 低速档 1.3 6.5 53 精铣下箱体侧面至207.5mm 高速档0.2 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 下箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号装夹,铣 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数铣床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 以刚加工的这个平面为夹持底面装夹,铣削其对面 平口钳,铣刀2 粗铣下箱体侧面至201mm 低速档 1.3 6.5 53 精铣下箱体侧面至200mm 高速档 0.2 1 5设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 下箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号钻,磨 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数钻床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 钻出连接孔和销孔 专用夹具,钻头2 粗磨下箱体顶面至180.2mm 低速档 0.15 0.3 23 精磨下箱体顶面至180mm 高速档 0.1 0.2 2设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工艺过程卡片产品型号零件图号产品名称减速器零件名称上箱体共 1 页第 1 页材料牌号毛坯种类轧制件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工艺号工名序称工序内容车间工段设备工艺装备工时/s准终单件1 装夹,铣夹持上箱体底座的毛坯铸件,加工底面万能铣床平口钳粗,精铣上箱体底面万能铣床平口钳,铣刀2 装夹,铣将上箱体底面,顶面作为夹持面加工上箱体宽度方向的两侧面万能铣床平口钳粗,精铣上箱体侧面万能铣床平口钳,铣刀3 装夹,铣以刚加工的这个平面为夹持底面装夹,铣削其对面万能铣床平口钳粗,精铣上箱体侧面万能铣床平口钳,铣刀4 钻,磨钻出连接孔和销孔万能铣床平口钳,钻头粗磨上箱体底面磨床5 盒盖,镗孔上,下箱体盒盖镗床平口钳,钻头镗孔镗刀6 镗槽镗内槽镗床镗刀描图描校去毛刺由钳工修整,去毛刺钳工台锉刀中检检查尺寸,表面粗糙度塞规百分尺卡尺底图号清洗清洗清洗机终检检查尺寸,表面粗糙度塞规百分尺卡尺装订号设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 上箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号装夹,铣 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数铣床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 夹持上箱体底座的毛坯铸件,加工底面 平口钳,铣刀2 粗铣上箱体底面至188.5mm 低速档 1.3 6.5 53 精铣上箱体底面至187.5mm 高速档 0.2 1 5设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器零件名称上箱体共 1 页第 1 页车间工序号工序名称材料牌号装夹,铣毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 将上箱体底面,顶面作为夹持面加工上箱体宽度方向的两侧面平口钳,铣刀2 粗铣上箱体侧面至208.5mm 低速档 1.3 6.5 53 精铣上箱体侧面至207.5mm 高速档0.2 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 上箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号装夹,铣 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数铣床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 以刚加工的这个平面为夹持底面装夹,铣削其对面 平口钳,铣刀2 粗铣上箱体侧面至201mm 低速档 1.3 6.5 53 精铣上箱体侧面至200mm 高速档 0.2 1 5设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 上箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号钻,磨 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数钻床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 钻出连接孔和销孔 专用夹具,钻头2 粗磨上箱体底面至187.2mm 低速档 0.15 0.3 23 精磨上箱体底面至187mm 高速档 0.1 0.2 2设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 下箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号盒盖,镗孔 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数镗床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 上,下箱体盒盖 专用夹具,镗刀2 粗镗φ27.5至φ34 低速档 1.3 6.5 53 精镗φ34至φ35 高速档 0.2 1 54 粗镗φ37.5至φ44 低速档 1.3 6.5 5 5 精镗φ44至φ45 高速档 0.2 1 5设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器零件名称上箱体共 1 页第 1 页车间工序号工序名称材料牌号镗内槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数镗床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗镗φ35至φ42宽3mm专用夹具,镗刀低速档 1 7 72 精镗φ42至φ43宽3mm 高速档0.2 1 53 粗镗φ45至φ52宽3mm 低速档 1 7 74 精镗φ52至φ53宽3mm 高速档0.2 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
第四届全国大学生工程训练综合能力竞赛
The 4th
National Undergraduate Engineering Training Integration Ability Competition
机械加工工艺过程卡片 Machining Process Card
共3 页 第1页 编号:
产品名称 小车
生产纲领 500件/年 零件名称 前轮支架 生产批量 42件/月
材料 铝合金6061 毛坯种类
棒料 毛坯外形尺寸
100040⨯Φ
每毛坯可制作件数 11
每台件数 1 备注
序 号 工序 名称
工序内容
工 序 简 图
机床 夹具
刀具
量具 辅具
工时 (min )
1
车
①车端面,保证粗糙度Ra3.2 ②车外圆,保证粗糙度Ra6.3 ③切断,保证长度尺寸90 ④车另一端面至88
CDL6136,三爪卡盘
90°外圆
车刀,
切断车刀
游标卡尺
0~150
12
2
车
①夹毛坯外圆一端,找正,粗车外圆至φ7×36,粗车外圆至φ32×52 ②精车外圆至φ5012
.0.+-ooo o ×37,精车外圆至
φ301
.00.0+-×46
③保证两外圆同轴度φ0.02 、粗糙度Ra0.8
④车圆弧R5,车凸台,保证凸台端面粗糙度Ra0.8,车倒角C1,车圆角R3
CDL6136,
三爪卡盘
90°外圆
车刀,
游标卡尺 0~150, 螺旋测微计
20
3
线切割
线切割A 、B 端面24×46±0.02 及两内端面12±0.02×42±0.02 、圆弧R5,保证两内外端面平行度0.01
工装
游标卡尺 0~150
35
装 订 线
学校名称:山东理工大学 参赛项目:S 常规
4
线切割
线切割两外端面24×20,圆弧R10,两外端面8×8,内槽宽2,圆孔
φ5000.0012
.0+-
工装
游标卡尺 0~150
35
5
钳
①划φ3孔中心线,钻φ3通孔 ②套M5×13螺纹
钻床 (台钻)台虎钳 Φ3钻头
M5板牙
游标卡尺
0~150,
冲头
12
6 检验 按图样要求,检查各尺寸及精度
游标卡尺 0~150, 偏摆仪
百分表
5
7 入库 入库,等待装配调试
2
编制(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号
签字
日期
学校名称:山东理工大学 参赛项目:S 常规
装 订 线
第四届全国大学生工程训练综合能力竞赛
The 4th
National Undergraduate Engineering Training Integration Ability Competition
加工工艺分析 Processing Technology Analysis
共3 页 第3页 编号: 产品名称
小车
生产纲领
500件/年 零件名称 前轮支架 生产批量
42件/月
1.零件各主要部分的作用及技术要求
⑴在012
.00
5+φ轴段上安装深沟球轴承,只存在径向约束,为提高小车精度,公差要求较高,表面粗糙度Ra 为um 8.0;
⑵该前轮支架作为小车转向机构的核心部件,则1
.0030+φ轴线与外圆 012
.00
5+φ有同轴度要求,同轴度允差02.0Φ;
⑶为使前轮与012
.00
5+φ轴不至发生偏斜,外端面与内槽面有平行度要求,平行度允差0.01;
⑷凸台端面对轴承有轴向约束,要求表面粗糙度Ra 为um 8.0。
⑸工件材料为铝合金6061;
2.工艺分析
⑴为保证同轴度要求,车外圆012
.00
5+φ,外圆可以一次装卡完成,根据对各表面的具体要求,可采用先粗车再精车的加工方案。
⑵为保证平行度要求,对外表面A 、B 及内槽一次线切割完成。
⑶两外圆轴线同轴度检查,可用芯轴夹装工件,然后在偏摆仪上或V 形块上用百分表测出。
3.中批量生产纲领
无碳小车前轮支架的生产纲领除计划规定的数量外,还必须包括备品率及平均废品率,即:
0N =)1()1(βσ+⨯+⨯⨯n N
式中:0N 一零件的年生产纲领(件/年);N 一产品的年产量(台/年);n 一每台产品中,该零件的数量(件/台);
σ一备品率; β一废品率。
其中,当N =500,n =1,σ=0.01,β=0.03时,0N =520,则每月实际生产44件,保证了生产批量42件/月的要求。
装 订 线
学校名称:山东理工大学 参赛项目:S 常规。