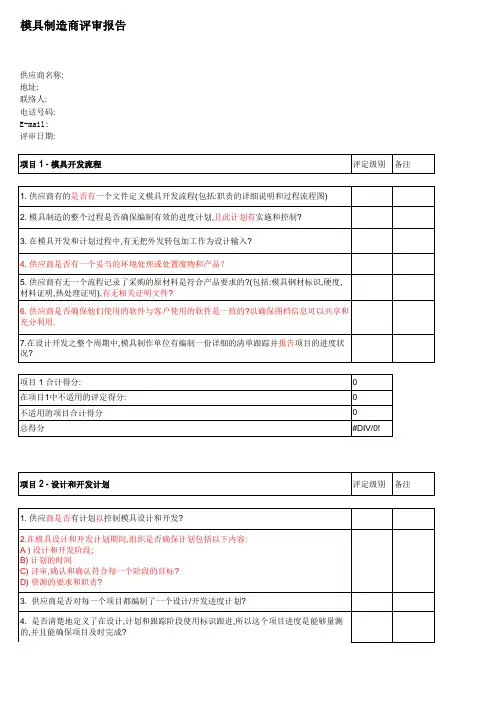
模具供应商审核检查表
- 格式:xls
- 大小:58.50 KB
- 文档页数:2
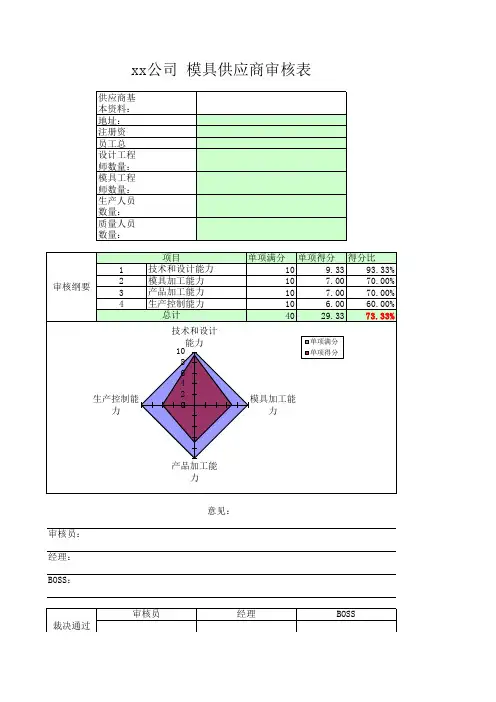
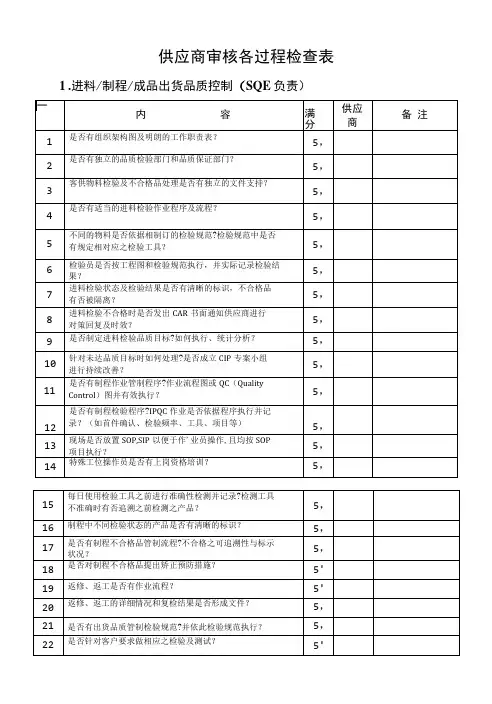
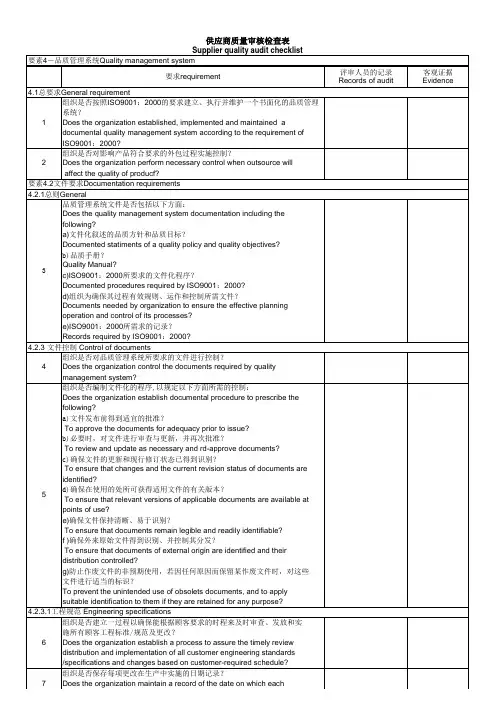
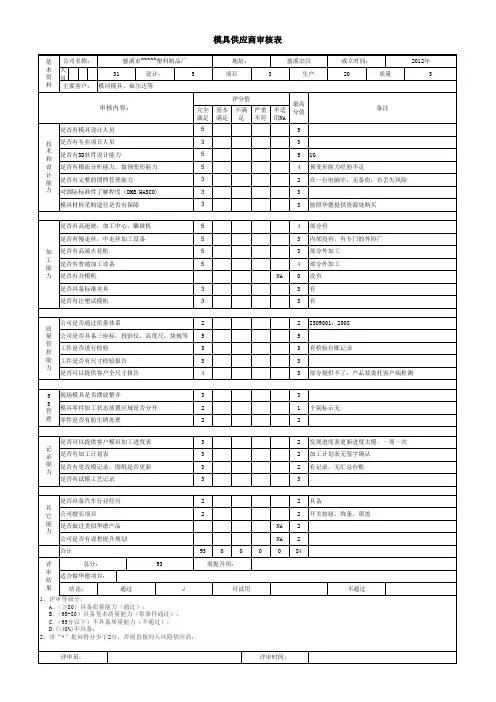
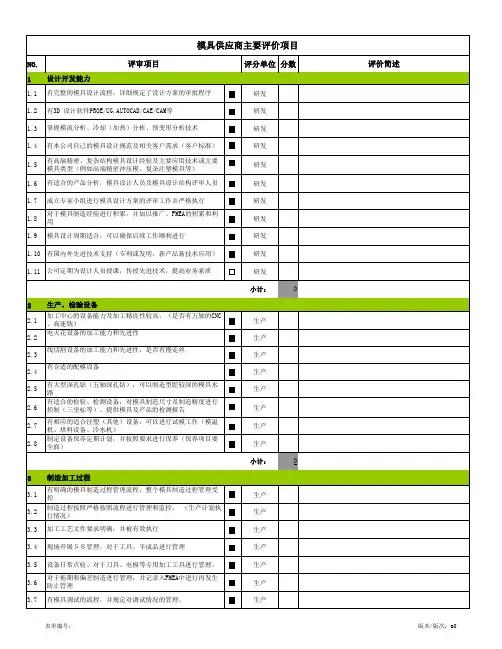
Chec供应商名称/supplier name产品型号/part no.审核日期/audit date2、设计和过程FMEA/design and process FMEAChec供应商名称/supplier name产品型号/part no.审核日期/audit date3、控制计划/Control PlanChec供应商名称/supplier name产品型号/part no.审核日期/audit dateChec供应商名称/supplier name产品型号/part no.审核日期/audit date4、检验和试验/Inspection and TestingChec供应商名称/supplier name产品型号/part no.审核日期/audit dateChec供应商名称/supplier name产品型号/part no.审核日期/audit dateChec供应商名称/supplier name产品型号/part no.审核日期/audit date5、产品规范与图纸/Product Specifications & Drawings6、过程监控与操作指导书/Process Monitoring & Operator InstructionsChec供应商名称/supplier name产品型号/part no.审核日期/audit dateChec供应商名称/supplier name产品型号/part no.审核日期/audit dateChec供应商名称/supplier name产品型号/part no.审核日期/audit dateChec供应商名称/supplier name产品型号/part no.审核日期/audit date7、搬运和贮存/Handling and storageChec供应商名称/supplier name产品型号/part no.审核日期/audit date8、包装与发运规范/Parts Packaging/Shipping SpecificationsChec供应商名称/supplier name产品型号/part no.审核日期/audit dateChec供应商名称/supplier name产品型号/part no.审核日期/audit date9、异常处理/abnormal disposeChec供应商名称/supplier name产品型号/part no.审核日期/audit dateChec供应商名称/supplier name产品型号/part no.审核日期/audit date 10、预防性维护计划/Preventive Maintenance PlansChec供应商名称/supplier name产品型号/part no.审核日期/audit date11、检测量具的评价/Gage & Check Fixture EvaluationChec供应商名称/supplier name产品型号/part no.审核日期/audit dateChec供应商名称/supplier name产品型号/part no.审核日期/audit date12、产能验证/Line Speed & Capacity VerifiedChec供应商名称/supplier name产品型号/part no.审核日期/audit dateChec供应商名称/supplier name产品型号/part no.审核日期/audit date15、最终总结及个人意见/Final summary and personal opinion第 21 页,共 21 页。
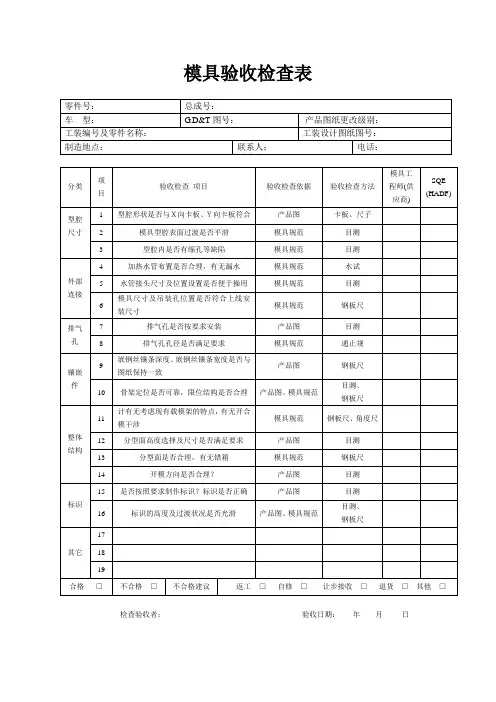
零件号数模版本号零件类别材料信息材料牌号公司模具材料牌号类似零件收缩率验证结果OKNOKN/A成型部件斜顶(或顶杆)运动到底,要保证3mm 间隙要保证运动结束时与产品有3mm 间隙运动干涉分析斜顶热处理不应放在容易与对手件干涉或产生异响的区域分型线不可分在零件R 角处或是否获得SGM QD/Design/外观工程师/SQE 批准模具结构不可有“薄铁”、“尖角”斜顶行程斜顶杆直径斜顶座是否是顺序阀分型线抛光斜顶杆衬套斜顶杆需要做淬火处理斜顶杆最大角度模具强度型芯或型腔面皮纹面浇口位置动模采用镶件的方式,抛光时,将镶件安装到定模,镶件与定模的产品面一起抛光(外观面)开模方向都至少有3°脱模斜度门板以上大模具〉=20mm流道的流长电镀级ABS+PC≤200mm电镀级ABS≤250mm分型线处模具配合阶差在SGM的认可清单中选取材料供应商收缩率范围分型线不可在A 面或外分是否获得SGM QD/Design/外观工程师/SQE 批准外分 内分一膜一腔 一膜多腔外饰件 内饰件 电镀件 皮纹件 油漆件 高光件 匹配件模具等级IP 、DP <=15° ,其余<=12°流道脱模斜度浇注系统冷流道满足Moldflow 填充分析的各项指标要求皮纹每增加0.015mm 深度,沿开模方向上在原有脱模斜度上至少增加1°采用标准件浇口类型冷流道长度需控制在80mm 以内后续浇口容易切除,不可对外观面产生损伤Moldflow 填充分析分型线位置模具插穿角度冷料井建议双衬套导向热流道每个冷流道的转角,都须有冷料井分型线处最小插穿角度为7°浇口分型线GM材料标准模具收缩率分析结果确认零件名称模具设计评审资质模具供应商检验项目姓名是否自动脱浇口顺序阀须采用圣万提(Synventive )热流道基本要求能否满足GMW15424(2013版)模具设计评审检查表Mold Design Checklist零件基本信息模具设计工程师模具类型模具钢材信息。
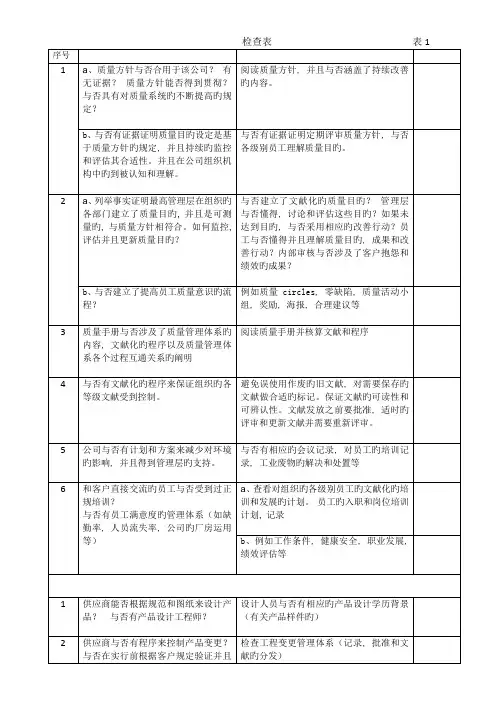
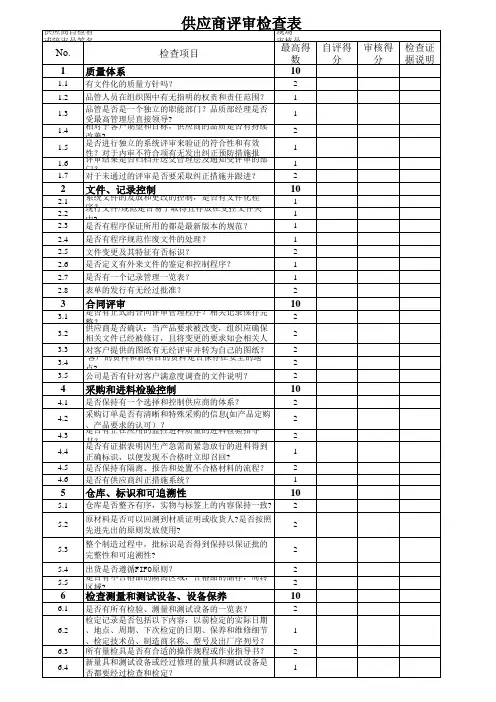
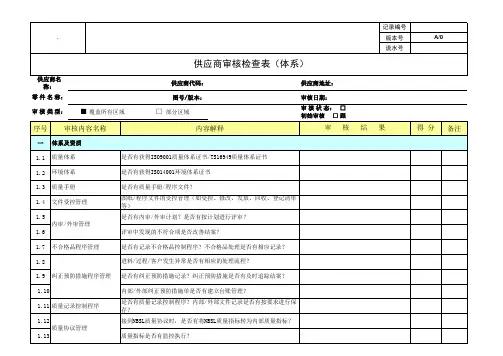
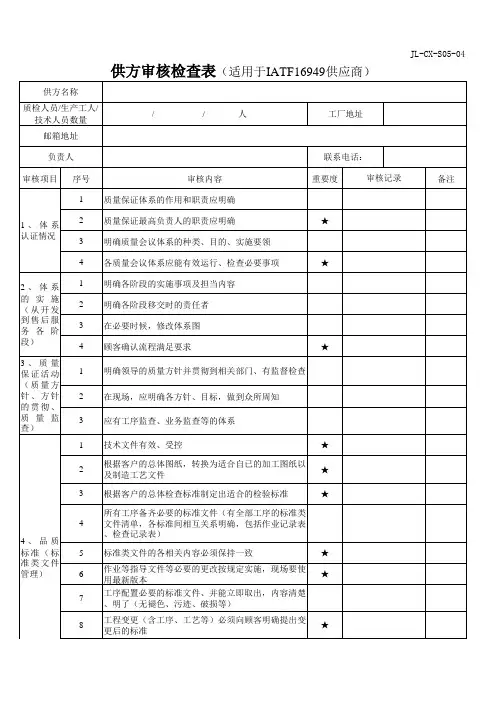
R.S N/A审核发现不符合内容OK NG1.4####√2.4####√3.4####现场询问带班人员,通过以过程为模式的管理,持续改进稳步提高产品质量,以诚信服务为导向,不断增强客户满意度√4.4####制定公司的KPI,并每月对不达标的KPI进行分析,并改善√5.4####通过系统抽查,抽查2021年绞线车间4月份培训,并对培训后的结果进行评价√R.S N/A审核发现不符合内容OKNG1.4####√2.4####√3.4####√R.S N/A审核发现不符合内容OKNG1.4####√2.4####√3.3####915机台 TX54/0.18,绞线员工米交接班记录本机速1000+/-100m/min,实际为1500√√4.3####车间看板职业卫生报告已经过期,未及时更新√R.S N/A审核发现不符合内容OK NG1.3####部分设备5S 部不到位√2.4####3.3####仓库不良品区未按照文件中的要求进行放置√R.S N/A审核发现不符合内容OKNG1.4####绞线机台工艺卡AX201903150017 19/9/0.32,要求记录13条的张力,实际只有12条√2.4####√3.4####√4.4####√5.4####√R.S N/A审核发现不符合内容OKNG1.4####√2.3####实验室镀层厚度记录表0120T有检验人员签字,无检测数据√3.4####√R.S N/A审核发现不符合内容OKNG1.4####√2.4####根据出货计划实施出货√3.4####WIPC001包装作业指导有规定√4.4####PD610-01风险和机遇应对控制程序,√5.4####每月5号进行统计汇总,并实施相应的改善措施√6.4####PFRE003工程变更管理程序,抽查Z1-03-02 按照要求进行工程变更√R.S N/A审核发现不符合内容OKNGH A B C D E F G 有无紧急对应体系和方法?对应能力如何?每月是否对各客户进行纳期达成率统计?如有纳期不理想时有无采取相应措施?有无变更部品管理规定?有无管理台帐及记录?供应商管理评分成品管理评分有无按客户的排期进行生产前能力评估?异常时有无书面联络给客户?是否按客户的排期进行出货?有无出货计划表?有无包装作业管理规定?包装要求是否明确?检查管理评分检查规格,判定基准是否明确?检查员是否理解检查规格?实施状况如何?检查结果有否记录(DATE)?是否按抽样标准进行抽样?依据检查结果对LOT的判定,处理及向相关部门的反馈是否适切?是否有QC工程表与作业标准书,内容是否适切?文件规定的内容是否得到了实施?工程能力能否达到客户的纳期、品质要求?工程内不良有无使用统计手法进行原因分析及对策?工程内不良有无使用统计手法进行原因分析及对策?有无按客户的排期制定月、日生产计划表?实施状况如何?整理、整顿、清扫(5S)是否充分实施?作业环境是否适当?材料、半成品、完成品的保管状态是适当?良品、不良品及半成品、成品的标识,区分是否明确?工程管理(制造的日常管理)评分是否采用品质统计手段进行质量管理?有无采取相应的措施?客户情报有否发行,配布及回览,是否进行配布以确得可见性?检查基准书、其他相关资料是否规定的管理方法?实施状况如何?对旧文件的管理(改版)是否确切地在执行?新旧版本有无明确标识?环境、现品管理评分品质保证体制的基本要点是否在组织上予以保证实态是否相仿?品质保证责任者是否对品质保证业务的正常运作实施监控,是否采取了适当的改善行动。