27外壳检验标准
- 格式:doc
- 大小:68.00 KB
- 文档页数:3
序号
检验项目
质量特性
检测工具
抽样水平或抽样数
AQL 值或
Ac/Re 1 外观及装配C 目测、塞规II 2.5
2
尺寸
B 目测、卡尺II 2.5
3RoHS
B 供应商提供报告33
4
高低温试验
B
目测、低温箱、
高温箱
S-3 1.0
5丝印性能测试
B
3M胶、酒精、白电油、砝码、布
条
S-3 1.0
高温储存﹢70℃/16H;低温储存-30℃/16H; 判定标准:
产品外观需正常,不能出现零件变形、脱离、裂纹、破裂、变色等
异常现象
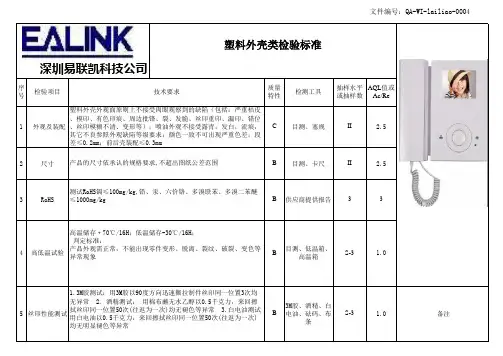
深圳易联凯科技公司
技术要求
1.3M胶测试:用3M胶以90度方向迅速撕拉制件丝印同一位置3次均无异常
2. 酒精测试: 用棉布蘸无水乙醇以0.5千克力,来回擦拭丝印同一位置50次(往返为一次)均无褪色等异常
3.白电油测试
用白电油以0.5千克力,来回擦拭丝印同一位置50次(往返为一次)均无明显褪色等异常
备注
塑料外壳类检验标准
产品的尺寸依承认的规格要求,不超出图纸公差范围
塑料外壳外观面原则上不接受肉眼观察到的缺陷(包括:严重桔皮
、模印、有色印痕、周边批锋、裂、发脆、丝印重印、漏印、错位
、丝印模糊不清、变形等);喷油外观不接受露青,发白,流痕,
其它不良参照外观缺陷等级要求;颜色一致不可出现严重色差;段差≤0.2mm;前后壳装配≤0.3mm 测试RoHS镉≤100mg/kg,铅、汞、六价铬、多溴联苯、多溴二苯醚≤1000mg/kg。
1、目的:经过适当的检验,建立判定标准,以确保产品品质。
2、适用范围:检验规范适用于本公司塑胶外壳产品之检验标准。
3、定义:3.1 测量面定义A面:暴露在外面且在正常使用中可直接看到的主要表面,B面:暴露在外面且在正常使用中不直接看到的次要表面及产品配件的外表面,C面:正常使用时看不到,只能在装卸电池时才可看到的内表面,D面:塑胶壳内部,在正常使用情况下用户看不到的表面。
3.2 缺陷分类定义A. 严重缺陷(CRI.):可能对机器或装备的操作员造成伤害;潜在危险性的效应,会导致与安全有关的失效或不符合政府法规;影响机械或电气性能,产品在组装后或在客户使用时会发生重大品质事件的缺陷。
B. 主要缺陷(MAJ.):性能不能达到预期的目标,但不至于引起危险或不安全现象,导致最终影响使用性能和装配;客户很难接受或存在客户抱怨风险的。
C. 次要缺陷(MIN.):不满足规定的要求但不会影响产品使用功能的;客户不易发现,发现后通过沟通能是客户接受的。
3.3 注塑缺陷不良定义缩水:塑件表面局部由于填充不足或注塑压力不够而形成的凹坑。
熔接线:塑料熔体在型腔中流动时,遇到阻碍物(型芯等物体)时,熔体在绕过阻碍物后不能很好的融合,而在塑料件的表面形成一条明显的线。
顶出痕:由于塑料件的抱紧力,顶杆区域受到顶出力所产生的痕迹或凸起。
破裂:因内应力或机械损伤而造成在塑料件表面上的裂纹。
油渍:在塑料件表面残留的油污。
翘起或变形:塑料件成型时由于受力不均或应力而造成塑料件的变形。
飞边:由于注塑工艺或模具原因,造成在塑料件的边缘分型面处产生的废边。
划痕:由于硬物摩擦而造成塑料件表面现行划伤。
凹凸点:由于模具的损坏等原因造成塑料件表面出现的高低不平。
斑点:在塑料件表面和内部的细微粒和杂质。
3.4装配组件缺陷不良定义段差:装配组合件装配后在接缝处配合面产生的错位。
缝隙:装配组合件装配时的间隙超过标准间隙而产生的缝隙。
变形:由于装配尺寸误差,毛边等原因而造成装配组合件变形现象。
1.目的适应炜高生产和外购的所有无客户指定标准的部品质量要求。
2.范围本检验标准适用于炜高所生产的和外购的所有无客户指定标准的注塑、喷涂、组装、电镀或其他工艺的机壳部品。
3.定义3.1 缺陷分类定义:3.1.1 CRI(严重缺陷):违反相关安规标准,可能对使用者造成伤害或有安全隐患的缺陷。
3.1.2 MAJ(主要缺陷):属功能性缺陷,影响使用或装配。
3.1.3 MIN(次要缺陷):属外观、包装轻微缺陷,不影响使用或装配。
3.2 测量面定义:A面:在使用过程中,直接在近处观看且暴露的表面(正常观察时产品的前面)。
B面:在使用过程中,不直接观看但暴露的表面(产品的上下左右侧面和背面(带电池)。
C面:在使用过程中很少见或看不见的面(产品背面内部、充电器和电池的其它表面)。
D面:产品内部部件正常使用时看不见。
3.3缺陷定义:3.3.1注塑件缺陷定义:点缺陷:具有点形状的缺陷,测量时以其最大直径为尺寸。
异色点:在产品表面出现的颜色异于周围的点。
凹凸点:由于模具的损坏等原因造成塑料件表面上出现的高低不平。
颗粒:在喷漆件表面上附着的细小颗粒。
修订履历修订时间修订内容版本修订人制订李远涛审核核准日期2012.06.07 日期日期※※※公司秘密级文件,未经许可不得复印或携带出公司范围外※※※缩水:当塑料熔体通过一个较薄的截面后,其压力损失很大,很难继续保持很高的压力来填充在较厚截面而形成的凹坑。
熔接线:塑料熔体在型腔中流动时,遇到阻碍物(型芯等物体)时,熔体在绕过阻碍物后不能很好的融合,而在塑料件的表面形成一条明显的线。
顶白:由于塑料件的包紧力大,顶杆区域受到强大的顶出力,所产生的痕迹或白印。
白化:因脱模应力关系产生的注塑件表面或背面或筋、柱、槽、墙刻印等部位的发白的印记。
破裂:因内应力或机械损伤而造成在塑料件表面上的裂纹。
油渍:在塑料件表面残留的油污。
翘曲及变形:塑料件成型时由于受力不均或应力而造成塑料件的形变。
目录一、球泡灯系列1.6103 6105 (1)2.6603 (5)3.6605 6609 (10)4.6613 6618 (15)二、玉米灯系列1.5603 5620 (20)2.5824 5866 (25)三、日光灯系列1.2206 2212 (30)2.3306 3312 (33)四、一体日光灯系列1.5505 5512 (36)五、工矿灯系列1.3050 30300 (42)六、大盘灯系列1.6815 6830 (47)2.6525 6545 (54)七、组合灯芯系列1.8507 8510 (58)2.8511 8515 (62)3.8606 8608 (66)4.8609 8612 (70)5.8706 8708 (74)6.8709 8711 (78)7.8805 8808 (82)八、蜡烛灯系列1.6132 6332 (86)九、路灯系列1.3130 3175 (92)十、小扣灯系列1.6013 6021 (97)十一、口罩灯系列1.6905 6915 (100)6103 6105检验项目、要求、判定标准及重要度分级表检验项目技术质量要求及判定标准检验方法备注(一) 尺寸结构1. 塑件主要尺寸应与图样要求相符,并不能影响装配。
卡尺/试装2. 如果有尺寸超差,但不影响装配、使用性能及外观。
卡尺/目测3. 配(套)件变形,装配后相互间隙超过1mm。
目测4. 塑件有嵌件时,其嵌件应牢固。
不应有松动、错位、变形或其它影响装配、使用性能的缺陷。
目测/手感5. 塑件有螺纹孔时,其螺孔内应清洁无杂物。
不应有塑层等影响螺钉旋入的杂物。
目测/手感6. 塑件表观良好,不应有锐刺、锐边、飞边和毛刺等。
目测/手感(二) 材质色泽1. 塑件材质应与设计要求规定的牌号相符。
比对/目测2. 水口料使用比例应与排产表相符。
比对/目测3. 各塑件(含附件)颜色与《生产安排》和/或客户的要求要相符,不应有明显且严重的色差。
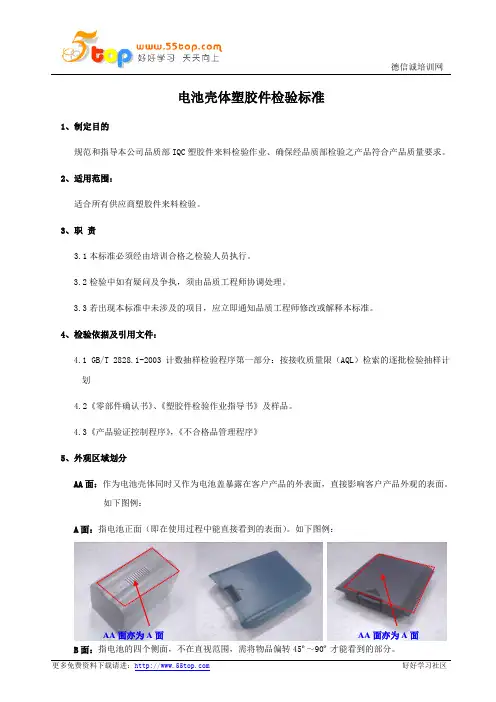
电池壳体塑胶件检验标准1、制定目的规范和指导本公司品质部IQC塑胶件来料检验作业、确保经品质部检验之产品符合产品质量要求。
2、适用范围:适合所有供应商塑胶件来料检验。
3、职责3.1本标准必须经由培训合格之检验人员执行。
3.2检验中如有疑问及争执,须由品质工程师协调处理。
3.3若出现本标准中未涉及的项目,应立即通知品质工程师修改或解释本标准。
4、检验依据及引用文件:4.1 GB/T 2828.1-2003计数抽样检验程序第一部分:按接收质量限(AQL)检索的逐批检验抽样计划4.2《零部件确认书》、《塑胶件检验作业指导书》及样品。
4.3《产品验证控制程序》,《不合格品管理程序》5、外观区域划分AA面:作为电池壳体同时又作为电池盖暴露在客户产品的外表面,直接影响客户产品外观的表面。
如下图例:A面:指电池正面(即在使用过程中能直接看到的表面)。
如下图例:AA面亦为A面AA面亦为A面B面:指电池的四个侧面,不在直视范围,需将物品偏转45º~90º才能看到的部分。
C 面:指电池底面,需将物品偏转90º~180º才能看到的部分;(说明:A 面与C 面是相对而言的,有时可互换,须根据产品结构特点而定).如下图例:D 面:胶壳的内表面,, 如下图例:6、检验条件6.1 在自然光或光照度在300~500 lux 的近似自然光下。
6.2 检验者的视力或矫正视力不低于1.0,被检查表面和人眼视线呈45°角(参见下图)AA 面 A 、C 面 B 面 D 面 检查时间(秒)10101010B 面B 面B 面 B 面B 面B 面B 面B 面B 面B 面B 面B 面C 面C 面C 面D 面D 面D 面检查距离(mm) 300 300 300 300是否旋转旋转旋转旋转旋转7、抽样计划:7.1外观:按MIL-STD-105E Ⅱ级抽样;当来料数在1~50PCS全检。
来料数量≥50PCS按抽样表红色框线内等级来确定样本大小;AQL值为0.4。
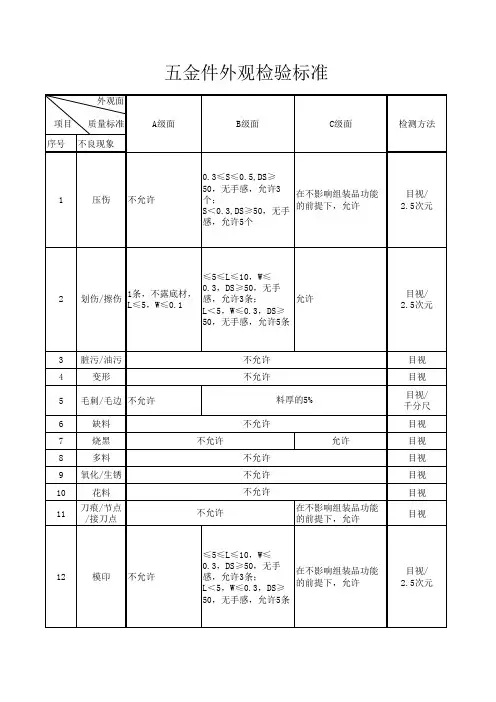
一、目得:为公司在外观检验得判定更精准、有据可依、有规可循,特制定本规范。
二、范围:适用于本公司所有五金、塑胶原材料、产成品之外观检验。
三、参考文件:MIL-STD-105E《抽样计划表》四、定义与术语:4、1 轻微缺陷(Min):不影响产品使用功能得缺陷,称之为轻微缺陷;4、2 严重缺陷(Maj):影响产品功能得缺陷,称之为严重缺陷;4、3 致命缺陷(CR): 影响使用者之人身安全或丧失功能得缺陷,称之为致命缺陷;4、4 A级面:主要外露面。
指产品得正面,即产品安装后最容易瞧到得部位;4、5 B级面:次要外露面。
指产品得侧面、向下外露面、边位、角位、接合位、内弯曲位;4、6 C级面:不易瞧到得面。
指产品安装后得隐藏位、遮盖位;4、7 错型(错箱):由于合型时错位,铸件得一部分与别一部分在分型面处相互错开;4、8 粘模:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面得拉伤痕迹,严重时称为拉伤面;4、9 分层:铸件上局部存在有明显得金属层次;4、10 裂纹:铸件表面有呈直线状或波浪形得纹路,狭小而长,在外力作用上有发展得趋势;4、11 变形:由于收缩不均或外力导致压铸件几何形状与图纸不符;4、12 流痕:压铸件表面与金属液流动方向一致得条纹。
无发展趋势;4、14 水纹:铸件表面上呈现得光滑条纹,肉眼可见,但用手感觉不出,颜色不同于基体金属得纹路,用0#砂布稍擦几下即可去除;4、15 冷隔:在压铸件表面,明显、不规则、下陷得线形纹路(有穿透与不穿透两种)。
形状细小而狭长,有时交接边缘光滑,有断开得可能;4、16 龟裂毛刺:由于模具型腔表面产生热疲劳而形成得铸件表面上得网状凸起痕迹与金属刺;4、17 凹陷:铸件得厚大部分表面有平滑得下凹现象;4、18 欠铸:铸件表面有浇不足得部位,导致轮廓不蔳;4、19 飞边、毛刺:在分型面边缘出现金属薄片,或粗糙、锋利得棱角;4、20 脱皮:铸件表面部分与基体剥离得现象;4、21 色斑:铸件表面上呈现得不同于基体金属得斑点,一般由涂料碳化物形成。
版 次
文件编号
日 期
页 数
检验项目品质要点检验方法不符率判定范围处理参考尺寸符合订单要求,长宽差异不超过3-5%;直尺比例不超过2%返工或退货重量符合订单要求,上下偏差不超过3%;(克重≥100g单条称,克重<100g10条称重)称重比例不超过2%返工或退货颜色染色无明显色差色花、无错色、不掉色、印花效果不影响外观目测以不掉色、不影响外观为准退货或保函疵点纱支无断经、断纬,边缘无毛边、卷边、齿边,毛圈整齐,纤维无脆性损伤目测显眼疵点<3处/条,不超过2%返工或退货缝制无明显线头、无跳针、无脱线、缝制无误目测显眼疵点<6处/条,不超过2%返工或退货定型要求平整、无纬斜、两边尺寸一致目测、直尺显眼即为不合格,不超过2%返工或保函异物及污渍无杂色纱支及棉球混入,无油污、色渍目测显眼即为不合格,不超过2%返工或保函
包装外箱印刷,包括侧唛、正唛、内外袋、纸卡及商标标签印刷,在颜色、文字拼写、
方向数量上正确;纸箱须出口双瓦楞或三瓦楞纸箱,平整厚实,纸箱无受损、无受
潮、无变形;货物要装满无缝隙;内包装材料好,胶袋必须干净、透明而且结实;
内外包装均无变形、破损或污痕等现象。
目测以正确、实用、美观为目的
警告、保函、
折扣或退货
第1页共1页
1/0
普通毛巾检验标准MH/QEOMI824-03-27
2008/4/10。
外壳件检验标准B面:指产品在使用过程中,不直接观看但暴露的次要面(手机的上下左右侧面和背面)。
一﹑作业內容品质检验人員抽样计划依照MIL-STD-105E, 正常检验(Normal Inspection), Level II, 单次抽样。
如客戶有特殊要求﹐以客戶提供之抽样水准抽样。
品质检验允收水准(AQL): MA=0.4,MI=1.0。
抽样计划采用『分批检查, 分批验退』的方式。
二﹑缺点分类致命缺点 (Critical Defect, CR) 指由经验和判断表明产品对人体有害的产品缺陷。
严重缺点(Major Defect, MAJ) 指影响产品正常使用功能,降低产品可靠性或严重影响产品外观的缺陷。
轻微缺点(Minor Defect, MIN) 偏离限定标准,但不影响产品正常使用功能或外观缺陷不太明显的缺陷。
A面:指产品在使用过程中,直接在近处观看且暴露的主要面(正常观察时手机的前面)。
C面:指产品在使用过程中很少见或看不见的面(手机背面内部和电池门内)。
MSTIQC-07-008第1页共4页1.0文件编号页次版次目视角度:与被测物成30度至45度角范围内工作场所灯光: 60W,距离检测者50cm.四﹑产品缺陷定义1. 变形:物体失去应具备之形狀﹔三.检验条件位置: 产品置放于检验者正前面, 垂直于检验者。
目视時間: 10秒钟内确认缺陷。
目视距离:肉眼与被测物距离30cm至45cm.2. 毛边:铁件或者塑胶件在成型時造成的粗糙尖锐边缘﹔3. 缺料﹕铁件或者塑胶件成型不当或产品结构问题造成表面产品某些部位未射饱;4. 间隙:組裝后两个不同部件在裝配时两接触面不能完全吻合而出现的裂缝.8. 顶白:因模具顶针問題造成塑胶制品顶针处外部出现白色圆弧。
5. 缩水﹕塑胶成型时﹐因外表面已冷却﹐但內部仍旧温热﹐冷却时表面內缩所产生的凹陷.6. 刮伤﹕塑胶件因与其他物品相摩擦造成的条狀或片狀痕迹.7. 汽泡:塑胶成形过程中包含空气或水汽的圆球、在透明件中尤为明显。
湖南省普斯赛特光电科技有限公司1.0 目的:对生产完成的半成品、成品进行规定的检验,确保产品品质稳定及符合客户的要求。
2.0适用范围:适用于公司ABS制品、半成品、成品出货前的检验。
注: 若产品出现新问题,本标准中未涉及到,应修正本标准。
3.0缺陷级别定义:注:下表所列各项缺陷均按其程度在所对应行后方框中打“×”标识其类别。
下表所列缺陷之外的有可能影响产品质量的缺陷限度以承认样品为限。
表面分类:A面:在使用过程中,直接在近处观看且暴露的主要面(正常观察时台车机壳的正表面)。
B面:在使用过程中,直接在近处观看且暴露的次要面(台车机壳的外侧面和背面)。
C面:在使用过程中,很少见或看不见的面(台车机壳的内表面)。
D面:在使用过程中,看不见的面(台车机壳底部)。
4.0抽检方式:产品抽检方式:外观全检,关键尺寸/孔径批次数量1-10PCS全检;11-20PCS抽检50%;21-50PCS抽检30%;51-100PCS抽检20%;101-200PCS抽检10%,发现严重缺陷须采取措施进行处理。
5.0判定方式:如发现有以下缺陷,则整批判定不合格,退回生产部返修。
6.0外观缺陷检验标准7.0组装缺陷检验标准8.0脚轮缺陷检验标准9.0 油漆丝印缺陷检验标准10.0包装(装箱)缺陷检验标准11.0 物性试验检验标准。
1). 喷涂主要为达到美观而对外壳的外表面进行喷涂(油漆或其他涂料)。
2). 外表面喷涂的主要测试项目:附着性试验(百格试验),耐磨性试验,耐溶剂性试验,硬度试验。
3). 粘接测试主要项目:拉力测试。
4). 油漆测试时机:每批油漆更改批号时或采购新油漆时抽取1升进行试验。
5). 试剂测试的时机:每批试剂更改批号时或采购新试剂时抽取1升进行试验。
6). 丝印附着性试验:耐酒精试验。
编制:品质审核:批准:日期:日期:日期:。
来料外壳检验标准
1.外观
颜色,光泽
A面:与样品一致,无变色,色纹;同一面或配合面无色差。
B面:与A面一致。
点
A面:D≤0.3mm,同一表面N≤3,J≥25mm。
B面:与A面一致.
划痕
A面:无深度:S≤0.1m㎡(L:2mm,w:0.05mm);
有深度:可感觉,不允许有。
同一表面:N≤3,J≥25mm。
B面:无深度:S≤0.15m㎡(L:3mm,w:0.05mm);
有深度:可感觉,不允许有。
同一表面:N≤3,J≥25mm。
1.4内部杂质(纤维,灰尘)
A面:S≤0.1m㎡
同一表面:N≤3,J≥25mm。
B面:S≤0.15m㎡
同一表面:N≤3,J≥25mm。
1.5毛边,毛刺
A面,B面:突出边缘≤0.2mm
1.6缩水痕
A面,B面:无缩水痕或满足限度样品要求
深度不能超过0.1mm。
1.7凹凸点
A面,B面:无
1.8 合料线
A面,B面:目视看不见货满足限度样品要求。
1.9.字符移位
A面,B面:字符移位距中心位置≤0.4 mm
1.10字符模糊,重影
A面,B面:不允许。
1.11 缺少字符
A面,B面:不允许。
1.12印刷
A面,B面:1)印刷字体,图案与设计的样品一致,清晰:印刷位置符合设计要求:印刷色与设计要求一致或与色样品一致;印刷边缘清晰,整齐。
2)不允许印刷字符断线或掉漆,印刷错误(按键按钮错位),印刷位置偏
移,字符歪斜变形,印刷边缘不齐。
注:D: 直径N: 数量S:面积J:距离L:长度W:宽度。