压力容器壁厚的确定
- 格式:pptx
- 大小:1.06 MB
- 文档页数:8
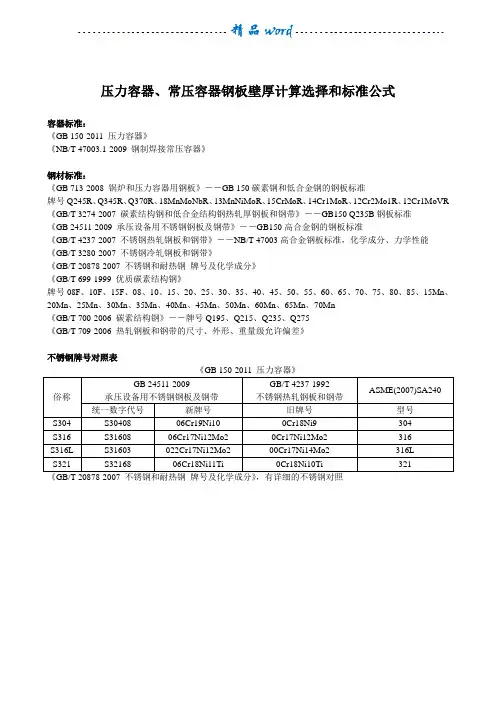
压力容器、常压容器钢板壁厚计算选择和标准公式容器标准:《GB 150-2011 压力容器》《NB/T 47003.1-2009 钢制焊接常压容器》钢材标准:《GB 713-2008 锅炉和压力容器用钢板》--GB 150碳素钢和低合金钢的钢板标准牌号Q245R、Q345R、Q370R、18MnMoNbR、13MnNiMoR、15CrMoR、14Cr1MoR、12Cr2Mo1R、12Cr1MoVR 《GB/T 3274-2007 碳素结构钢和低合金结构钢热轧厚钢板和钢带》--GB150 Q235B钢板标准《GB 24511-2009 承压设备用不锈钢钢板及钢带》--GB150高合金钢的钢板标准《GB/T 4237-2007 不锈钢热轧钢板和钢带》--NB/T 47003高合金钢板标准,化学成分、力学性能《GB/T 3280-2007 不锈钢冷轧钢板和钢带》《GB/T 20878-2007 不锈钢和耐热钢牌号及化学成分》《GB/T 699-1999 优质碳素结构钢》牌号08F、10F、15F、08、10、15、20、25、30、35、40、45、50、55、60、65、70、75、80、85、15Mn、20Mn、25Mn、30Mn、35Mn、40Mn、45Mn、50Mn、60Mn、65Mn、70Mn《GB/T 700-2006 碳素结构钢》--牌号Q195、Q215、Q235、Q275《GB/T 709-2006 热轧钢板和钢带的尺寸、外形、重量级允许偏差》不锈钢牌号对照表《GB 150-2011 压力容器》俗称GB 24511-2009承压设备用不锈钢钢板及钢带GB/T 4237-1992不锈钢热轧钢板和钢带ASME(2007)SA240 统一数字代号新牌号旧牌号型号S304 S30408 06Cr19Ni10 0Cr18Ni9 304 S316 S31608 06Cr17Ni12Mo2 0Cr17Ni12Mo2 316 S316L S31603 022Cr17Ni12Mo2 00Cr17Ni14Mo2 316L S321 S32168 06Cr18Ni11Ti 0Cr18Ni10Ti 321圆筒直径:钢板卷焊的筒体,规定内径为公称直径。
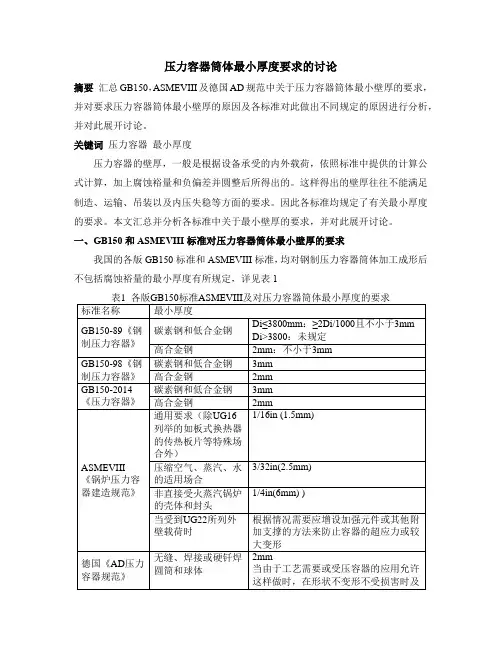
压力容器筒体最小厚度要求的讨论摘要汇总GB150,ASMEVIII及德国AD规范中关于压力容器筒体最小壁厚的要求,并对要求压力容器筒体最小壁厚的原因及各标准对此做出不同规定的原因进行分析,并对此展开讨论。
关键词压力容器最小厚度压力容器的壁厚,一般是根据设备承受的内外载荷,依照标准中提供的计算公式计算,加上腐蚀裕量和负偏差并圆整后所得出的。
这样得出的壁厚往往不能满足制造、运输、吊装以及内压失稳等方面的要求。
因此各标准均规定了有关最小厚度的要求。
本文汇总并分析各标准中关于最小壁厚的要求,并对此展开讨论。
一、GB150和ASMEVIII标准对压力容器筒体最小壁厚的要求我国的各版GB150标准和ASMEVIII标准,均对钢制压力容器筒体加工成形后不包括腐蚀裕量的最小厚度有所规定,详见表1注:德国AD压力容器规范中的最小壁厚为名义壁厚,其余最小壁厚均为钢制压力容器圆筒加工成形后不包括腐蚀裕量的最小厚度二、要求压力容器筒体最小壁厚的原因在低压情况下,按照内压公式计算并加腐蚀裕量及负偏差圆整得出的壁厚一般比较小。
直接采用该壁厚制造往往会出现设备造价急剧增加,甚至出现设备难以制造成形或无法运至现场就位的现象。
其原因如下:1、制造薄圆筒的过程中,需维持必要的圆度、刚度。
为维持圆筒圆度和刚度,需要用大量的辅助措施,并消耗大量的辅助钢材。
如在制造过程中常需用的类似内加强圈的圆环形工装将筒节撑圆,特别是对接的两个筒节边缘处。
为维持筒体圆度和刚度而耗费的人工费用、设备费用及辅助钢材费用等往往不菲。
2、一般情况下,筒壁过薄的圆筒,尤其是同时筒体直径较小的圆筒宜采取单面焊双面成型的焊接方法。
该方法在焊接薄壁容器时,易出现未焊透、烧穿和背面成形不良等缺陷。
即便背面加垫板,也因垫板不易贴紧,根部易产生焊接缺陷。
同时,在压力容器筒体组对时,难免存在错边、角变形等现象。
这些现象对对壁厚较薄的筒体焊接质量的影响远大于厚壁圆筒。
因此对壁厚过薄的筒体,要求完全焊透,且背面有良好的焊缝成形颇为困难。
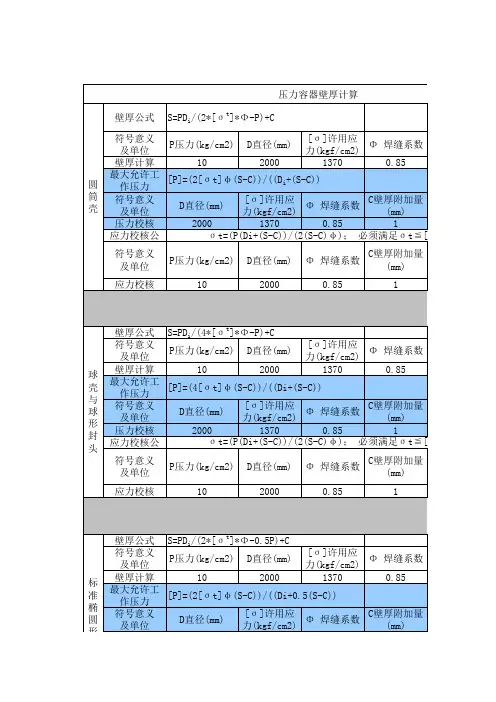
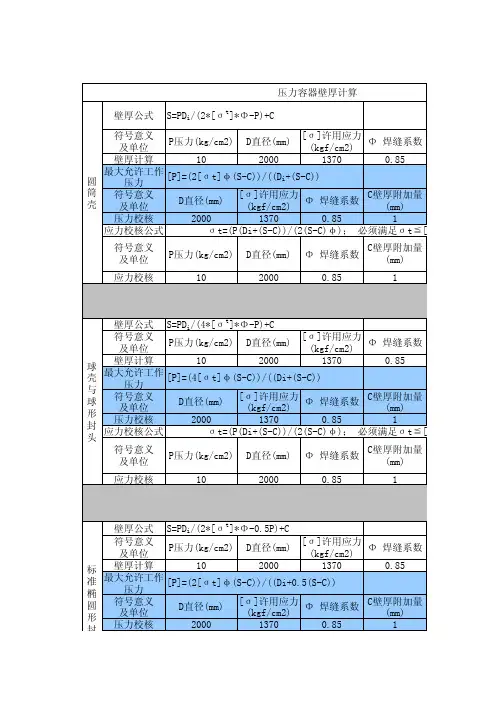
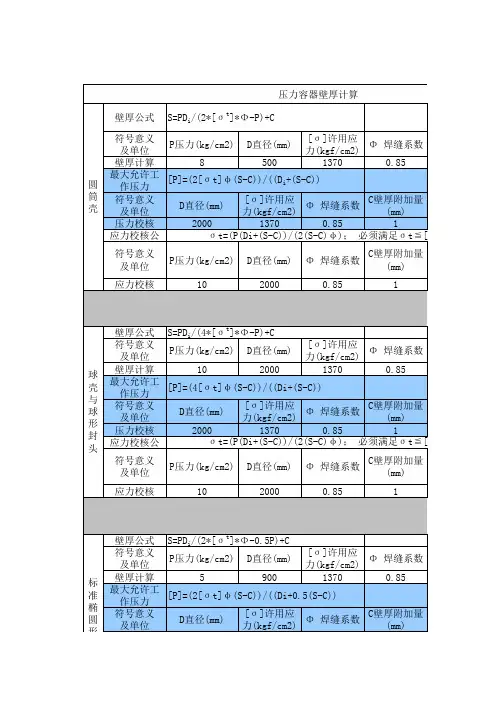
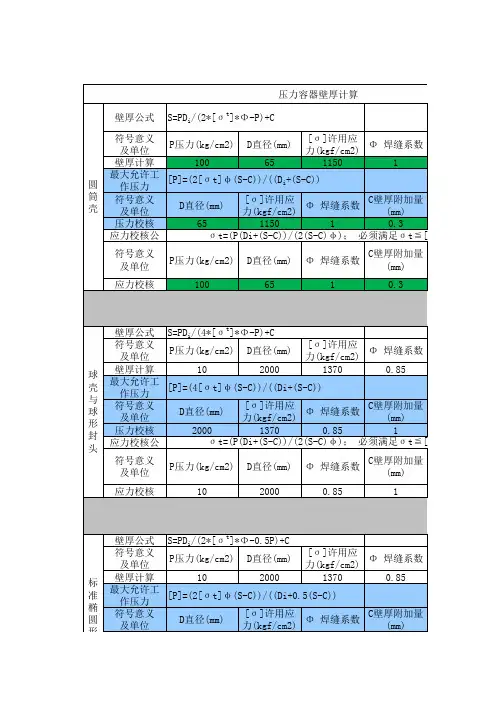
压力容器壁厚计算公式压力容器是用于存储或传递压缩气体、液体、气固混合物或纯固体物质的容器。
它们在许多工业和农业应用中起着重要的作用,如石油化工、核能、航空航天等领域。
压力容器的设计需要考虑许多因素,其中之一是壁厚的计算。
1.设计压力(P):设计压力是指容器的最大使用压力。
它通常由设计标准或规范中规定的最大压力确定。
2.直径(D):直径是指容器横截面的最大宽度。
在计算壁厚时,需要考虑所选材料的强度和直径的大小。
3.容器材料:容器材料是选择合适的材料进行壁厚计算的重要因素。
材料的强度和抗压性能直接影响壁厚的计算。
4.强度计算:根据所选材料的特性,可以使用不同的强度计算公式,如薄壁理论、光滑壁薄壁理论、屈曲强度等来计算壁厚。
根据ASME(美国机械工程师学会)的规定,常用的薄壁理论公式如下:t=(P*D)/(2*S*F-0.2*P)其中,t表示壁厚,P表示设计压力,D表示直径,S表示所选材料的允许应力,F表示安全系数。
根据这个公式,壁厚的计算与设计压力、直径、材料的强度及安全系数有关。
这个公式是基于假设容器的压力均匀分布在容器壁上,并且不考虑应力集中和其他非均匀应力因素。
因此,在实际设计过程中,还需要考虑其他因素,如焊缝的强度、结构的稳定性等。
此外,在进行壁厚计算时,还需要参考相关的设计规范和标准,如ASME标准Section VIII,其中提供了更为详细和准确的壁厚计算方法,并考虑了更多的因素。
总之,压力容器壁厚的计算是设计过程中不可或缺的一部分,它需要考虑设计压力、直径、材料的强度等因素,并使用合适的计算公式和规范来确保容器的安全使用。
在实际设计过程中,还需要注意其他因素的影响,并根据实际情况进行调整。

压力容器设计时材料和壁厚的选取分析压力容器在投入使用前,需要经过设计、制造、检验、安装、运行监督及維修等多项环节,在对压力容器进行设计时应确保设计工作的正确性及合理性,提升压力容易的运行可靠性,避免对容器产品的运转费用及制造成本造成较大的影响。
由于大多数压力容器均需要在严峻的工况下运行,要强确保其运行的安全性,在容器设计时,应做好材料及壁厚的选取,提升压力容器的设计效果及质量,满足实际的使用要求。
标签:压力容器;材料;壁厚压力容器的介质来源较为广泛且种类繁多,包括原材料、副产品、成品或半成品等,介质具有易燃、易爆、腐蚀及有毒等特性。
因此,在对压力容器的材料进行选取时,应以介质特洗净作为选择依据,不同的压力容器所选择的材料存在着一定的差异,压力容器的钢板主要包括不锈钢、高合金钢钢板、低合金钢钢板、碳素钢板等,并且每种钢板的适用范围存在着一定的差异。
在进行压力容器选取时,应考虑到多方面的因素,确保压力容器更具安全性及经济性。
1 压力容器设计要求由于化学及石油工业的生产过程较为复杂,在开展设备生产时,当有1台设备出现问题时,将会影响多台设备的正常运转,进而降低了产品的质量,导致各项生产工作无法顺利开展,并且还会对生产人员的人身安全造成极大威胁。
因此,要想确保压力容器设计的合理性,应做好以下设计内容:第一,满足工艺生产要求,工艺生产过程中对温度、压力及工艺均有着较高的要求,例如,氮肥生产中的氨合成塔,由于氨及氮两者的合成压力密切相关,在实际的应用过程中,受各种原因影响,出现氨合成塔无法承受设计压力情况,只能选择降压使用,会促使氨的合成率大大下降,进而对产品的质量造成较大影响,产品的生产成本大幅度提升。
第二,运行的安全可靠性,由于化工行业所生产的物料自身具有较强的毒性及腐蚀性,容易引发火灾等安全事故的产生,压力容器内部储存着一定的能量,一旦遭受到破坏,容器中的容量好在较短的时间内快速的释放出来,具有较强的摧残力,导致容器本身遭受到严重的破坏。

Pc Diσφδδcδn Cδe0.97001130.853.294979 4.3949798 1.35 6.65以上是筒体计算壁厚参数:Pc:计算压力MPa,取设计压力Di:圆筒内径mmσ:设计温度下圆筒材料的许用应力φ:焊接接头系数C:厚度附加量C=C1+C2,C1为钢材厚度负偏差,C2为腐蚀裕量δ:圆筒计算厚度;δc:圆筒设计厚度;δn:圆筒名义厚度;δe:圆筒有效厚度;Pc Diσφδδcδn Cδe0.97001130.853.287242 4.3872428 1.9 6.1以上是封头计算壁厚参数:Pc:计算压力MPa,取设计压力Di:封头内径mmσ:设计温度下封头材料的许用应力φ:焊接接头系数C:厚度附加量C=C1+C2,C1为钢材厚度负偏差,C2为腐蚀裕量δ:封头计算厚度;δc:封头设计厚度;δn:封头名义厚度;δe:封头有效厚度;Pc Diσφδδcδn Cδe0.98113010.281359 1.3813594 1.45 2.55以上是接管补强计算Pc:计算压力MPa,取设计压力Di:接管内径mmσ:设计温度下接管材料的许用应力φ:焊接接头系数C:厚度附加量C=C1+C2,C1为钢材厚度负偏差,C2为腐蚀裕量δ:接管计算厚度;δc:接管设计厚度;δn:接管名义厚度;δe:接管有效厚度;d:开孔直径,圆形孔取接管内直径加两倍厚度附加量,椭圆形或长圆形孔取所考虑平面上的尺寸(弦长,A:开孔消弱所需要的补强截面积A1:壳体有效厚度减去计算厚度之外的多余面积A2:接管有效厚度减去计算厚度之外的多余面积A3:焊缝金属截面积Pσσt P T1P T2P T3P T41113113 1.25 1.15 1.25 1.15以上是内压容器(外压容器和真空容器)的试验压力,其参数:P:设计压力Mpaσ:容器元件材料在试验温度下的许用应力MPaσt:容器元件材料在设计温度下的许用应力MPaP T1:内压容器的液压试验压力MPaP T2:内压容器的气压试验压力MPaP T3:外压容器和真空容器的液压试验压力MPaP T4:外压容器和真空容器的气压试验压力Mpa压力容器气密性试验压力为压力容器的设计压力钢号在下列温度下的许用应力MpaQ235-B≤150℃200℃250℃11310594 20R钢板≤100℃150℃200℃250℃133132123110 16MnR≤200℃250℃钢板170156 20钢管≤150℃200℃250℃130123110 20G钢管≤100℃150℃200℃250℃137132123110d A A1A2A3A083.9276.4487281.486383.12025-88.1578虑平面上的尺寸(弦长,包括厚度附加量)。
压力容器的壁厚计算公式压力容器壁厚计算公式是根据压力容器的设计标准和材料力学性能来确定的。
以下是一般情况下的壁厚计算公式。
1.理想气体公式在理想气体模型中,压力容器壁厚可以通过理想气体状态方程来计算。
理想气体状态方程如下:pV=nRT其中,p是压力,V是容器体积,n是物质的摩尔数,R是气体常数,T是绝对温度。
壁厚计算公式如下:t=(p*r)/(2S)其中,t是壁厚,p是设计压力,r是容器半径,S是容器材质的允许应力。
2.ASME标准公式按照ASME(美国机械工程师学会)的标准,压力容器壁厚计算公式如下:t=(PD)/(2SE-0.2P)其中,t是壁厚,P是设计压力,D是容器的直径,S是容器材料的允许应力。
3.API标准公式按照API(美国石油学会)的标准,压力容器壁厚计算公式如下:t=(P*D)/(2*F*E)其中,t是壁厚,P是设计压力,D是容器的直径,F是安全系数,E 是容器材料的抗拉强度。
4.GB标准公式按照GB(中国国家标准)的标准,压力容器壁厚计算公式如下:t=(P*D)/(2*σ-0.1P)其中,t是壁厚,P是设计压力,D是容器的直径,σ是容器材料的允许应力。
需要注意的是,这些公式只适用于一般情况,而对于一些特殊情况,如高温、低温、腐蚀等因素可能需要进行修正或采用其他的计算方法。
此外,在实际工程中,壁厚计算还需考虑多种因素,如材料的选择、焊缝强度计算、防爆设计等。
压力容器壁厚计算是一个复杂的问题,设计师应根据国家、行业及企业的相关标准与规范进行计算,并结合实际情况进行修正。
对于安全性较高的压力容器设计,还应进行压力容器强度计算和模拟分析,确保容器在设计工作条件下的可靠性和安全性。
压力容器壁厚计算公式压力容器是一种重要的工业设备,常用于储存和输送浓缩气体、液体和固体粉末等物质。
为了保证压力容器的安全使用,压力容器壁厚的计算是非常重要的。
圆筒形压力容器的壁厚计算公式:圆筒形压力容器是最常见的压力容器类型,其壁厚计算公式如下:t=(P×r)/(S×E-0.6P)或t=(PD)/(2×S×E-0.2P)其中,t为壁厚,P为设计压力,r为容器内径,S为允许应力,E为焊缝系数。
球形压力容器的壁厚计算公式:球形压力容器常用于储存高压气体,其壁厚计算公式如下:t=(P×r)/(2S×E-0.2P)椭圆形压力容器的壁厚计算公式:椭圆形压力容器常用于输送流体,其壁厚计算公式如下:t=(P×D)/(2S×E-0.4P)环形压力容器的壁厚计算公式:环形压力容器也称环形管道,常用于输送液体和气体,其壁厚计算公式如下:t=(P×(D-d))/(4S×E)其中,D为外径,d为内径。
常见材料的允许应力和焊缝系数如下:-碳钢:允许应力为120MPa,焊缝系数为1.0;-不锈钢:允许应力为150MPa,焊缝系数为1.0;-铝合金:允许应力为50MPa,焊缝系数为1.0。
需要注意的是,在进行压力容器壁厚计算时,还需要考虑到使用条件、工作温度和材料的强度等因素。
此外,还应遵守相关的国家和行业标准,确保压力容器的安全使用。
以上是常见压力容器壁厚计算的公式和一些注意事项。
不同的设计要求和使用条件可能会有所不同,因此在具体计算壁厚时,应遵循相应的规范和标准,以确保压力容器的安全可靠。
压力容器壁厚的测定一、壁厚的测定(一)压力容器的定期检验,壁厚测定是一项重要的检验内容。
壁厚测定不仅由于它使用方便,而且,可以发现许多问题,为深入分析提供依据,也是强度校核的依据。
壁厚测定一般采用超声测厚方法。
测定位置应有代表性,有足够的测点数。
测定后标图记录,对异常测厚点做详细标记。
(定位)下列情况之一可视为异常部位:(1)容器壁厚最薄处;(2)表面宏观检验查出的缺陷已进行打磨处;(3)发现严重腐蚀部位及冲刷凹陷处;(4)错边及棱角度较严重的部位;(5)容易发生失效的同类容器,出现壁厚减薄的部位。
(二)壁厚测定后的标图记录,一般可采用以下几种方法:1.在检验工艺中规定壁厚测定点的位置,如一般情况下测点应在对接焊缝交叉处100×100mm 处;对封头测点位置包括封头的过渡区、顶部区和直边区;2.在检验报告的测厚附图中,文字说明一般测点的位置;3.对腐蚀严重的区域、壁厚明显减薄等可能会影响容器正常使用的异常测厚点(检验机构可作出规定,如壁厚小于名义厚度与腐蚀裕量的差值),应做详细标记。
标记的一般的方法是选取异常测厚点附近的纵、环对接焊缝作为坐标(基准位置),在附图中标出最小壁厚点分别距纵、环对接焊缝中心线的尺寸,并标出异常部位的区域面积。
(三)测厚的目的:1.为强度计算提供最小剩余壁厚;2.可以发现母材中的可疑部位;3.根据剩余壁厚分析工况对压力容器的影响。
为压力容器使用提供预防措施。
为此,位置选择必须有代表性。
(四)壁厚测定一般选择以下位置:1.液位经常波动的部位;2.物料进口、流动转向、截面突变等易受腐蚀、冲蚀的部位;3.制造成型时壁厚减薄部位和使用中易产生变形及磨损的部位;4.接管部位;5.宏观检验时发现的可疑部位。
(五)壁厚测定时,如果发现母材存在分层缺陷,应当增加测点或者采用超声检测,查明分层分布情况以及与母材表面的倾斜度,同时作图记录。
(1)首先应扩大测厚范围,确定分层缺陷的分布范围;(2)根据测厚变化的趋势,选定一条深度变化最大的直;(3)在直线上定点定距测厚,计算夹角α=arctan(H2-H1)/L确定分层与自由表面的夹角。