五金冲压进料检验标准
- 格式:doc
- 大小:304.00 KB
- 文档页数:9
五金冲压件检验标准
摘要:
一、五金冲压件的检验标准概述
二、五金冲压件的检验方法
三、五金冲压件的检验标准实施
四、五金冲压件的检验标准对产品质量的重要性
正文:
一、五金冲压件的检验标准概述
五金冲压件是一种通过冲压和塑性变形方式加工而成的零件,其检验标准主要针对其尺寸、形状、表面质量等方面。
五金冲压件的检验标准在我国得到了广泛的应用和实施,对于保证产品质量、提高生产效率和降低生产成本都具有重要的作用。
二、五金冲压件的检验方法
五金冲压件的检验方法主要包括以下几种:
1.图纸检验:通过比对零件图纸和检验指导书,检查冲压件的尺寸、形状和表面质量是否符合要求。
2.样件检验:通过与样件进行比对,检查冲压件的质量是否达到要求。
3.检具检验:利用专用检具进行检验,如卡尺、千分尺等。
4.激光切割检验:对于采用激光切割的五金冲压件,可以通过检查切割边缘的光滑度和精度来检验其质量。
5.表面质量检验:检查冲压件的表面是否有毛刺、氧化、刮伤等质量问
题。
三、五金冲压件的检验标准实施
在实施五金冲压件的检验标准时,应结合客户的质量要求和行业标准,制定相应的检验标准,并在生产过程中的各个环节进行实施。
同时,对于检验不合格的冲压件,应及时进行整改或报废,避免流入市场。
四、五金冲压件的检验标准对产品质量的重要性
五金冲压件的检验标准对于保证产品质量具有重要作用。
首先,检验标准可以明确产品质量的要求,为生产提供指导;其次,检验标准可以确保生产过程中的质量问题得到及时发现和处理;最后,检验标准有助于提高消费者的信任度和满意度,提升产品的市场竞争力。
五金冲压件检验标准五金冲压件是指利用模具将金属板材、管材等进行冲压、弯曲、拉伸、压缩等加工工艺制成的零部件。
在五金冲压件的生产过程中,检验是非常重要的环节,它直接关系到产品的质量和安全性。
因此,制定和执行严格的五金冲压件检验标准是十分必要的。
首先,五金冲压件的外观质量是需要进行检验的重点之一。
在外观检验中,应当注意观察产品表面是否有明显的划痕、凹陷、氧化、变形等缺陷,同时要检查产品的尺寸、形状、平整度和表面光洁度是否符合要求。
外观质量的合格与否直接影响到产品的美观程度和使用寿命,因此外观检验应当十分严格。
其次,五金冲压件的尺寸精度也是需要进行严格检验的内容之一。
在尺寸检验中,应当使用合适的测量工具,如千分尺、游标卡尺等,对产品的长度、宽度、厚度等尺寸进行精确测量,并与设计图纸进行对比,确保产品的尺寸精度符合要求。
尺寸精度的合格与否直接关系到产品的装配性能和使用效果,因此尺寸检验也是十分重要的。
另外,五金冲压件的材料成分和力学性能也是需要进行检验的重点内容之一。
在材料成分检验中,应当使用化学分析仪器对产品的材料成分进行分析,确保其符合相关标准和要求。
在力学性能检验中,应当使用拉力试验机、硬度计等设备对产品的抗拉强度、硬度等性能进行测试,确保产品的力学性能符合要求。
材料成分和力学性能的合格与否直接关系到产品的使用安全性和可靠性,因此这两项检验也是十分关键的。
最后,五金冲压件的表面涂装和防腐蚀性能也是需要进行检验的重要内容之一。
在表面涂装检验中,应当对产品的喷涂、镀层等涂装工艺进行检查,确保其涂层的厚度、附着力、颜色等性能符合要求。
在防腐蚀性能检验中,应当使用盐雾试验箱等设备对产品的防腐蚀性能进行测试,确保产品能够在恶劣环境下具有良好的防腐蚀性能。
表面涂装和防腐蚀性能的合格与否直接关系到产品的使用寿命和环境适应性,因此这两项检验也是非常重要的。
综上所述,五金冲压件的检验工作是非常重要的,它直接关系到产品的质量和安全性。
五金冲压件检验标准五金冲压件是制造业中常见的零部件,其质量直接关系到产品的使用性能和安全性。
为了保证五金冲压件的质量,必须对其进行严格的检验。
本文将介绍五金冲压件的检验标准,以便相关人员能够正确进行检验工作。
一、外观检验。
外观检验是五金冲压件检验的第一道工序,主要包括表面平整度、表面无损伤、表面无氧化等方面。
在外观检验中,应该使用肉眼和辅助工具进行检查,确保五金冲压件的外观符合要求。
二、尺寸检验。
尺寸检验是五金冲压件检验的重要环节,主要包括尺寸精度、尺寸偏差、尺寸一致性等方面。
在尺寸检验中,应该使用专业的测量工具,如千分尺、游标卡尺等,确保五金冲压件的尺寸符合要求。
三、材料检验。
材料检验是五金冲压件检验的基础,主要包括材料成分、材料硬度、材料强度等方面。
在材料检验中,应该使用化学分析仪、硬度计、拉伸试验机等设备,确保五金冲压件的材料符合要求。
四、功能性能检验。
功能性能检验是五金冲压件检验的关键,主要包括耐磨性、耐腐蚀性、承载能力等方面。
在功能性能检验中,应该使用专业的测试设备,如磨损试验机、盐雾试验箱、拉力试验机等,确保五金冲压件的功能性能符合要求。
五、包装检验。
包装检验是五金冲压件检验的最后一道工序,主要包括包装完整性、包装标识、包装数量等方面。
在包装检验中,应该对五金冲压件的包装进行全面检查,确保包装符合运输和储存的要求。
综上所述,五金冲压件的检验标准涉及外观、尺寸、材料、功能性能和包装等多个方面,必须严格按照标准操作,确保产品质量。
只有通过严格的检验,才能确保五金冲压件的质量稳定,为客户提供优质的产品。
希望相关人员能够严格按照本文介绍的检验标准进行操作,确保五金冲压件的质量,提升企业竞争力。
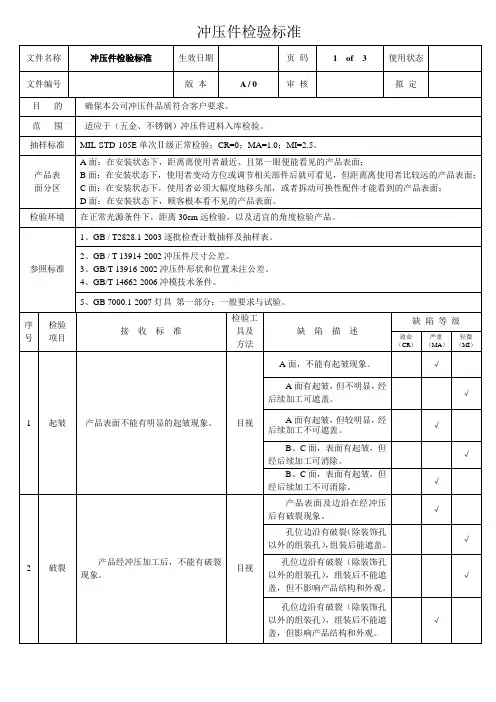
1 目的本标准定义冲压件产品外观品质的基本要求,并确立允收/拒收之准则。
2 适用范围本标准适用于维盛生产的所有冲压件产品。
3 相关文件《产品外观检验标准》。
4 定义A级面:客户经常看到的面,如面板,机箱的上表面、正面,出给客户的零件,马口铁生产的产品等。
B级面:不移动的情况下,客户偶尔能看到的面,如机箱的后面、侧面等。
C级面:产品在移动或被打开时才能看到的面,如机箱的底面,内部零件的表面等。
5 检测条件5.1 所有检验均应在正常照明,并模拟最终使用条件下进行。
检测过程中不使用放大镜,所检验表面和人眼呈45°角。
A级面在检测时应转动,以获得最大反光效果。
B级面和C级面在检测期间不必转动。
光源=40W荧光灯零件表面人眼距离500毫米5.2 A级面停留10秒,B级面停留5秒,C级面停留3秒。
6 薄板金属件外观检验标准6.1 允收总则6.1.1 可接受的缺陷不能影响该零件的装配和功能,否则,将被拒收。
6.1.2 缺陷允收定义了1250平方毫米的区域内各类缺陷的最大允收数量。
对于较大的零件表面,可允收数量和该表面所含1250平方毫米区域数量成正比,但是,两个或两个以上缺陷不能相连。
6.2 缺陷定义6.2.1彩虹效应:镀锌有可能造成变色或“彩虹”效应。
6.2.2生锈/氧化:暴露在空气中的金属表面发生的化学反应。
6.2.3变色:底色或预期的颜色发生改变,或零件表面的颜色不一致。
6.2.4刮伤:零件表面的呈条状的浅沟。
6.2.5压痕:由尖锐物件在零件表面造成的沟痕,指甲能够感受到。
6.2.6镀痕/流痕:由于镀层厚度不均匀造成零件表面上波纹状或条状异常的区域。
6.2.7痕迹:指基体材料的小坑、折弯痕或其他痕迹,涂装后仍无法消除。
6.2.8灰尘或油脂:在制造过程中产生并留在零件表面上的赃污(未清洗)。
6.2.9斑点/沙粒/绒线:涂装面或零件表面任何非预期的异物。
6.2.10凹坑:零件表面弹坑状的缺陷。
6.2.11模压痕:因成形模具在零件表面造成的工艺痕,所有零件的模压痕的位置和大小都一样,均匀分布于成形/折弯区域。
五金冲压件检验标准一、目的本标准规定了五金冲压件的检验项目、方法和要求,以确保产品质量符合规定要求。
二、检验项目及标准1. 尺寸检验(1)检查五金冲压件的尺寸是否符合设计图纸要求。
(2)使用卡尺、千分尺、塞尺等测量工具对五金冲压件的尺寸进行测量,并记录测量数据。
(3)检查五金冲压件的公差是否符合设计要求。
2. 外观检验(1)检查五金冲压件的表面是否有划痕、压印、变形等缺陷。
(2)观察五金冲压件的颜色、光泽是否符合设计要求。
(3)检查五金冲压件的边缘是否光滑、整齐,无毛刺、飞边等缺陷。
3. 材质检验(1)检查五金冲压件的材料是否符合设计要求。
(2)通过化验、光谱分析等方法对五金冲压件的材质进行检验,确保其符合产品质量标准。
4. 强度检验(1)测试五金冲压件的强度是否符合设计要求。
(2)通过拉伸试验、弯曲试验、冲击试验等方法对五金冲压件的强度进行检验,确保其能够承受预定的载荷和压力。
5. 功能性检验(1)检查五金冲压件的功能是否符合设计要求。
(2)对五金冲压件进行装配和调试,检查其是否能够正常工作。
6. 可靠性检验(1)测试五金冲压件的可靠性是否符合设计要求。
(2)通过在正常条件下进行长时间工作测试,观察五金冲压件是否存在失效或性能下降现象。
7. 安全性检验(1)检查五金冲压件是否存在安全隐患。
(2)通过模拟实际使用环境,对五金冲压件进行安全性能测试,如防爆、防腐蚀等测试。
8. 包装检验(1)检查五金冲压件的包装是否符合保护产品完整性及安全性的要求。
(2)观察包装材料、标识、防潮、防震等措施是否符合相关标准和客户要求。
5.1作业条件:5. 1.1正常光线(晴日)应以目距300--350mm,45度视角作业,夜晚日光灯下目距缩短100mm. 5.1.2本标准所指一级面是指CASE之上面、正面和背面,二级面是指两侧,三级面是指CASE 之底部.5. 1.3本标准所列缺点之尺寸,均指缺点之外接圆尺寸5. 1.4本标准所谓“明显”是指扫视一面三秒钟即可.5. 1.5黑点为0.3mm以下不算点.5.3二级外观检验通用标准项次检验内容及标准判定-质量1 电解料<SECC,SGCC,SPTE等不须烤漆,电镀,电着等后序工艺>1.1 划伤,擦伤,触摸无手感a 伤痕长度在一级面大于20mm,二级面大于45mm,三级面大于80mmb 多条伤痕累加在一级面大于40mm,二级面大于80mm,三级面大于140mmc 45mm以内不能同时出现两条1.2 划伤,擦伤,触摸有手感a 刮伤长度在一级面大于4mm,二级面大于6mm,三级面大于10mmb φ1.0mm,二级面大于φ1.5mm,三级面大于φ2.0MA 刮伤是点,在一级面大于c 45mm以内不能同时出现两条1.3 镀锌层脱落a 一级面达3.5mm以上,二级面达5mm以上,三级面达7mm以上MAb 多点累加在一级面达7mm以上,二级面达10mm以上,三级面达18mm以上MA1.4 生锈a. 一级面大于1.2mm,二级面达4mm,三级面达6mm以上b 切割,冲孔之边缘生锈,但正面能够看得到,锈痕长度在10mm以上1.5 尺寸尺寸不合规格造成擦伤,装配困难,或与其它部份配合缝隙过大,超过1.2mm1.6 变形a 变形造成装配困难及擦伤b 与其它部份配合缝隙超过1.5mmc 局部变形深达1.0mm以上,面积6mm以上d 边缘变形,与其它部份配合缝隙过大,一级面超过 1.2mm,二级面超过 2.5mm,三级面边3.5mme 角度偏差大于1度J)` J X!n s7s1.7 不洁a 表面有污点,直径在一级面达3mm,二级面达5mm,三级面达8mm以上MAb 30mm以内不能同时出现两点MA!# K&R t c%x8l7vc 多点累加尺寸在一级面达4mm以上,二级面达8mm以上,三级面达18mm以上MA那就是尺寸问题:1、对于较精密配合部件如手机,笔记本电脑等精度一般为+-0.1mm;2、产品有两个尺寸:设计图,产品图之所以强调出来,是因为大家往往拿设计图来检验,这对供方是不公的。
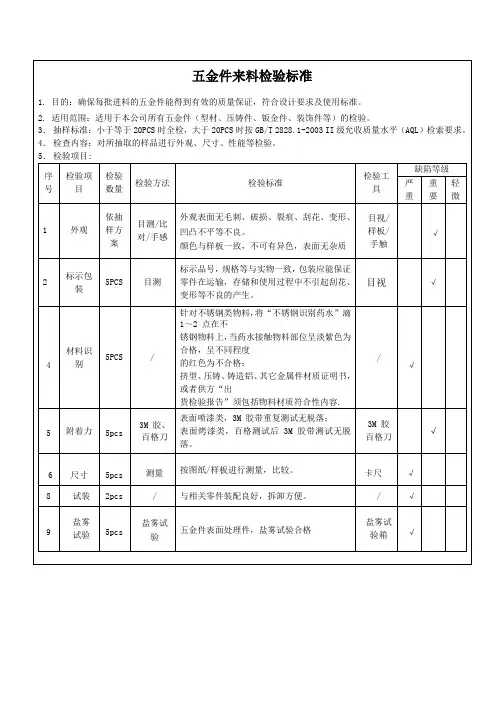
一、适用范围:本检验标准适用于苏州宏科金属制品有限公司以下物料之进料检验:※板材:铝板、镀锌板、黄铜板、紫铜板、电解板、铁板、不锈钢带、马口铁)。
※外协加工:镀锡、镀镍、镀锌、铜钝化、阳极氧化、氧化发黑、喷涂等其它电镀件及外购螺母、螺柱。
※各种型材:铝型材、铜排。
※PC板(绝缘隔热板)。
※电子元器件:PTC片、温控器、熔断器、连接线等PTC组装原材料。
※塑胶类:左右支架、盖板、塞头、绝缘片、云母片。
※五金类:五金支架、电极板、插销等。
※铁丝:铁线材。
同时对物料中ROHS环境有害物质进行管制。
二、抽样方法:依据MIL-STD-105E 正常“Ⅱ”级抽样,必要时可采用加严抽样。
AQL: CRI=0 MAJ=0.65 MIN=1.5.对各种板材采用特殊规定:每批板材进料检验,每批来料抽样1PCS,若发现有一项主要缺陷时,则依实际情况加严抽检至5PCS,如再发现主缺陷时,判定拒收。
三、检验范围:1.产品包装2.外观3.尺寸4.角度5.性能6.适配7.检测要求:尺寸测量、角度测量、拉力测试、膜厚(参照供应商膜厚检测报告)附着力测试、可焊性测试、盐雾测试、平面度测试、电气强度测试、导通测试、耐温测试及其它特殊需要性能测试(客户有特殊要求按客户标准增加检测项目)。
四、测量设备:1.平台、游标卡尺、千分尺、米尺、万能角度尺、高度尺、针规、薄厚塞规、半径规、百分表、投影仪、导电率测试仪、耐压测试仪、盐雾测试机、拉力器、锡炉、数显干燥箱、专用检具、适配样品等检测工具。
2.目视检查要求30厘米45度角,灯光照明800---1200流明,观察5-10秒。
五、检查项目:此类材料只测直径;直径符合订货要求,粗细均匀一致即可。
9.ROHS环境有害物质管制标准值每批来料必须提供TCP/SGS检测报告,参照ROHS环境有害物质管制标准值进行检验,没六.备注1.IQC检验员,依据检验标准及检测方法,详细将检验结果纪录到《IQC进料检验报告》上,对合格品必须粘贴“IQC PASS”标签标识,对不合格品必须粘贴“IQC 来料不良标签”标识,并发出《供应商异常联络单》针对不良原因加以整改。
变形度>1。
0% >1.0% 1前后、壳/底部段差0。
8 mm以上0。
8 mm以上 1.5 缝隙0.8 mm以上0.5 mm以上 1 变形度>1.5% >1.5% 1底座缝隙0。
8 mm以上0。
8 mm以上 1 段差 1.0mm以上 1.0mm以上1。
5 变形度>1.5% >1.5% 1支架缝隙0.8 mm以上0。
8 mm以上 1 段差1。
0 mm以上1。
0mm以上1。
5 变形度>1.5% >1.5% 19.可靠性试验五金工件表面所做的喷油、喷粉、电镀处理和印刷文字均要做如下的验证: 9)1附着力试验9)1。
1试验工具a。
刀片b。
胶纸推荐使用3M公司的型号为600的胶纸,或黏性与之相当的其它胶带.c.橡皮擦普通型,无特殊要求。
9)1。
2试验方法用刀片将被试验的表面划横、竖间隔为1.5mm的划痕各11条,共计100个方格.将胶纸贴在方格上面并用橡皮擦把胶纸与被测面完全压紧,10~15秒内90°角迅速拉起胶带,连续5次。
* 注意点:划方格时,一定要将喷涂、电镀层完全划透。
方格间隔1.5mm9)1。
3判定方法划痕边缘及交点处部份脱漆,受影响区域>10%判定为不良;印刷文字脱落线宽缺口>线宽的2倍判定为不合格。
9)2耐酒精试验9)2。
1试验工具a.砝码(重量1kg±5%,测试端的面积1cm²)b.酒精(医用,浓度76.9%~81.4%)c.棉布(医用纱布)9)2。
2试验方法把酒精(约0.5ml)涂擦于需要测试的喷油、喷粉、电镀处理层或印刷文字表面,放置3分钟;将棉布包裹于砝码的测试头,并醮上酒精,把砝码放在需要测试的位置,以2秒钟一个往复的速度(行程30mm),摩擦30个来回.9)2。
3判定方法喷油、喷粉、电镀处理层外观不能有脱漆、起泡、露底、变色等不良,印刷文字应清晰可辨。
9)3铅笔硬度试验9)3。
1试验工具a.中华牌高级绘图铅笔,硬度为2H。
b。
简易硬度试验装置(砝码重量1kg)c。
一、适用范围:
本检验标准适用于苏州宏科金属制品有限公司以下物料之进料检验:
※板材:铝板、镀锌板、黄铜板、紫铜板、电解板、铁板、不锈钢带、马口铁)。
※外协加工:镀锡、镀镍、镀锌、铜钝化、阳极氧化、氧化发黑、喷涂等其它电镀件及外购螺母、螺柱。
※各种型材:铝型材、铜排。
※PC板(绝缘隔热板)。
※电子元器件:PTC片、温控器、熔断器、连接线等PTC组装原材料。
※塑胶类:左右支架、盖板、塞头、绝缘片、云母片。
※五金类:五金支架、电极板、插销等。
※铁丝:铁线材。
同时对物料中ROHS环境有害物质进行管制。
二、抽样方法:
依据MIL-STD-105E 正常“Ⅱ”级抽样,必要时可采用加严抽样。
AQL:CRI=0 MAJ=0.65 MIN=1.5.
对各种板材采用特殊规定:每批板材进料检验,每批来料抽样1PCS,若发现有一项主要缺陷时,则依实际情况加严抽检至5PCS,如再发现主缺陷时,判定拒收。
三、检验范围:
1.产品包装
2.外观
3.尺寸
4.角度
5.性能
6.适配
7.检测要求:尺寸测量、角度测量、拉力测试、膜厚(参照供应商膜厚检测报告)附着
力测试、可焊性测试、盐雾测试、平面度测试、电气强度测试、导通测试、耐温测试
及其它特殊需要性能测试(客户有特殊要求按客户标准增加检测项目)。
四、测量设备:
1.平台、游标卡尺、千分尺、米尺、万能角度尺、高度尺、针规、薄厚塞规、半径规、百分表、
投影仪、导电率测试仪、耐压测试仪、盐雾测试机、拉力器、锡炉、数显干燥箱、专用检具、适配样品等检测工具。
2.目视检查要求30厘米45度角,灯光照明800---1200流明,观察5-10秒。
五、检查项目:
1.板材(铝板、镀锌板、黄铜板、紫铜板、电解板、铁板、不锈钢带、马口铁)。
2.外协产品:镀锡、镀镍、镀锌、铜钝化、阳极氧化、氧化发黑、喷涂等其它电镀件及外购螺母、螺柱。
3.各种型材(铝型材、铜排)
4.PC板(绝缘隔热板)
5、电子元器件(PTC片、温控器、熔断器、连接线)
6.塑胶类(左右支架、盖板、塞头、绝缘片、云母片)
7.五金类(五金支架、电极板、插销等)
8.铁丝(铁线材)
此类材料只测直径;直径符合订货要求,粗细均匀一致即可。
9.ROHS环境有害物质管制标准值
每批来料必须提供TCP/SGS检测报告,参照ROHS环境有害物质管制标准值进行检验,没有TCP/SGS检测报告或者ROHS环境有害物质管制标准值不符合要求的,视为主要MAJ缺点。
包装材料/组件中的重金属(镉﹑铅﹑汞﹑六价铬)含量标准
六.备注
1.IQC检验员,依据检验标准及检测方法,详细将检验结果纪录到《IQC进料检验报告》上,
对合格品必须粘贴“IQC PASS”标签标识,对不合格品必须粘贴“IQC 来料不良标签”标识,并发出《供应商异常联络单》针对不良原因加以整改。
2.委外加工的成品来料检验,参照《OQC FQC检验标准》。
3.每批来料必须有供应商提供的《出货检验报告》《SGS检测报告》产品合格证,材质证明等。
4.所有包装材料及不属于公司产品上配套使用之配件均于免检,由原材料仓管验收即可。
5.属于环保材料必须分类摆放。
七.支持性文件
《标识与可追溯性程序》
《监视和测量装置管理程序》
《不合格管理程序》
核准: 吴光飞审核: 宋华制定: 李敬。