【管理资料】生产运营管理计算题..汇编
- 格式:ppt
- 大小:102.00 KB
- 文档页数:23
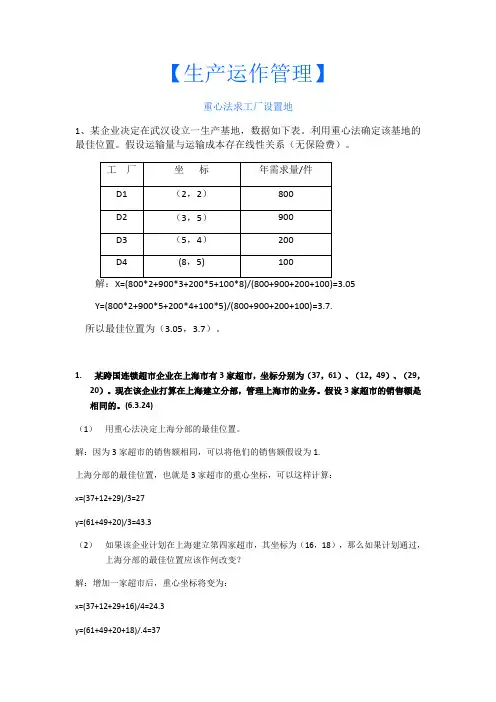
考试必备【生产运作管理】经典计算题(带解释和答案)考试必备【生产运作管理】经典计算题(带解释和答案)重心法求工厂设置地1、某企业决定在武汉设立一生产基地,数据如下表。
利用重心法确定该基地的最佳位置。
假设运输量与运输成本存在线性关系(无保险费)。
工厂坐标年需求量/件 D1 (2,2) 800 D2 (3,5) 900 D3 (5,4) 200 D4 (8,5) 100解:X=(800*2+900*3+200*5+100*8)/(800+900+200+100)=3.05Y=(800*2+900*5+200*4+100*5)/(800+900+200+100)=3.7. 所以最佳位置为(3.05,3.7)。
1. 某跨国连锁超市企业在上海市有3家超市,坐标分别为(37,61)、(12,49)、(29,20)。
现在该企业打算在上海建立分部,管理上海市的业务。
假设3家超市的销售额是相同的。
(6.3.24)(1)用重心法决定上海分部的最佳位置。
解:因为3家超市的销售额相同,可以将他们的销售额假设为1. 上海分部的最佳位置,也就是3家超市的重心坐标,可以这样计算:x=(37+12+29)/3=27 y=(61+49+20)/3=43.3(2)如果该企业计划在上海建立第四家超市,其坐标为(16,18),那么如果计划通过,上海分部的最佳位置应该作何改变?解:增加一家超市后,重心坐标将变为:x=(37+12+29+16)/4=24.3 y=(61+49+20+18)/.4=37成本结构1、某商店销售服装,每月平均销售400件,单价180元/件,每次订购费用100元,单件年库存保管费用是单价的20%,为了减少订货次数,现在每次订货量是800件。
试分析:(1)该服装现在的年库存总成本是多少?(15000元)(2)经济订货批量(EOQ )是多少?(163件) (1)总成本=(800/2)*180*20%+(400*12/800)*100=15000元(2)EOQ =H DS 2=800/)12*400(100*12*400*2=163件(3)EOQ 总成本=(163/2)*180*20%+(400*12/163)*100=5879元(4)年节约额=15000-5879=9121元节约幅度=(9124/15000)*100%=60.81%2、某食品厂每年需要采购3000吨面粉用于生产,每次采购订货手续费为300元,每吨产品的年库存成本为20元,请计算该食品厂采购面粉的经济订货批量EOQ 。
【生产运作管理】重心法求工厂设置地1、某企业决定在武汉设立一生产基地,数据如下表。
利用重心法确定该基地的Y=(800*2+900*5+200*4+100*5)/(800+900+200+100)=3.7. 所以最佳位置为(3.05,3.7)。
1. 某跨国连锁超市企业在上海市有3家超市,坐标分别为(37,61)、(12,49)、(29,20)。
现在该企业打算在上海建立分部,管理上海市的业务。
假设3家超市的销售额是相同的。
(6.3.24)(1) 用重心法决定上海分部的最佳位置。
解:因为3家超市的销售额相同,可以将他们的销售额假设为1. 上海分部的最佳位置,也就是3家超市的重心坐标,可以这样计算: x=(37+12+29)/3=27 y=(61+49+20)/3=43.3(2) 如果该企业计划在上海建立第四家超市,其坐标为(16,18),那么如果计划通过,上海分部的最佳位置应该作何改变?解:增加一家超市后,重心坐标将变为: x=(37+12+29+16)/4=24.3 y=(61+49+20+18)/.4=37成本结构1、某商店销售服装,每月平均销售400件,单价180元/件,每次订购费用100元,单件年库存保管费用是单价的20%,为了减少订货次数,现在每次订货量是800件。
试分析:(1)该服装现在的年库存总成本是多少?(15000元)(2)经济订货批量(EOQ )是多少?(163件) (1)总成本=(800/2)*180*20%+(400*12/800)*100=15000元 (2)EOQ=HDS 2=800/)12*400(100*12*400*2=163件(3)EOQ 总成本=(163/2)*180*20%+(400*12/163)*100=5879元(4)年节约额=15000-5879=9121元节约幅度=(9124/15000)*100%=60.81%2、某食品厂每年需要采购3000吨面粉用于生产,每次采购订货手续费为300元,每吨产品的年库存成本为20元,请计算该食品厂采购面粉的经济订货批量EOQ 。
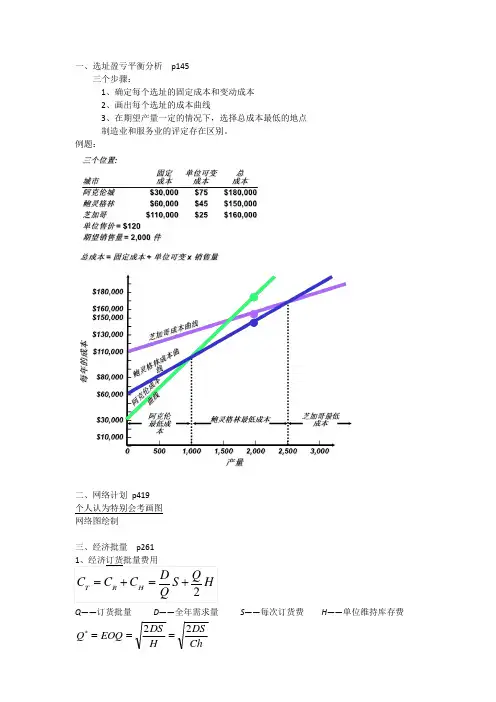
一、选址盈亏平衡分析 p145三个步骤:1、确定每个选址的固定成本和变动成本2、画出每个选址的成本曲线3、在期望产量一定的情况下,选择总成本最低的地点制造业和服务业的评定存在区别。
例题:二、网络计划 p419个人认为特别会考画图网络图绘制三、经济批量 p261Q——订货批量 D ——全年需求量 S——每次订货费 H ——单位维持库存费 ChDS H DS EOQ Q 22===*Q*—为经济订货批量C — 购买的单位货物的成本;S — 每次订货发生的费用(与供应商的联系费、采购人员旅差费等);H — 单位货物每年的存储成本(H=C ⨯h ;h 为一常数,库存保管费用率);平均库存量 = Q/2在经济订货批量为EOQ 时•d 为需求率,即单位时间内的需求量; • LT 为订货提前期。
某公司以单价10元每年购入8000单位某种产品,每次订货费用为30元,资金年利息率为12%,仓储费用按所存储货物价值的18%计算。
若每次订货的提前期为2周,试求经济订货批量、最低年总成本、年订货次数和订货点(一年按52周计算)。
• 已知: P=10元/件;D=8000件;S=30元;LT=2周H=10*12%+10*18%=3元/件.年。
则,经济批量:最低年总费用为:CT=p ·D+(D/Q )·S+(Q/2) ·H8000*10+(8000/400)*30+(400/2)*3=81200元年订货次数:n=D/EOQ=8000/400=20次订货点:RL=(D/52一年52周)*LT=8000/52*2=307.7=308件2、经济生产批量EPL 则:经济生产批量为:最大库存:Q1= tp ⨯(p-d )=Q*(p-d )/ p平均库存= Q1 / 2=Q*(p-d )/ (2p )年总成本:T c =C ⨯D+(D /Q*)⨯S+[ Q*(p-d )/ (2p )]⨯H年生产次数:n=D / EPL订货点:RL=d ⨯LT例题(典型的EPL 问题);根据预测,市场每年对X 公司生产的产品的需求量为 20000台,一年按250个工作日计算。
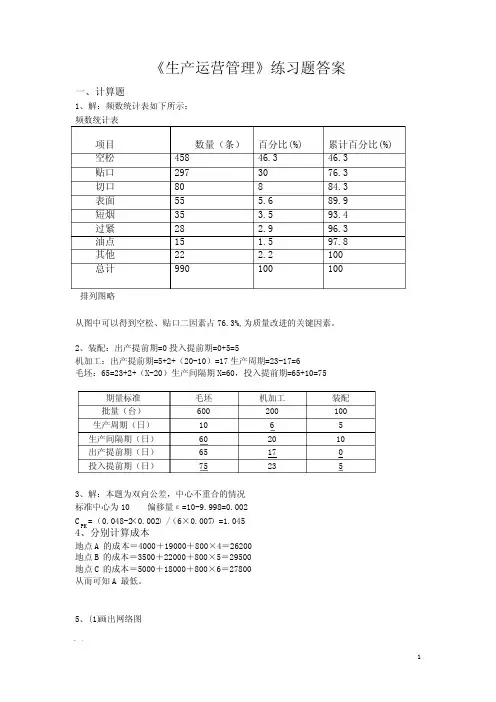
《生产运营管理》练习题答案一、计算题1、解:频数统计表如下所示:频数统计表项目 数量(条) 百分比(%) 累计百分比(%) 空松 458 46.3 46.3贴口 297 30 76.3切口 80 8 84.3表面 55 5.6 89.9短烟 35 3.5 93.4过紧 28 2.9 96.3油点 15 1.5 97.8其他 22 2.2 100总计 990 100 100排列图略从图中可以得到空松、贴口二因素占76.3%,为质量改进的关键因素。
2、装配:出产提前期=0投入提前期=0+5=5机加工:出产提前期=5+2+(20-10)=17生产周期=23-17=6毛坯:65=23+2+(X-20)生产间隔期X=60,投入提前期=65+10=75期量标准 毛坯 机加工 装配批量(台) 600 200 100生产周期(日) 10 6 5生产间隔期(日) 60 20 10出产提前期(日) 65 17 0投入提前期(日) 75 23 53、解:本题为双向公差,中心不重合的情况标准中心为10 偏移量ε=10-9.998=0.002CPK =(0.048-2×0.002)/(6×0.007)=1.0454、分别计算成本地点A的成本=4000+19000+800×4=26200 地点B的成本=3500+22000+800×5=29500 地点C的成本=5000+18000+800×6=27800 从而可知A最低。
5、(1)画出网络图① A ② B ③ D④ EF⑤ G ⑥(2)关键线路A-B-D-F-G ,37天(3)A-B-D-E 38天6、(1)设固定成本为F,单位产品的变动成本为c,年销售量为Q ,单位产品的销售价格为p. 2013年Q=240/100=2.4(万件)2014年Q=320/100=3.2(万件)200=F+c*2.4256=F+c*3.2F=32(万元) c=70元/件Q 0=F/(p-c)=1.067(万件)(2)当销售量为20000件时利润P=20000*100-320000-20000*70=280000元7、解经济订货批量为:HDS EOQ 2 1206.03636002=600(件)年订购次数=3600÷600=6(次)年订购总成本=6×36=216(元)年保管总成本=(600÷2)×0.72=216(元)年库存总成本TC =4328、已知:2, 2DS D Q Q TC DC S iC iC Q 当C=5.00元时,EOQ=632,不可行;当C=4.50元时,EOQ=667,可行。
【生产运作管理】重心法求工厂设置地1、某企业决定在武汉设立一生产基地,数据如下表。
利用重心法确定该基地的最佳位置。
假设运输量与运输成本存在线性关系(无保险费)。
工厂坐标年需求量/件D1(2,2)800D2(3,5)900D3(5,4)200D4(8,5)100解:X=(800*2+900*3+200*5+100*8)/(800+900+200+100)=3.05Y=(800*2+900*5+200*4+100*5)/(800+900+200+100)=3.7.所以最佳位置为(3.05,3.7)。
1.某跨国连锁超市企业在上海市有3家超市,坐标分别为(37,61)、(12,49)、(29,20)。
现在该企业打算在上海建立分部,管理上海市的业务。
假设3家超市的销售额是相同的。
(6.3.24)(1)用重心法决定上海分部的最佳位置。
解:因为3家超市的销售额相同,可以将他们的销售额假设为1.上海分部的最佳位置,也就是3家超市的重心坐标,可以这样计算:x=(37+12+29)/3=27y=(61+49+20)/3=43.3(2)如果该企业计划在上海建立第四家超市,其坐标为(16,18),那么如果计划通过,上海分部的最佳位置应该作何改变?解:增加一家超市后,重心坐标将变为:x=(37+12+29+16)/4=24.3y=(61+49+20+18)/.4=37成本结构1、某商店销售服装,每月平均销售400件,单价180元/件,每次订购费用100元,单件年库存保管费用是单价的20%,为了减少订货次数,现在每次订货量是800件。
试分析:(1)该服装现在的年库存总成本是多少?(15000元)(2)经济订货批量(EOQ )是多少?(163件) (1)总成本=(800/2)*180*20%+(400*12/800)*100=15000元 (2)EOQ =HDS 2=800/)12*400(100*12*400*2=163件(3)EOQ 总成本=(163/2)*180*20%+(400*12/163)*100=5879元 (4)年节约额=15000-5879=9121元 节约幅度=(9124/15000)*100%=60.81%2、某食品厂每年需要采购3000吨面粉用于生产,每次采购订货手续费为300元,每吨产品的年库存成本为20元,请计算该食品厂采购面粉的经济订货批量EOQ 。
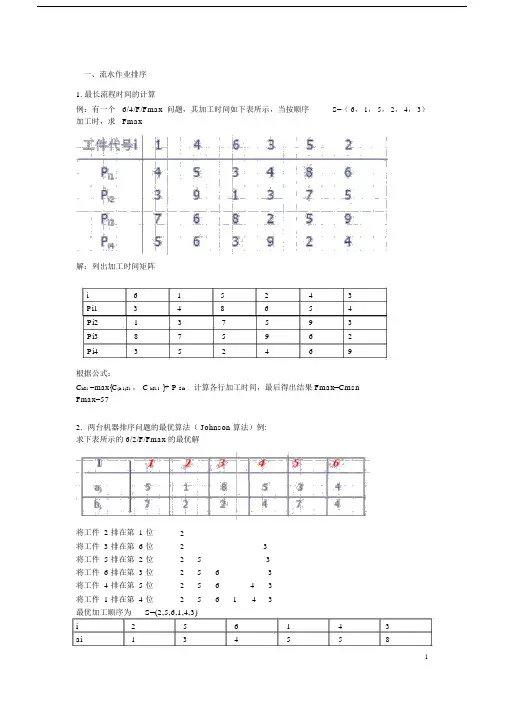
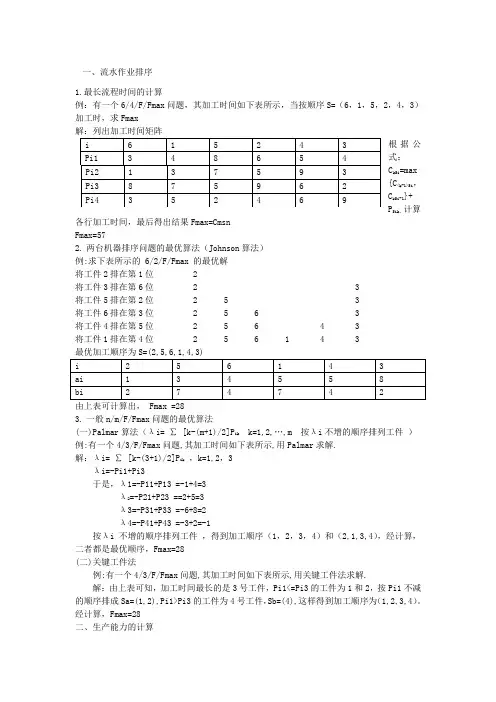
一、流水作业排序1.最长流程时间的计算例:有一个6/4/F/Fmax 问题,其加工时间如下表所示,当按顺序S=( 6, 1, 5, 2, 4, 3)加工时,求Fmax解:列出加工时间矩阵i615243Pi1348654Pi2137593Pi3875962Pi4352469根据公式:C kSi =max{C(k-1)Si, C kSi-1 }+ P Sik,计算各行加工时间,最后得出结果 Fmax=CmsnFmax=572.两台机器排序问题的最优算法( Johnson 算法)例:求下表所示的 6/2/F/Fmax 的最优解将工件 2 排在第 1 位2将工件 3 排在第 6 位23将工件 5 排在第 2 位253将工件 6 排在第 3 位2563将工件 4 排在第 5 位25643将工件 1 排在第 4 位256143最优加工顺序为S=(2,5,6,1,4,3)i256143ai134558bi274742由上表可算出,Fmax =283. 一般 n/m/F/Fmax 的最算法( 一 )Palmar 算法(λ i=∑ [k-(m+1)/2]P ik k=1,2,⋯,m按λ i不增的序排列工件)例:有一个 4/3/F/Fmax, 其加工如下表所示 , 用 Palmar 求解 .解:λ i=∑ [k-(3+1)/2]P ik,k=1,2,3λi=-Pi1+Pi3于是,λ 1=-P11+P13 =-1+4=3λ2=-P21+P23 ==2+5=3λ3=-P31+P33 =-6+8=2λ4=-P41+P43 =-3+2=-1按λ i不增的序排列工件,得到加工序(1, 2, 3, 4)和( 2,1,3,4),算,二者都是最序,Fmax=28( 二 ) 关工件法例 : 有一个 4/3/F/Fmax, 其加工如下表所示, 用关工件法求解.解:由上表可知,加工最的是 3 号工件, Pi1<=Pi3 的工件 1 和 2,按 Pi1 不减的序排成 Sa=(1,2),Pi1>Pi3 的工件 4 号工件,Sb=(4), 得到加工序( 1,2,3,4 )。
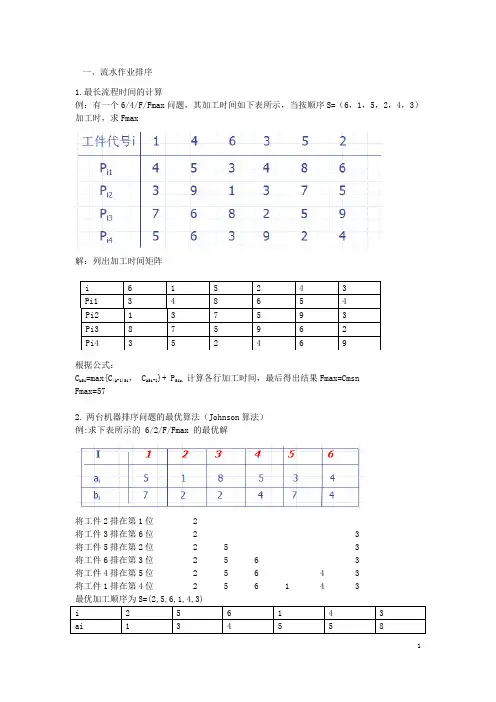
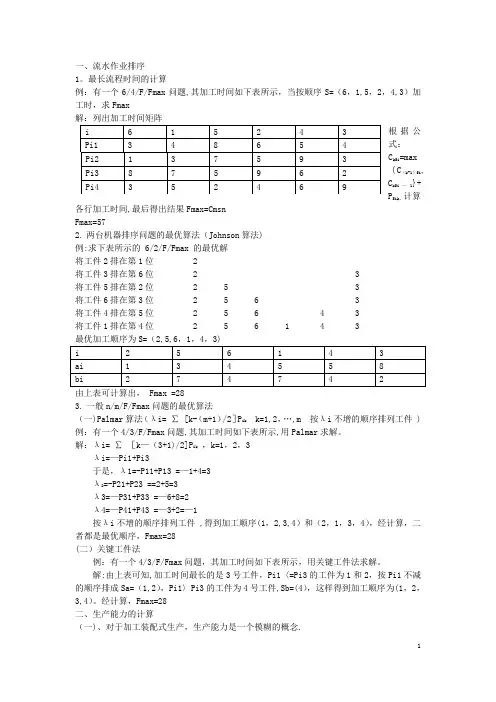
一、流水作业排序1.最长流程时间的计算例:有一个6/4/F/Fmax问题,其加工时间如下表所示,当按顺序S=(6,1,5,2,4,3)加工时,求Fmax解:列出加工时间矩阵i 6 1 5 2 4 3Pi1 3 4 8 6 5 4Pi2 1 3 7 5 9 3Pi3 8 7 5 9 6 2Pi4 3 5 2 4 6 9根据公式:C kSi=max{C(k-1)Si, C kSi-1}+ P Sik,计算各行加工时间,最后得出结果Fmax=CmsnFmax=572.两台机器排序问题的最优算法(Johnson算法)例:求下表所示的 6/2/F/Fmax 的最优解将工件2排在第1位 2将工件3排在第6位 2 3将工件5排在第2位 2 5 3将工件6排在第3位 2 5 6 3将工件4排在第5位 2 5 6 4 3将工件1排在第4位 2 5 6 1 4 3i 2 5 6 1 4 3ai 1 3 4 5 5 8bi 2 7 4 7 4 2由上表可计算出, Fmax =283. 一般n/m/F/Fmax 问题的最优算法(一)Palmar 算法(λi= ∑ [k-(m+1)/2]P ik k=1,2,…,m 按λi 不增的顺序排列工件 ) 例:有一个4/3/F/Fmax 问题,其加工时间如下表所示,用Palmar 求解.解:λi= ∑ [k-(3+1)/2]P ik ,k=1,2,3λi=-Pi1+Pi3于是,λ1=-P11+P13 =-1+4=3 λ2=-P21+P23 ==2+5=3 λ3=-P31+P33 =-6+8=2 λ4=-P41+P43 =-3+2=-1按λi 不增的顺序排列工件 ,得到加工顺序(1,2,3,4)和(2,1,3,4),经计算,二者都是最优顺序,Fmax=28 (二)关键工件法例:有一个4/3/F/Fmax 问题,其加工时间如下表所示,用关键工件法求解.解:由上表可知,加工时间最长的是3号工件,Pi1<=Pi3的工件为1和2,按Pi1不减的顺序排成Sa=(1,2),Pi1>Pi3的工件为4号工件,Sb=(4),这样得到加工顺序为(1,2,3,4)。
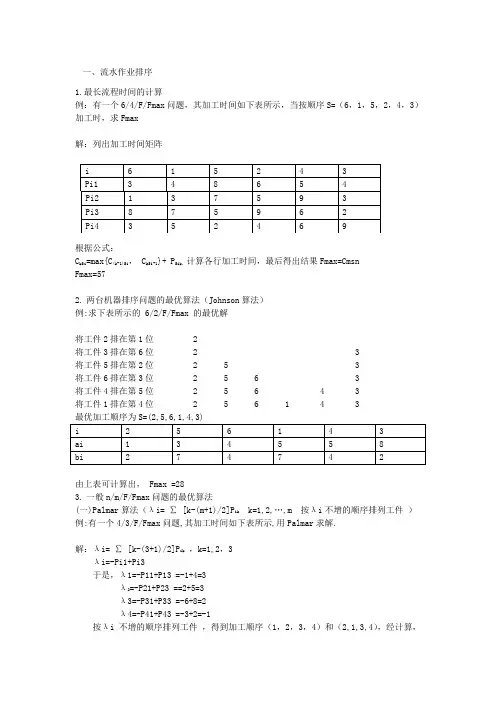
一、流水作业排序1.最长流程时间的计算例:有一个6/4/F/Fmax问题,其加工时间如下表所示,当按顺序S=(6,1,5,2,4,3)加工时,求Fmax解:列出加工时间矩阵根据公式:C kSi=max{C(k-1)Si, C kSi-1}+ P Sik,计算各行加工时间,最后得出结果Fmax=CmsnFmax=572.两台机器排序问题的最优算法(Johnson算法)例:求下表所示的 6/2/F/Fmax 的最优解将工件2排在第1位 2将工件3排在第6位 2 3将工件5排在第2位 2 5 3将工件6排在第3位 2 5 6 3将工件4排在第5位 2 5 6 4 3将工件1排在第4位 2 5 6 1 4 3最优加工顺序为S=(2,5,6,1,4,3)由上表可计算出, Fmax =283.一般n/m/F/Fmax问题的最优算法(一)Palmar算法(λi= ∑ [k-(m+1)/2]P ik k=1,2,…,m 按λi不增的顺序排列工件)例:有一个4/3/F/Fmax问题,其加工时间如下表所示,用Palmar求解.解:λi= ∑ [k-(3+1)/2]P ik,k=1,2,3λi=-Pi1+Pi3于是,λ1=-P11+P13 =-1+4=3λ2=-P21+P23 ==2+5=3λ3=-P31+P33 =-6+8=2λ4=-P41+P43 =-3+2=-1按λi不增的顺序排列工件,得到加工顺序(1,2,3,4)和(2,1,3,4),经计算,二者都是最优顺序,Fmax=28(二)关键工件法例:有一个4/3/F/Fmax问题,其加工时间如下表所示,用关键工件法求解.解:由上表可知,加工时间最长的是3号工件,Pi1<=Pi3的工件为1和2,按Pi1不减的顺序排成Sa=(1,2),Pi1>Pi3的工件为4号工件,Sb=(4),这样得到加工顺序为(1,2,3,4)。
经计算,Fmax=28二、生产能力的计算(一)、对于加工装配式生产,生产能力是一个模糊的概念。
一、流水作业排序1.最长流程时间的计算例:有一个6/4/F/Fmax问题,其加工时间如下表所示,当按顺序S=(6,1,5,2,4,3)加工时,求Fmax解:列出加工时间矩阵i 6 1 5 2 4 3Pi1 3 4 8 6 5 4Pi2 1 3 7 5 9 3Pi3 8 7 5 9 6 2Pi4 3 5 2 4 6 9根据公式:C kSi=max{C(k-1)Si, C kSi-1}+ P Sik,计算各行加工时间,最后得出结果Fmax=CmsnFmax=572.两台机器排序问题的最优算法(Johnson算法)例:求下表所示的 6/2/F/Fmax 的最优解将工件2排在第1位 2将工件3排在第6位 2 3将工件5排在第2位 2 5 3将工件6排在第3位 2 5 6 3将工件4排在第5位 2 5 6 4 3将工件1排在第4位 2 5 6 1 4 3i 2 5 6 1 4 3ai 1 3 4 5 5 8bi 2 7 4 7 4 2由上表可计算出, Fmax =283. 一般n/m/F/Fmax 问题的最优算法(一)Palmar 算法(λi= ∑ [k-(m+1)/2]P ik k=1,2,…,m 按λi 不增的顺序排列工件 ) 例:有一个4/3/F/Fmax 问题,其加工时间如下表所示,用Palmar 求解.解:λi= ∑ [k-(3+1)/2]P ik ,k=1,2,3λi=-Pi1+Pi3于是,λ1=-P11+P13 =-1+4=3 λ2=-P21+P23 ==2+5=3 λ3=-P31+P33 =-6+8=2 λ4=-P41+P43 =-3+2=-1按λi 不增的顺序排列工件 ,得到加工顺序(1,2,3,4)和(2,1,3,4),经计算,二者都是最优顺序,Fmax=28 (二)关键工件法例:有一个4/3/F/Fmax 问题,其加工时间如下表所示,用关键工件法求解.解:由上表可知,加工时间最长的是3号工件,Pi1<=Pi3的工件为1和2,按Pi1不减的顺序排成Sa=(1,2),Pi1>Pi3的工件为4号工件,Sb=(4),这样得到加工顺序为(1,2,3,4)。
一、流水作业排序1.最长流程时间的计算例:有一个6/4/F/Fmax问题,其加工时间如下表所示,当按顺序S=(6,1,5,2,4,3)加工时,求Fmax解:列出加工时间矩阵式:C kSi=max{C(k-1)Si,C kSi-1}+P Sik,计算各行加工时间,最后得出结果Fmax=CmsnFmax=572.两台机器排序问题的最优算法(Johnson算法)例:求下表所示的 6/2/F/Fmax 的最优解将工件2排在第1位 2将工件3排在第6位 2 3将工件5排在第2位 2 5 3将工件6排在第3位 2 5 6 3将工件4排在第5位 2 5 6 4 3将工件1排在第4位 2 5 6 1 4 3由上表可计算出, Fmax =283.一般n/m/F/Fmax问题的最优算法(一)Palmar算法(λi= ∑ [k-(m+1)/2]P ik k=1,2,…,m 按λi不增的顺序排列工件)例:有一个4/3/F/Fmax问题,其加工时间如下表所示,用Palmar求解.解:λi= ∑ [k-(3+1)/2]P ik,k=1,2,3λi=-Pi1+Pi3于是,λ1=-P11+P13 =-1+4=3λ2=-P21+P23 ==2+5=3λ3=-P31+P33 =-6+8=2λ4=-P41+P43 =-3+2=-1按λi不增的顺序排列工件,得到加工顺序(1,2,3,4)和(2,1,3,4),经计算,二者都是最优顺序,Fmax=28(二)关键工件法例:有一个4/3/F/Fmax问题,其加工时间如下表所示,用关键工件法求解.解:由上表可知,加工时间最长的是3号工件,Pi1<=Pi3的工件为1和2,按Pi1不减的顺序排成Sa=(1,2),Pi1>Pi3的工件为4号工件,Sb=(4),这样得到加工顺序为(1,2,3,4)。
经计算,Fmax=28二、生产能力的计算(一)、对于加工装配式生产,生产能力是一个模糊的概念。
一、流水作业排序1。
最长流程时间的计算例:有一个6/4/F/Fmax 问题,其加工时间如下表所示,当按顺序S=(6,1,5,2,4,3)加工时,求Fmax根据公式: C kSi =max {C (k-1)Si , C kSi —1}+ P Sik ,计算各行加工时间,最后得出结果Fmax=Cmsn Fmax=572. 两台机器排序问题的最优算法(Johnson 算法) 例:求下表所示的 6/2/F/Fmax 的最优解 将工件2排在第1位 2将工件3排在第6位 2 3 将工件5排在第2位 2 5 3 将工件6排在第3位 2 5 6 3 将工件4排在第5位 2 5 6 4 3 将工件1排在第4位 2 5 6 1 4 3 由上表可计算出, Fmax =283. 一般n/m/F/Fmax 问题的最优算法 (一)Palmar 算法(λi= ∑ [k-(m+1)/2]P ik k=1,2,…,m 按λi 不增的顺序排列工件 ) 例:有一个4/3/F/Fmax 问题,其加工时间如下表所示,用Palmar 求解。
解:λi= ∑ [k —(3+1)/2]P ik ,k=1,2,3λi=—Pi1+Pi3于是,λ1=-P11+P13 =—1+4=3 λ2=-P21+P23 ==2+5=3 λ3=—P31+P33 =—6+8=2 λ4=—P41+P43 =—3+2=—1按λi 不增的顺序排列工件 ,得到加工顺序(1,2,3,4)和(2,1,3,4),经计算,二者都是最优顺序,Fmax=28 (二)关键工件法例:有一个4/3/F/Fmax 问题,其加工时间如下表所示,用关键工件法求解。
解:由上表可知,加工时间最长的是3号工件,Pi1〈=Pi3的工件为1和2,按Pi1不减的顺序排成Sa=(1,2),Pi1〉Pi3的工件为4号工件,Sb=(4),这样得到加工顺序为(1,2,3,4)。
经计算,Fmax=28 二、生产能力的计算(一)、对于加工装配式生产,生产能力是一个模糊的概念.大量生产,品种单一,可用具体产品数表示;大批生产,品种数少,可用代表产品数表示;多品种、中小批量生产,则只能以假定产品(Pseudo-product)的产量来表示。