组合夹具设计基础课件
- 格式:pptx
- 大小:4.42 MB
- 文档页数:18
组合夹具
一、组合夹具的概念:
组合夹具由一套预先制造好的不同形状、不同规格、不同尺寸的标准元件及部件组装而成。
二、分类:
组合夹具分为槽系和孔系两大类
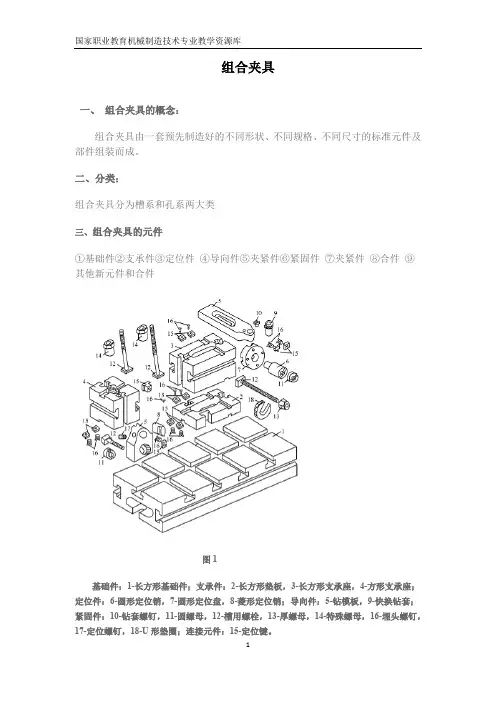
三、组合夹具的元件
①基础件②支承件③定位件④导向件⑤夹紧件⑥紧固件⑦夹紧件⑧合件⑨其他新元件和合件
图1
基础件:1-长方形基础件;支承件:2-长方形垫板,3-长方形支承座,4-方形支承座;定位件:6-圆形定位销,7-圆形定位盘,8-菱形定位销;导向件:5-钻模板,9-快换钻套;紧固件:10-钻套螺钉,11-圆螺母,12-槽用螺栓,13-厚螺母,14-特殊螺母,16-埋头螺钉,17-定位螺钉,18-U形垫圈;连接元件:15-定位键。
图2 组合夹具组装示意图
图2是一个钻转向臂侧孔的组合夹具,工件以孔及端面在圆形定位销6、圆形定位盘7上定位共限制五个自由度,另一个自由度由菱形定位销8限制;工件用螺旋夹紧机构夹紧,夹紧机构由U形垫圈18、槽用螺栓12和厚螺母13组成。
快换钻套9用钻套螺钉10紧固在钻模板5上,钻模板用螺帽14、槽用螺栓12
紧固在长方形支承座3上。
支承座3用槽用螺栓12和螺帽14紧固在长方形垫板2和长方形基础板1上。
图2中未标全的件号参见图1。
组合夹具是机床夹具中标准化、系列化、通用化程度最高的一种夹具,其基本特点是:结构灵活多变,元件能长期重复使用,设计和组装周期短。
组合夹具的缺点是:体积较大,刚性较差,购置元件和合件一次性投资大。
组合夹具适于在单件小批生产中加工那些位置精度要求较高的工件,常在新产品试制和完成临时突击任务中使用。
组合夹具设计基础课件
课件提纲
•组合夹具设计原则•组合夹具管理原则•组合夹具元件介绍•组合夹具设计范例
组合夹具设计原则
组合夹具设计原则
(1)满足使用过程中工件定位的稳定性和可靠性;
(2)有足够的承载或夹持力度以保证工件在工装夹具上进行的施工过程;
(3)满足装夹过程中的简单与快速操作;
(4)满足夹具在调整或更换过程中重复定位的可靠性;
(5)易损零件必须是可以快速更换的结构,更换时最好不需要使用其它工具进行;(6)尽可能的避免结构复杂、成本昂贵;
(7)尽可能选用市场上质量可靠的标准品作组成零件;
(8)满足夹具使用国家或地区的安全法令法规;
(9)设计方案遵循手动、气动、液压、伺服的依次优先选用原则;
(10)形成产品的系列化和标准化。
组合夹具的管理
组合夹具元件构成
组合夹具与专用夹具的区别
组合夹具元件介绍基础件
组合夹具元件介绍支撑件
组合夹具元件介绍定位件
组合夹具元件介绍导向件
组合夹具元件介绍压紧件
组合夹具元件介绍紧固件
组合夹具元件介绍合件
组合夹具设计范例焊接组合夹具
组合夹具设计范例镗孔夹具
组合夹具设计范例钻孔夹具
组合夹具设计范例车削夹具。