白车身总成3
- 格式:doc
- 大小:583.26 KB
- 文档页数:4
新大洋电动车有限公司
工序号 MB030
焊 装 工 艺 卡
1 2
产品型号 产品名称
XDY5050XEV-01 知豆 序号 物料编号 1 501100100-2 561101100 2
物料编号 零部件名称
501100100-3 白车身焊接总成 3 材料
第1页 共4页 数 量 1 1
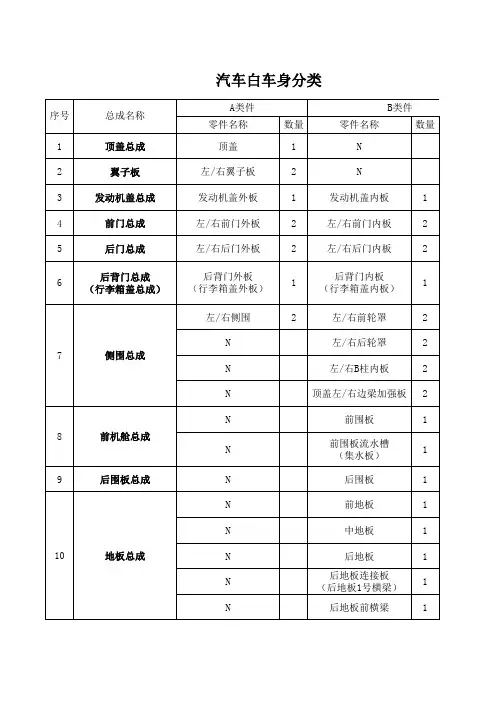
名 称 白车身焊接总成 后围总成
水压 电 极直径 (M P a) ( 材 料、 规格 )
合度≤1mm,并夹紧。 50 点焊 焊点数量及分布详见附图、样件 焊点位置、 尺寸、 形状应符合要求, 间距均匀, 无漏焊、半点焊、马蹄印、毛刺、飞溅等焊接 悬挂式点焊机 缺陷 DN3-160 60 补焊 转移到补焊夹具上,可靠夹紧,完成补焊,要 求同上。
标记 处数 更改文 件号 签字 日期 标记 处数 更改文 件号 签字 日期
打胶要求: 胶体均匀连续不允许出现 名称 数量 型号 断点,打胶直径为 , 4 ±0.5mm C25-2022 气动焊钳Φ 4mm 如点焊后打胶部位有胶体溢出应用 抹布擦拭干净避免污染白车身
备注 二层焊
焊点
数量
三层焊
编制 (日期)
2 2
签字
日 期 编制/日期
校对/日期
审核/日期
标准化/日期
会签/日期
批准/日期
山东新大洋电动车有限公司
工序号 MB030
工 艺 附 图
产品型号 产品名称
XDY5050XE V-01 知豆
物料编号 零件名称
501100100-3 白车身焊接总成 3
工序人员 工序时间
02-4 第 3 页
焊接夹具 XDYCJ1-50110100-03
木锤 扁铲 平锉
2 2 2
8-9
7-8
≥0.40 ≤0.60
≥0.35
铜电极 φ 5.0-φ 7.0
输 入 电 压 焊钳 380V C25-1 713
2
70
检查 (1)焊点表面质量 目测 100% (2)其余项目检测 5% 更改标记 数量 更 改 单 号 签 字 日 期 更 改 标 记 数 量 更 改 单 号
XDY5050XEV-01 知豆 序 号 物料编号
物料编号 零部件名称 名
501100100-3 白车身焊接总成 3 称 材料
第2页 共4页 数 量
序 号
焊 工 序 内 容 焊接设备 工艺装备 名称及图号 名称及图号
接
规
范
其他 规范
工
名称及 型号
具
数量 操作 人数 工时 定额
焊接电 流 焊接时间 气压 (K A) (周 波) (Mpa)
1
互检
夹 紧
2
点 焊
打 开
自检
序 号 10 20
焊 工 序 内 容 焊接设备 工艺装备 名称及图号 名称及图号
接
规
范
其他 规范
工
名称及 型号
具
数量 操作 人数 工时 定额
焊接电 流 焊接时间 气压 (K A) (周 波) (Mpa)
水压 电 极直径 (M P a) ( 材 料、 规格 )
备件 按零部件清单准备零部件 清理 用纱布和破布清除待焊零件表面的油 污和锈蚀 焊前检查 1 点焊前检查确定夹具定位、 夹紧的有效可靠 检查铜电极是否同心,设备是否正常运行。 2 试焊 按工艺规范点焊试件, 进行旋绞实验 观察焊点质量和熔核直径, 要求熔核直径不小 于φ 4.8,旋绞实验撕开的试件两表面有明显 焊点柱和焊点坑(孔) 。符合要求即可进行点 焊作业(1 次/班) 。
描 图 描 校 底图号
备注 二层焊 三层焊
名称 气动焊钳
数量 4
型号 C25-2022
焊点
数量
装订号
标记 处数 更改文 件号 签字 日期 标记 处数 更改文 件号 签字 日期
编制 (日期)
校对 (日期)
审核 (日期)
标准化 (日期)
会签 (日期)
批准 (日期)
山东新大洋电动车有限公司
工序号 MB030
2
8
30
40
装配并夹紧 将待焊零部件正确放置在夹具 上, 用钣金锤或木锤调整零件使其搭接处不贴 更改标记 数量 更改单号 签字 日期 更改标记
数量
更改单号
签字
日期
编制/日期
校对/日期
审核/日期
标准化/日期
会签/日期
批准/日期
新大洋电动车有限公司
工序号 MB030
焊 装 工 艺 卡
产品型号 产品名称
校对 (日期)
审核 (日期)
标准化 (日期)
会签 (日期)
批准 (日期)
工 艺 附 图
产品型号 产品名称
XDY5050XE V-01 知豆
物料编号 零件名称
501100100-3 白车身焊接总成 3
工序人员 工序时间
2 8
文件编 号 共4页
XDYC/JS-GY ·H-02-4 第 4 页
点焊胶位 置示意图 尾灯部位
左右侧围 与后围板 搭接处 描 图 描 校 底图号 装订号
工序号 MB030
焊 装 工 艺 卡
1 2
产品型号 产品名称
XDY5050XEV-01 知豆 序号 物料编号 1 501100100-2 561101100 2
物料编号 零部件名称
501100100-3 白车身焊接总成 3 材料
第1页 共4页 数 量 1 1
名 称 白车身焊接总成 后围总成
水压 电 极直径 (M P a) ( 材 料、 规格 )
合度≤1mm,并夹紧。 50 点焊 焊点数量及分布详见附图、样件 焊点位置、 尺寸、 形状应符合要求, 间距均匀, 无漏焊、半点焊、马蹄印、毛刺、飞溅等焊接 悬挂式点焊机 缺陷 DN3-160 60 补焊 转移到补焊夹具上,可靠夹紧,完成补焊,要 求同上。
标记 处数 更改文 件号 签字 日期 标记 处数 更改文 件号 签字 日期
打胶要求: 胶体均匀连续不允许出现 名称 数量 型号 断点,打胶直径为 , 4 ±0.5mm C25-2022 气动焊钳Φ 4mm 如点焊后打胶部位有胶体溢出应用 抹布擦拭干净避免污染白车身
备注 二层焊
焊点
数量
三层焊
编制 (日期)
2 2
签字
日 期 编制/日期
校对/日期
审核/日期
标准化/日期
会签/日期
批准/日期
山东新大洋电动车有限公司
工序号 MB030
工 艺 附 图
产品型号 产品名称
XDY5050XE V-01 知豆
物料编号 零件名称
501100100-3 白车身焊接总成 3
工序人员 工序时间
02-4 第 3 页
焊接夹具 XDYCJ1-50110100-03
木锤 扁铲 平锉
2 2 2
8-9
7-8
≥0.40 ≤0.60
≥0.35
铜电极 φ 5.0-φ 7.0
输 入 电 压 焊钳 380V C25-1 713
2
70
检查 (1)焊点表面质量 目测 100% (2)其余项目检测 5% 更改标记 数量 更 改 单 号 签 字 日 期 更 改 标 记 数 量 更 改 单 号
XDY5050XEV-01 知豆 序 号 物料编号
物料编号 零部件名称 名
501100100-3 白车身焊接总成 3 称 材料
第2页 共4页 数 量
序 号
焊 工 序 内 容 焊接设备 工艺装备 名称及图号 名称及图号
接
规
范
其他 规范
工
名称及 型号
具
数量 操作 人数 工时 定额
焊接电 流 焊接时间 气压 (K A) (周 波) (Mpa)
1
互检
夹 紧
2
点 焊
打 开
自检
序 号 10 20
焊 工 序 内 容 焊接设备 工艺装备 名称及图号 名称及图号
接
规
范
其他 规范
工
名称及 型号
具
数量 操作 人数 工时 定额
焊接电 流 焊接时间 气压 (K A) (周 波) (Mpa)
水压 电 极直径 (M P a) ( 材 料、 规格 )
备件 按零部件清单准备零部件 清理 用纱布和破布清除待焊零件表面的油 污和锈蚀 焊前检查 1 点焊前检查确定夹具定位、 夹紧的有效可靠 检查铜电极是否同心,设备是否正常运行。 2 试焊 按工艺规范点焊试件, 进行旋绞实验 观察焊点质量和熔核直径, 要求熔核直径不小 于φ 4.8,旋绞实验撕开的试件两表面有明显 焊点柱和焊点坑(孔) 。符合要求即可进行点 焊作业(1 次/班) 。
描 图 描 校 底图号
备注 二层焊 三层焊
名称 气动焊钳
数量 4
型号 C25-2022
焊点
数量
装订号
标记 处数 更改文 件号 签字 日期 标记 处数 更改文 件号 签字 日期
编制 (日期)
校对 (日期)
审核 (日期)
标准化 (日期)
会签 (日期)
批准 (日期)
山东新大洋电动车有限公司
工序号 MB030
2
8
30
40
装配并夹紧 将待焊零部件正确放置在夹具 上, 用钣金锤或木锤调整零件使其搭接处不贴 更改标记 数量 更改单号 签字 日期 更改标记
数量
更改单号
签字
日期
编制/日期
校对/日期
审核/日期
标准化/日期
会签/日期
批准/日期
新大洋电动车有限公司
工序号 MB030
焊 装 工 艺 卡
产品型号 产品名称
校对 (日期)
审核 (日期)
标准化 (日期)
会签 (日期)
批准 (日期)
工 艺 附 图
产品型号 产品名称
XDY5050XE V-01 知豆
物料编号 零件名称
501100100-3 白车身焊接总成 3
工序人员 工序时间
2 8
文件编 号 共4页
XDYC/JS-GY ·H-02-4 第 4 页
点焊胶位 置示意图 尾灯部位
左右侧围 与后围板 搭接处 描 图 描 校 底图号 装订号