光滑极限量规计量建标技术报告
- 格式:docx
- 大小:45.22 KB
- 文档页数:12

第6章 光滑工件尺寸检验和光滑极限量规设计教学提示:为了使零件符合规定的精度要求,除了要保证加工零件所用的设备和工艺装备具有足够的精度和稳定性外,质量检验也是一个十分重要的问题。
而质量检验的关键问题是确定合适的质量验收标准及正确选用测量器具。
我国参考ISO标准,制定了“光滑工件尺寸的检验”(GB 3177—1982,该标准于1996年进行了修订,新的标准代号GB/T 3177— 1997)和“光滑极限量规”(GB/T 1957—1981)两个国家标准。
本章主要介绍这两个标准的主要内容。
教学要求:本章让学生了解极限量规的类型、特点以及各种类型的量规的设计过程。
要求学生正确掌握光滑工件的质量验收标准、工作量规的设计依据和量规公差带的计算。
“公差与配合”制度的建立,给互换性生产创造了条件。
但是,为了使零件符合图样规定的精度要求,除了要保证加工零件所用的设备和工艺装备具有足够的精度和稳定性外,质量检验也是一个十分重要的问题。
而质量检验的关键是确定合适的质量验收标准及正确选用测量器具。
为此,我国制定了《光滑工件尺寸的检验》(GB/T 3177—1997)和《光滑极限量规》(GB/T 1957—1981)两个国家标准。
本章主要介绍这两个标准的主要内容。
6.1 光滑工件尺寸检验加工完的工件其实际尺寸应位于最大和最小极限尺寸之间,包括实际尺寸正好等于最大或最小极限尺寸,都应该认为是合格的。
但由于测量误差的存在,实际尺寸并非工件尺寸的真值,特别是实际尺寸在极限尺寸附近时,加上形状误差的影响极易造成错误判断。
因此,为了保证测量精度,如何处理测量结果以及如何正确地选择测量器具,国家标准“光滑工件尺寸的检验”对此都作了相应的规定。
本节主要讨论关于验收极限、验收原则和安全裕度的确定问题。
6.1.1 工件验收原则、安全裕度与验收极限把不合格工件判为合格品为“误收”;而把合格工件判为废品为“误废”。
因此,如果只根据测量结果是否超出图样给定的极限尺寸来判断其合格性,有可能会造成误收或误废。
❖
❖
❖
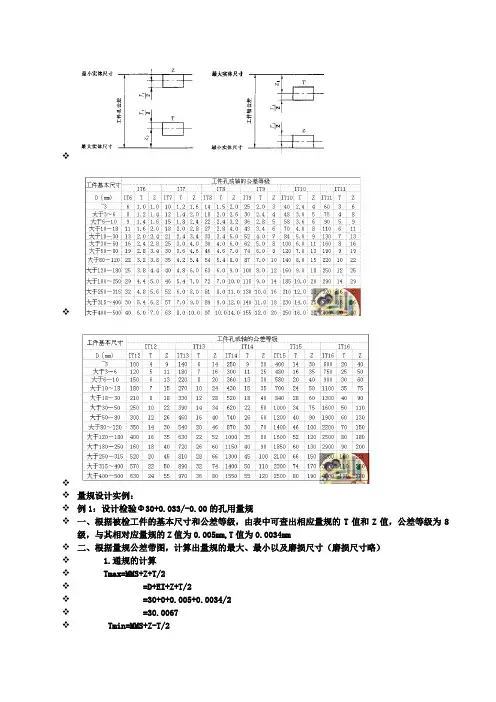
❖量规设计实例:
❖例1:设计检验Ф30+0.033/-0.00的孔用量规
❖一、根据被检工件的基本尺寸和公差等级,由表中可查出相应量规的T值和Z值,公差等级为8级,与其相对应量规的Z值为0.005mm,T值为0.0034mm
❖二、根据量规公差带图,计算出量规的最大、最小以及磨损尺寸(磨损尺寸略)
❖ 1.通规的计算
❖ Tmax=MMS+Z+T/2
❖ =D+EI+Z+T/2
❖ =30+0+0.005+0.0034/2
❖ =30.0067
❖ Tmin=MMS+Z-T/2
❖ =30.0033
❖由上式可知:孔用量规通规的公式为
❖ 2.止规的计算
❖ Zmax=LMS
❖ =D+ES
❖ =30+0.033
❖ =30.033
❖ Zmin=LMS-T
❖ =30.0296
❖由上式可知:孔用量规止规的公式为
❖例2:设计检验Ф30-0.020/-0.041的轴用量规
❖轴用通(止)规尺寸的计算与孔用通(止)规尺寸的计算方法类似,即:❖轴用量规通规的公式为
❖T=MMS ❖-(Z-½T)❖-(Z+½T)
❖
❖
❖轴用量规止规的公式为
❖Z=LMS ❖+T ❖-0
❖
❖
❖
❖
❖
❖
(注:素材和资料部分来自网络,供参考。
请预览后才下载,期待你的好评与关注!
)
❖
❖
❖。
光滑极限量规测量实验报告模板光滑极限量规设计设计目的及要求:“机械设计与制造”方向课程设计是“机械工程及自动化”专业学生在学习了《机械制造技术基础》、《机械制造装备设计》等专业课程和“机械设计与制造”方向课程之后进行的一个实践性的教学环节,其目的是巩固和加深理论教学内容,锻炼学生专业知识的综合运用能力,培养学生具有工艺装备设计(专用道具、专用量具)的工程实践能力。
通过方向课程设计,应使学生达到以下要求:(1)初步掌握非标准刀具的设计内容、步骤和方法。
(2)初步掌握光滑极限量规的设计内容、步骤和方法。
(3)学生绘制非标准刀具、量具的工作图,真确标注技术条件。
(4)学会使用各种设计资料、手册和国家标准。
一.拉刀的设计1.1零件的图样及工艺要求分析题图(1.1)+0.025其中:工件材料:50Cr ,内孔直径φ500,公差等级IT7、表面粗糙度1.6;倒角1×45°。
热处理:正火,HBS≤229。
1.2拉刀结构式及材质(a)拉刀结构式的确定由于工件要加工的部位是φ50内孔,故本设计的拉刀为圆孔拉刀;又根据拉刀的分类形式,根据被加工的材料来选择拉刀,一般情况下,在拉削韧性比较大的金属材料时选用综合式拉刀。
(b)拉刀的材料确定根据工件的材质50Cr,属于高合金钢,具有高的强度和高的耐磨性,故根据根据常用拉刀的材质选择,选用拉刀材料:W6Mo5Cr4V21.3 校准齿的直径(以角坐标x表示校准齿的直径)根据公式:d ox = d mmax + δ式中:δ—收缩量,根据《金属切削刀具课程设计指导书》表4.16 查的δ=0.011 则d ox = 50.025+0.011=50.036 mm1.4拉削余量的确定(a)按照经验公式法根据《金属切削刀具课程设计指导书》表4.1查的。
当预制孔采用钻削加工时,A的初始值为A=0.005dm+0.1L式中:dm = 50mm、L=50mm 则A=0.096mm(b)采用极限法由于采用的是φ49的钻头,故最小的孔径为d wmin =49mm,拉削余量为:A = d ox - d wmin =50.036-49=1.036mm1.5各部分齿升量的确定齿升量的确定一般原则:1)粗切齿齿升量为了缩短拉刀长度,应该尽量加大,使得各刀齿切除总余量的0.6-0.8。
光滑极限环规不确定度报告1、概述1.1、测量依据:JJG 343-2012《光滑极限量规检定规程》;1.2、计量标准:测长机、三等标准环规;1.3、测量对象:50mm光滑极限环规;1.4、测量方法:在测长机上用三等标准环规对零采用比较测量法测量光滑极限环规。
2、数学模型D=Ds+a- Ds<α△t-αs△ts>式中:D—被测环规的内径尺寸,mm;Ds—三等标准环规的实际尺寸,mm;a—测长仪测得三等标准环规与被测环规的差值,mm;αs,α—三等标准环规,被测环规的线膨胀系数;△ts, △t—三等标准环规,被测环规的温度对参考温度20℃的偏差。
设被测环规与三等标准环规的温度差为δ,线线膨胀系数之差为δα,则式<1>变换为D=Ds+a- Ds<δα△t+αsδt>温度差δt和线膨胀系数差δα估计为零,但它们的不确定度非零。
δα与αs,δt与△t认为无关。
以上各输入量彼此独立。
3、标准不确定度分量评定3.1、三等标准环规引入的标准不确定度u <Ds>三等标准环规的测量不确定度为U=〔0.7+6Lμm,服从正态分布,取k=2,则u <Ds>=1.0/2=0.5μm3.2、测长机比较测量引入的标准不确定度u <a>、测长机示值误差引入的标准不确定度u <a1>测长机的最大允许误差MPE:±〔0.5+L/200μm,服从正态分布,则u <a1>= 0.75/2=0.375μm、量化误差<如果是光学读数的,应该改为对线误差>引入的标准不确定度u <a2>测长机分辨率为0.1μm,故量化误差服从半宽为0.05μm的均匀分布,该项要影响两次,则u <a2>=2×0.05/3=0.041μm、测量重复性引入的标准不确定度u <a3>实验标准差s是在重复性条件下用标准环规与被测环规重复比较测量10次求出的,s=0.1μm,则u <a3>=s=0.1μm、环规几何形状影响的标准不确定度u <a4>测得该环规的圆度为0.3μm,直径变动量为0.3μm,服从均匀分布,则u <a4>=0.424/3=0.245μm由以上四项合成,得出u2 <a>= u2 <a1>+ u2<a2>+ u2<a3>+ u2 <a4>=0.3752+0.0412+0.12+0.2452=0.212μm2u <a>=0.46μm3.3、被测环规与三等标准环规线膨胀系数引入的标准不确定度u <δα>三等标准环规与被测环规线膨胀系数均为〔11.5±1×10-6℃-1,考虑到测量与20℃之差可能为正也可能为负,两者的线膨胀系数差在半宽为2×10-6℃-1的区间均匀分布,则u <δα>= 2×10-6℃-1/3×0.5℃×0.05=0.03μm3.4、被测环规与三等标准环规温度差引入的标准不确定度u <δt>由于测量前已充分等温,被测环规与三等标准环规的温度差估计不超过±0.5℃,温度差服从半宽为0.5℃的均匀分布,则u <δt>=0.5/3×0.05×106×11.5×10-6℃-1=0.17μm4、合成标准不确定度u2<D> = u2 <Ds>+ u2 <a>+ u2<δα>+ u2<δt>=0.52+0.462+0.032+0.172=0.4914μm2u <D> =0.7μm5、扩展不确定度取置信因子k=2,U=k×u <D>=2×0.7=1.4μm。
光滑极限量规测量实验报告光滑极限量规测量实验报告引言:光滑极限量规测量是一项重要的实验,它用于评估物体表面的光滑程度。
在工业制造和科学研究中,精确的光滑度测量对于确保产品质量和研究结果的准确性至关重要。
本实验旨在通过使用光滑极限量规来测量不同材料表面的光滑度,并分析实验结果。
实验步骤:1. 准备工作:收集所需材料,包括光滑极限量规、不同材料的样品、计时器和记录表格。
2. 样品准备:选择不同材料的样品,如金属、塑料和玻璃等,并确保样品表面干净、无明显瑕疵。
3. 实验设置:将光滑极限量规放置在平稳的工作台上,并将样品放置在其上,确保样品与量规接触。
4. 测量过程:使用光滑极限量规的刻度尺测量样品表面的高度差。
通过轻轻滑动量规,观察刻度尺上的读数,记录下最大和最小的读数。
5. 重复测量:对于每个样品,进行多次测量以获得更准确的结果。
取多个读数的平均值作为最终的测量结果。
6. 数据分析:比较不同材料样品的光滑度,计算平均值和标准差,并绘制图表以便于观察和比较。
实验结果:经过多次测量和数据分析,我们得到了以下实验结果:1. 不同材料的光滑度存在显著差异。
金属表面通常具有较高的光滑度,而塑料和玻璃表面则相对较低。
2. 在同一材料的不同样品中,光滑度也有一定的差异。
这可能是由于制造过程中的微小差异或样品的质量问题所致。
3. 通过计算平均值和标准差,我们可以更准确地评估不同样品的光滑度,并进行比较和分析。
讨论和结论:通过本实验,我们得出了以下结论:1. 光滑极限量规是一种有效的工具,用于测量不同材料表面的光滑度。
它可以提供准确的数值结果,帮助我们评估和比较不同样品的光滑程度。
2. 光滑度对于工业制造和科学研究至关重要。
在制造过程中,光滑度的差异可能会导致产品质量问题。
在科学研究中,光滑度的准确评估可以确保实验结果的可靠性和准确性。
3. 在实际应用中,我们可以根据不同需求选择合适的光滑度标准。
例如,在需要高精度的制造过程中,我们可以要求材料表面的光滑度达到更高的标准。
对光滑极限量规的技术要求分析光滑极限量规是针对通用形状的工件设计的专用检验量具,其加工精度比被测孔或轴的精度高得多,但在加工过程中不可避免地会产生误差。
因此,国家标准要对量规结构中的定形工作部分,做出相应尺寸公差带和各项公差的规定。
标签:量规;定形尺寸;公差和公差带;位置和大小前言工作量规中的通规在工作过程中,经常要穿过合格被测工件上的孔或轴,因而磨损会逐渐变大。
为使通规具有较长的工作寿命,需要留出合适的磨损安全余量,因此对通规要做出磨损量的限制范围,即将通规的尺寸公差带从被测孔或轴的最大实体尺寸开始向其尺寸公差带内部移动一个区间;而工作量规中的止规一般不通过被测孔或轴,磨损量比较小,所以不必留磨损安全余量,即止规尺寸公差带在被测孔或轴尺寸公差带范围之内,紧贴在被测工件上的孔或轴的最小实体尺寸位置,校对量规与止规一样不必余留出磨损安全余量。
1.工作量规上的定形尺寸的分析国家标准规定:工作量规上的定形尺寸公差带的位置不能超出被测孔或轴的尺寸公差带范围。
其特点是:工作量规的尺寸公差带全部落在被测孔或轴的尺寸公差带内,可以较好地保证加工好的零件的质量与零件之间的互换。
但这样有可能会把一些合格的零件检验成不合格,这样规定的本质是缩小了零件的合格范围,提高了零件的加工精度。
用光滑极限量规进行测量时,它的极限误差通常取:被测零件上的孔或轴的尺寸标准公差的十分之一到三分之一。
对于标准中规定的公差等级相同而基本尺寸不同的孔或轴,它们的极限误差基本上可以把这个比值取的相同。
但是,如果测量零件上的孔或轴的标准公差等级有所降低的话,那么,这个比值就应该取的越来越小。
量规结构上就是按照这一原则,来定位定形部分的尺寸公差带的大小和它的位置的。
通规和止规结构上的定形尺寸它的公差和磨损安全余量量的总和,占国家标准对被测零件上的孔或轴规定的尺寸公差(标准公差IT)的百分比可以从国家标准中查到。
对于基本尺寸到500mm、公差等级在IT6到IT16范围内的孔和轴,通规和止规工作部分上的定形尺寸,国家标准对其公差做了相应规定;同时,通規上的定形尺寸的尺寸公差带中心到被测量零件的最大实体尺寸之间的距离Z都做了明确的规定。