光滑极限塞规磨损极限尺寸计算
- 格式:docx
- 大小:82.62 KB
- 文档页数:7
精度检测技术复习:1、包容原则、孔轴合格条件2、普通测量仪器可把每个零件的尺寸、形状分别测量出来,但效率低,不方便。
大批生产零件可用专用量具检验。
光滑工件尺寸的检测及量规设计光滑工件尺寸通常采用普通计量器具测量或用光滑极限量规检验。
对于一个具体的零件,是选用计量器具还是选用量规,要根据零件图样上遵守的公差原则来确定。
当零件图样上被测要素的尺寸公差和形位公差遵守独立原则时,该零件加工后的尺寸和形位误差采用通用计量器具来测量。
当零件图样上被测要素的尺寸公差和形位公差遵守相关原则时,应采用光滑极限量规或位置量规来检验。
在此重点介绍光滑极限量规(包容原则)即介绍GB1957-81《光滑极限量规》标准。
一、光滑极限量规的功用光滑极限量规是一种没有刻线的专用量具。
1、检验孔、轴时,不能测出孔、轴尺寸的具体数字,但能判断孔、轴尺寸是否合格。
2、量规结构简单、制造容易、使用方便。
3、量规是用来判断孔、轴尺寸是否在规定的两极限尺寸范围内,因此量规都成对使用。
其中一为“通规”,另一为“止规”。
通规——用以判断dm、Dm有否从公差带内超出最在实体尺寸。
止规——用以判断da、Da有否从公差带内超出最小实体尺寸。
检验时,通规能过,止规不能过,说明合格。
二、塞规和卡规光滑极限量规是塞规和卡规的统称。
塞规:检验孔用的极限量规。
通规按Dmin设计防止Dm<Dmin止规按Dmax设计防止Da>Dmax卡规:检验轴用量规通规按dmax设计防止dm>dmax止规按dmin设计防止da<dmin三、量规的分类1、工作量规:是工人在生产过程中检验工件用的量规。
它的通规和止端分别用“T”和“Z”表示。
2、验收量规:是检验部门或用户验收产品时使用的量规。
3、校对量规:是校对轴用工作量规的量规。
轴用工作量规在制造或使用过程中常会发生碰撞变形,且通规经常通过零件易磨损,所以要定期校对。
孔用工作量规虽也需定期校对,但它很方便地用通用量仪检测,故不规定专用的校对量规。

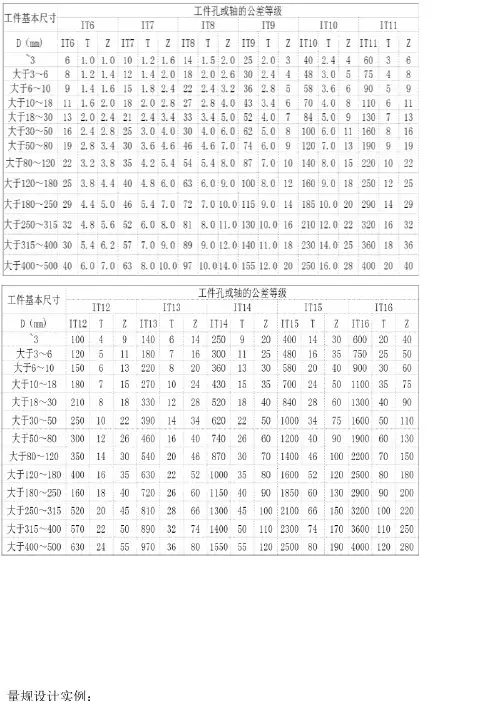
量规设计实例:
量规设计实例:
例1:设计检验Ф30+0.033/-0.00的孔用量规
一、根据被检工件的基本尺寸和公差等级,由表中可
查出相应量规的T值和Z值,公差等级为8级,与其相对应量规的Z值为0.005mm,T值为0.0034mm
二、根据量规公差带图,计算出量规的最大、最小以
及磨损尺寸(磨损尺寸略)
1.通规的计算
Tmax=MMS+Z+T/2
=D+EI+Z+T/2
=30+0+0.005+0.0034/2
=30.0067
Tmin=MMS+Z-T/2
=30.0033
由上式可知:孔用量规通规的公式为
2.止规的计算
Zmax=LMS
=D+ES
=30+0.033
=30.033
Zmin=LMS-T
=30.0296
由上式可知:孔用量规止规的公式为
例2:设计检验Ф30-0.020/-0.041的轴用量规
轴用通(止)规尺寸的计算与孔用通(止)规尺寸的计算方法类似,即:
轴用量规通规的公式为
轴用量规止规的公式为。
第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
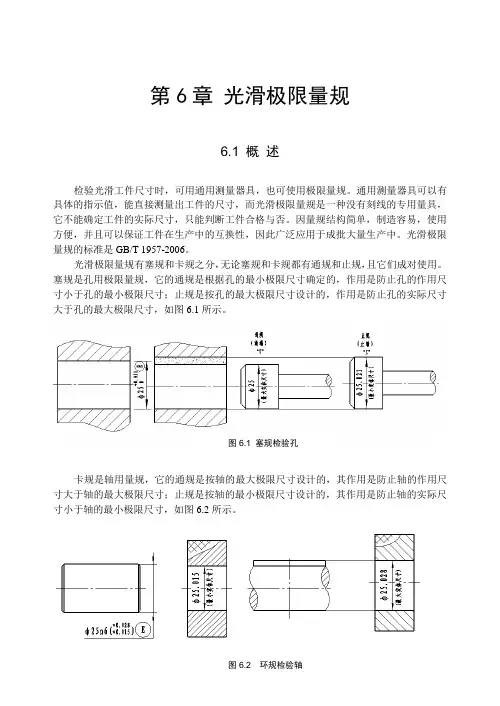
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。

量规设计实例:
量规设计实例:
例1:设计检验Ф30+0.033/-0.00的孔用量规
一、根据被检工件的基本尺寸和公差等级,由表中可
查出相应量规的T值和Z值,公差等级为8级,与其
相对应量规的Z值为0.005mm,T值为0.0034mm
二、根据量规公差带图,计算出量规的最大、最小以
及磨损尺寸(磨损尺寸略)
1.通规的计算
Tmax=MMS+Z+T/2
=D+EI+Z+T/2
=30+0+0.005+0.0034/2
=30.0067
Tmin=MMS+Z-T/2
=30.0033
由上式可知:孔用量规通规的公式为
2.止规的计算
Zmax=LMS
=D+ES
=30+0.033
=30.033
Zmin=LMS-T
=30.0296
由上式可知:孔用量规止规的公式为
例2:设计检验Ф30-0.020/-0.041的轴用量规
轴用通(止)规尺寸的计算与孔用通(止)规尺寸的计算方法类似,即:
轴用量规通规的公式为
轴用量规止规的公式为。
光滑极限塞规磨损极限尺寸计算
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
精度检测技术
复习:1、包容原则、孔轴合格条件
2、普通测量仪器可把每个零件的尺寸、形状分别测量出来,但效率低,不方便。
大批生产零件可用专用量具检验。
光滑工件尺寸的检测及量规设计
光滑工件尺寸通常采用普通计量器具测量或用光滑极限量规检验。
对于一个具体的零件,是选用计量器具还是选用量规,要根据零件图样上遵守的公差原则来确定。
当零件图样上被测要素的尺寸公差和形位公差遵守独立原则时,该零件加工后的尺寸和形位误差采用通用计量器具来测量。
当零件图样上被测要素的尺寸公差和形位公差遵守相关原则时,应采用光滑极限量规或位置量规来检验。
在此重点介绍光滑极限量规(包容原则)即介绍GB1957-81《光滑极限量
规》标准。
一、光滑极限量规的功用
光滑极限量规是一种没有刻线的专用量具。
1、检验孔、轴时,不能测出孔、轴尺寸的具体数字,但能判断孔、轴尺寸
是否合格。
2、量规结构简单、制造容易、使用方便。
3、量规是用来判断孔、轴尺寸是否在规定的两极限尺寸范围内,因此量规
都成对使用。
其中一为“通规”,另一为“止规”。
通规——用以判断dm、Dm有否从公差带内超出最在实体尺寸。
止规——用以判断da、Da有否从公差带内超出最小实体尺寸。
检验时,通规能过,止规不能过,说明合格。
二、塞规和卡规
光滑极限量规是塞规和卡规的统称。
塞规:检验孔用的极限量规。
通规按Dmin设计防止Dm<Dmin
止规按Dmax设计防止Da>Dmax
卡规:检验轴用量规
通规按dmax设计防止dm>dmax
止规按dmin设计防止da<dmin
三、量规的分类
1、工作量规:是工人在生产过程中检验工件用的量规。
它的通规和止端分
别用“T”和“Z”表示。
2、验收量规:是检验部门或用户验收产品时使用的量规。
3、校对量规:是校对轴用工作量规的量规。
轴用工作量规在制造或使用过程中常会发生碰撞变形,且通规经常通过零件易磨损,所以要定期校对。
孔用工作量规虽也需定期校对,但它很方便地用通用量仪检测,故不规定专用的校对量规。
五、量规的型式
在设计量规时,原则上量规的测量面应符合泰勒原则(极限尺寸判断原则),以保证《公差与配合》标准中规定的配合性质。
符合泰勒原则的量规型式如下:
1、通规用于控制零件的作用尺寸,它的测量面理论上应具有与孔或轴相对应的
完整表面(即全形量规)其尺寸等于孔或轴的最大实体尺寸,且量规的长度等于配合长度。
2、止规用于控制零件的实际尺寸,它的测量面理论上应为点状的(即不全形量
规),其尺寸等于孔或轴的最小实体尺寸。
3、由于量规在制造和使用方面某些原因的影响,要求量规型式完全符合泰勒原
则会有困难,有时甚至不能实现,因而不得不允许量规型式在一定条件下偏离泰勒原则。
例如:为采用标准量规,通规的长度可能短于工件的配合长度,检验曲轴轴
颈的通规无法用全形的环规,而用卡规代替;点状止规,检验中点接触易于磨损,往往改用小平面或球面来代替。
4、当量规型式不符合泰勒原则时,有可能将不合格品判为合格品,为此,应该
在保证被检验的孔、轴的形状误差(尤其是轴线的直线度、圆度)不致影响配合性质条件下,才能允许使用偏离泰勒原则的量规。
量规的结构型式很多,在工具专业标准(GL34-62)中,对结构、尺寸、适用范围有详细的介绍。
塞规形状对检验结果的影响
(a)全形通规(b)两点状通规(c)工件
(d)两点状止规(e)全形止规
1—实际孔2—孔公差带
六、工作量规的设计
1、工作量规的公差带
(1)通规公差由制造公差和磨损公差两部分组成;止规只规定制造公差。
标准规定的量规制造公差数值见附表
(2)工作量规公差带的分布位置
我国量规标准规定:工作量规公差带的位置配置,采用不超越工件极限的原则。
量规的公差带由大小要素和位置要素组合而成。
2、工作量规工作尺寸
检验孔塞规:
通规:上偏差Ts=EI+Z+T/2 最大极限尺寸Tmax=D+Ts
下偏差Ti=EI+Z-T/2 最小极限尺寸Tmin=D+Ti
磨损极限尺寸Dmin
止规:上偏差Zs=ES 最大极限尺寸Zmax=D+Zs
下偏差Zi=ES-T 最小极限尺寸Zmin=D+Zi
检验轴止规:
通规:上偏差Tsl=es-Z+T/2 最大极限尺寸Tlmax=d+Tsl 下偏差Til=es-Z-T/2 最小极限尺寸Timin=d+Til
磨损极限尺寸Tul=dmax
止规:上偏差Zsl=ei+T 最大极限尺寸Zlmax=d+Zsl
下偏差Zil=ei 最小极限尺寸Zlmin=d+Zil
孔用工作量规公差带轴用工作量规及其校对量规公差带
3、量规工作尺寸的设计光滑极限量规工作尺寸计算的一般步骤如下:
①从国家标准《公差与配合》(GB/T1800.3
—1998)中查出孔与轴的尺寸极限偏差,然后计
算出最大和最小实体尺寸;
②由表6—6查出量规制造公差T和位置要
素Z值。
按工作量规制造公差T,确定工作量规的
形状和校对量规的制造公差;
③画出量规肥差带图,计算量规的工作尺寸
或极限偏差。
例6-3 计算φ25H8/f7孔和轴用量规的极限偏差。
解:①由国标GB/T1800.3—1998查出孔与轴的上、下偏差为:
φ25H8孔:ES=+0.033mm;EI=0
φ25f7轴:es=-0.020mm;ei=-0.041mm
②由表6—6查得工作量规的制造公差T和位置要素Z,并确定量规的形状公差和校对量规的制造公差。
图6-6 量规公差带图
塞规:制造公差T=0.0034mm;位置要素Z=0.005mm;形状公差T/2=0.0017mm。
卡规:制造公差T=0.0024mm;位置要素Z=0.0034mm;形状公差T/2=0.0012mm。
图6-7 量规图样的标注
校对量规:制造公差TP=T/2=0.0012mm。
4、量规的技术要求
量规测量部位的材料可用淬硬钢(合金工具钢、碳素工具钢、渗碳钢)或硬质合金等耐磨材料制造,也可在测量面上镀以厚度大于磨损量的镀铬层、氮化层等耐磨材料。
量规测量面的硬度,取决于被检验零件的基本尺寸、公差等级和粗糙度以及量规的制造工艺水平。
量规表面粗糙度值的大小,随上述因素和量规结构型式的变化而异,一般不低于光滑极限量规国标推荐的表面粗糙度数值。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。