Sintering behavior of alumina rich cordierite porous ceramics
- 格式:pdf
- 大小:156.13 KB
- 文档页数:5

含硅氧化铝催化剂英语Silicon-alumina catalysts, also known as silica-alumina catalysts, are widely used in various catalytic reactions due to their excellent catalytic properties, high thermal stability, and good mechanical strength. These catalysts are typically prepared by combining silica and alumina in specific ratios, and then subjecting them to high-temperature calcination to form a homogeneous catalyst support.The catalytic activity of silicon-alumina catalysts is mainly attributed to their unique acid-base properties. Silica and alumina have different acid-base strengths, which can be adjusted by varying their composition and preparation methods. The presence of acidic and basic sites on the catalyst surface promotes the adsorption and activation of reactants, thereby enhancing the rate of catalytic reactions.Silicon-alumina catalysts are widely used inpetrochemical, fine chemical, and environmental protection industries. In the petrochemical industry, they are commonly used for catalytic cracking, isomerization, alkylation, and dehydrogenation reactions. In fine chemical synthesis, they are often used for esterification, dehydration, and hydrogenation reactions. In addition, these catalysts also play an important role in environmental protection, such as for the catalytic combustion of volatile organic compounds (VOCs) and the catalytic reduction of nitrogen oxides (NOx).The preparation of silicon-alumina catalysts involves several key steps, including raw material selection, mixing and grinding, shaping, drying, and calcination. The selection of raw materials is crucial, as it directly affects the physical and chemical properties of the final catalyst. Silica and alumina sources with high purity and uniform particle size are preferred. During the mixing and grinding process, the silica and alumina are uniformly dispersed in a suitable solvent to form a homogeneous slurry. The slurry is then shaped into pellets or extrudates using various molding techniques. The shapedcatalyst is then dried and calcined at high temperatures to remove volatile components and enhance the structural stability of the catalyst.The performance of silicon-alumina catalysts is evaluated based on various parameters such as catalytic activity, selectivity, stability, and regenerability. Catalytic activity is measured by the rate of reaction catalyzed by the catalyst, while selectivity refers to the ability of the catalyst to promote the desired reaction pathway over alternative, unwanted side reactions.Stability indicates the ability of the catalyst to maintain its performance over time and under various operating conditions. Regenerability refers to the ability of the catalyst to be regenerated or reused after being deactivated during the catalytic process.The deactivation of silicon-alumina catalysts can be caused by various factors such as coke deposition, sintering, and poisoning. Coke deposition occurs when carbonaceous species formed during the reaction accumulate on the catalyst surface, blocking active sites and reducingcatalytic activity. Sintering refers to the growth of catalyst particles during high-temperature operations, leading to a decrease in surface area and porosity, whichin turn reduces catalytic activity. Poisoning occurs when harmful species such as sulfur or phosphorus compounds adsorb on the catalyst surface and block active sites.To address these issues, various strategies have been developed to enhance the stability and regenerability of silicon-alumina catalysts. One common approach is to incorporate metal oxides or other promoters into the catalyst to modify its acid-base properties and improve catalytic performance. For example, the addition of transition metal oxides such as platinum, palladium, or nickel can enhance the catalytic activity and selectivity of silicon-alumina catalysts for specific reactions.Another strategy is to design catalyst supports with optimized pore structure and surface area. The pore size and shape of the support affect the distribution of active sites and the accessibility of reactants to these sites. By controlling the pore structure, it is possible to optimizethe catalytic performance of silicon-alumina catalysts for specific reactions.In addition, surface modification techniques such as acid or base treatment can be used to modify the acid-base properties of silicon-alumina catalysts. These treatments can enhance the adsorption and activation of reactants, thereby improving catalytic activity and selectivity.Overall, silicon-alumina catalysts play a crucial role in various catalytic reactions due to their excellent catalytic properties and stability. By optimizing their preparation methods, composition, and surface properties, it is possible to further enhance their performance and expand their applications in various industries.。

超声波化学法制备无机粉体的研究进展李金换,王国文( 陕西科技大学材料科学与工程学院, 咸阳710021摘要随着科技的发展, 合成无机粉体的新方法层出不穷。
近年来,超声化学方法合成无机材料得到了飞速的发展, 引起了科学界越来越多的关注。
本文从超声化学的基本原理和特点出发, 简要介绍了近年来超声化学法在无机粉体合成中的研究进展。
在化学方法的基础之上结合超声波的特色, 在有机溶剂和微乳液中制备无机粉体, 能更好地控制粒子的尺寸和形貌。
关键词超声化学; 空化;无机粉体8化泡崩溃时, 极短时间内在空化泡周围的极小空间中, 将产生瞬间的高温( 5 000K 和高压( 1 800atm及超过1010K/s 的冷却速度, 并伴随强烈的冲击波和时速达400km 的射流及放电发光作用。
由上所述,超声空化伴随的物理效应归纳为4 种: ( 1 机械效应( 体系中的冲击波、冲击流和微射流 ; ( 2 热效应( 体系中的高温、高压和整体的升温 ; ( 3 光效应( 声致发光 ; ( 4 活化效应( 产生自由基。
液体声空化的过程是集中声场能量并迅速释放的过程。
这就为在一般条件下不可能或难以实现的化学反应提供了一种非常特殊的物理环境, 足以使有机物、无机物在空化气泡内发生化学键断裂、水相燃烧和热分解条件, 促进非均相界面之间搅动和相界面的更新, 加速了界面间的传质和传热过程完成, 使很多采用传统方法难以进行的反应得以顺利进行。
一般认为, 声化学反应过程可能发生在三个不同的区域中: ( 1 流体空化泡中; ( 2 在空化泡与液体的气( 汽液界面上; ( 3 发生在空化冲击波传播的流体里。
超声的频率也比较低, 一般小于1MHz,而声强则要求较高, 一般大于(5W/cm2。
影响声化学反应的声学参数很多, 主要包括超声频率、超声强度与声功率、超声辐照时间、超声波形、声场的性质及形状等。
其他影响参数包括温度、大气压强、反应液体等[4,5]。

陶瓷烧结保温英文Ceramic Firing and Thermal InsulationCeramic materials have been an integral part of human civilization for thousands of years, serving a wide range of purposes, from functional household items to intricate works of art. One of the most crucial aspects of ceramic production is the firing process, which not only gives the material its desired strength and durability but also plays a crucial role in its thermal insulation properties.The firing of ceramic materials is a complex process that involves the transformation of raw clay and other mineral components into a hard, durable, and heat-resistant material. During the firing process, the ceramic pieces are subjected to high temperatures, typically ranging from 1000°C to 1400°C, depending o n the specific composition and desired properties of the final product.At the heart of the firing process is the process of sintering, which is the fusion of individual ceramic particles into a cohesive and dense structure. As the temperature increases, the ceramic particles begin to soften and fuse together, creating a strong and rigid material. This process is facilitated by the presence of various mineral components,such as silica, alumina, and fluxes, which act as bonding agents and help to lower the melting point of the ceramic mixture.One of the key factors that determines the thermal insulation properties of a ceramic material is its porosity. During the firing process, the ceramic pieces undergo a series of chemical reactions and physical changes that result in the formation of a porous structure. This porous structure is created by the release of various gaseous compounds, such as water vapor and carbon dioxide, which escape from the ceramic body during the firing process.The presence of these pores in the ceramic material plays a crucial role in its thermal insulation properties. The air trapped within the pores acts as an effective thermal barrier, reducing the transfer of heat through the ceramic material. This makes ceramic materials an excellent choice for a wide range of applications, from building insulation to high-temperature industrial processes.In addition to the porosity of the ceramic material, the specific composition of the ceramic body also plays a significant role in its thermal insulation properties. Certain ceramic formulations, such as those containing high levels of silica or alumina, are particularly effective at resisting the transfer of heat, making them ideal for use in high-temperature environments.The firing process itself can also be tailored to optimize the thermal insulation properties of the ceramic material. By carefully controlling the temperature, heating rate, and duration of the firing process, ceramic manufacturers can create materials with a range of thermal insulation characteristics, depending on the specific needs of the application.One of the key benefits of ceramic materials in terms of thermal insulation is their durability and long-term stability. Unlike other insulation materials, such as fiberglass or foam, ceramic materials are highly resistant to degradation and can maintain their thermal insulation properties for extended periods of time, even in harsh environments.This durability and long-term stability make ceramic materials an attractive choice for a wide range of applications, from building construction to industrial processes. In the construction industry, for example, ceramic tiles and bricks are commonly used as thermal insulation materials, helping to improve the energy efficiency of buildings and reduce heating and cooling costs.In industrial applications, ceramic materials are often used as insulation linings for furnaces, kilns, and other high-temperature equipment. The excellent thermal insulation properties of these materials help to reduce energy consumption, improve processefficiency, and protect workers from the intense heat generated by these industrial processes.Overall, the firing process and the resulting thermal insulation properties of ceramic materials are critical factors in their widespread use and application. By carefully controlling the firing process and the composition of the ceramic body, manufacturers can create materials that are both durable and highly effective at insulating against the transfer of heat, making them an essential component of modern industrial and construction practices.。
6.2.4 Ceramic sinteringHello, everyone, today we are going to talk about ceramic sintering.译文:大家好,今天我们要讲的是陶瓷烧结。
Because of their high melting point, hardness,and brittleness, ceramic components cannot be made by the fabrication routes used with metals and polymers. The Main method for preparing ceramic is Sintering, Feedstock is usually available as a powder. Powder as raw materials would affect the final properties of products, so powder handling and powder processing are required. 陶瓷由于本身高熔点,硬和脆,制备方法与金属和聚合物不同。
主要方法是烧结和粉体喂料方式。
由于粉体为原料可能影响产品最终性能,因此有必要对粉体进行处理。
译文:陶瓷由于本身高熔点,硬和脆,制备方法与金属和聚合物不同。
主要方法是烧结和粉体喂料方式。
由于粉体为原料可能影响产品最终性能,因此有必要对粉体进行处理。
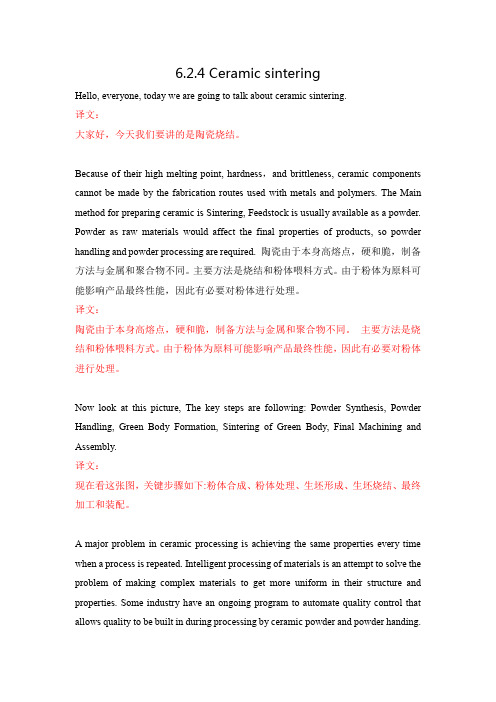
Now look at this picture, The key steps are following: Powder Synthesis, Powder Handling, Green Body Formation, Sintering of Green Body, Final Machining and Assembly.译文:现在看这张图,关键步骤如下:粉体合成、粉体处理、生坯形成、生坯烧结、最终加工和装配。


第21卷第2期装备环境工程2024年2月EQUIPMENT ENVIRONMENTAL ENGINEERING·119·SIMP钢在高温液态铅铋合金中的腐蚀行为高雄,何斌,余磊,汪瑶,刘晓红,胡体刚,蔡振兵*(西南交通大学 摩擦学研究所,成都 610031)摘要:目的研究SIMP钢在不同溶解氧浓度的高温液态铅铋合金中长期浸泡后腐蚀产物的变化规律。
方法在550 ℃静态液态铅铋合金(饱和氧状态和贫氧状态)中对SIMP钢进行500、1 000、2 000、3 500、5 000 h的腐蚀试验。
通过观察腐蚀后试样的表面和截面形貌,进行物化分析,对比不同时间下腐蚀层厚度以及腐蚀产物结构的变化,得出溶解氧浓度和浸泡时间的变化对腐蚀产物的影响规律。
结果在贫氧环境中,SIMP钢的腐蚀类型主要为氧化腐蚀,氧化腐蚀产物具有双层结构,外层为Fe-Cr尖晶石氧化层,内层为富铬氧化物与基体的混合物层;在饱和氧环境,SIMP钢腐蚀产物则具有3层结构,外层为Fe3O4磁铁矿层,中层为Fe-Cr尖晶石氧化层,最内层为富铬氧化物与基体的混合物层。
结论溶解氧浓度和浸泡时间的变化对腐蚀产物的结构和厚度产生了显著影响,SIMP钢在贫氧环境中呈现出优异的耐腐蚀性能。
关键词:SIMP钢;液态铅铋;腐蚀;高温;氧化层;腐蚀产物中图分类号:TG172 文献标志码:A 文章编号:1672-9242(2024)02-0119-10DOI:10.7643/ issn.1672-9242.2024.02.016Corrosion Behavior of SIMP Steel in High Temperature Liquid Lead-bismuth Alloy GAO Xiong, HE Bin, YU Lei, WANG Yao, LIU Xiaohong, HU Tigang, CAI Zhenbing*(Tribology Research Institute, Southwest Jiaotong University, Chengdu 610031, China)ABSTRACT: The work aims to study the change rule of corrosion products of SIMP steel after long-term immersion in high temperature liquid lead-bismuth alloys with different dissolved oxygen concentrations. The corrosion experiments of SIMP steel in 550 ℃static liquid lead-bismuth alloy (saturated oxygen state and oxygen-poor state) were carried out for 500, 1 000, 2 000,3 500 and 5 000 h. By observing the surface and cross-section morphology of the corroded specimens, the physical and chemicalanalysis was conducted, the changes in the thickness of the corrosion layer as well as the structure of the corrosion products at different time were compared, and the effect laws of the changes in dissolved oxygen concentration and immersion time on the corrosion products were derived. In the oxygen-poor environment, the corrosion type of SIMP steel was mainly oxidized corro-sion, and the oxidized corrosion product had a two-layer structure, with the outer layer being the Fe-Cr spinel oxidized layer, and the inner layer being the mixture layer of chromium-rich oxides and the substrate. In the saturated oxygen environment, the corrosion product of SIMP steel had a three-layer structure, with the outer layer being the Fe3O4 magnetite layer, the middle收稿日期:2023-10-18;修订日期:2023-11-21Received:2023-10-18;Revised:2023-11-21基金项目:四川省科技计划项目(2022JDJQ0019,2022ZYD0029),船舶振动噪声重点实验室项目(6142204210707, JCKY2022207CI10)Fund: Sichuan Provincial Science and Technology Program (2022JDJQ0019, 2022ZYD0029),National Key Laboratory On Ship Vibration and Noise Project (6142204210707, JCKY2022207CI10)引文格式:高雄, 何斌, 余磊, 等. SIMP钢在高温液态铅铋合金中的腐蚀行为[J]. 装备环境工程, 2024, 21(2): 119-128.GAO Xiong, HE Bin, YU Lei, et al. Corrosion Behavior of SIMP Steel in High Temperature Liquid Lead-bismuth Alloy[J]. Equipment Environ-mental Engineering, 2024, 21(2): 119-128.*通信作者(Corresponding author)·120·装备环境工程 2024年2月layer being the Fe-Cr spinel oxidized layer, and the innermost layer being the mixture layer of chromium-rich oxides and the substrate. Changes in dissolved oxygen concentration and immersion time significantly affect the structure and thickness of the corrosion products, and SIMP steel shows excellent corrosion resistance in oxygen-poor environments.KEY WORDS: SIMP steel;liquid lead-bismuth; corrosion; high temperature; oxide layer; corrosion products铅铋共晶合金(LBE)因其具有良好的中子学性能、较低的化学活性、良好的传热性、熔点高、沸点低等优点,被认为是加速器驱动系统(ADS)和铅冷快堆等第4代核反应堆冷却剂的主要候选材料之一[1-3]。
摘要氧化铝(Al2O3)是先进结构陶瓷中的典型材料,也是现代社会中应用最广泛的陶瓷材料之一。
Al2O3虽具有高强度、耐高温、耐磨损、耐腐蚀性,绝缘性好等优点,但也像其他陶瓷一样,具有致命的弱点,即本身脆性大,对缺陷十分敏感,韧性低。
这决定了其使用可靠性和抗破坏能力差,制约了其进一步的Al2O3陶瓷的韧性和可靠性,避免发生破坏性的脆性断裂,弄清楚其增韧化的物理机制,是结构陶瓷材料研究工作中的一个热点。
陶瓷的织构化是提高增韧的主要方式之一,但是制备细晶织构氧化铝陶瓷并系统探讨其对力学性能的影响的研究尚未见报道。
本课题以氧化铝为研究对象,采用纳米氧化铝作为基体,结合模板晶粒生长法制备了沿[0001]方向高度择优取向的织构陶瓷,探讨了模板籽晶定向生长的机制,并系统地研究了微观形貌及织构度对氧化铝陶瓷的力学性能的影响规律。
首先采用熔盐法制备形貌可控的、沿[0001]择优取向的片状氧化铝模板,研究了原料种类、熔盐种类、熔盐配比、烧结助剂等因素对片状氧化铝微晶的相结构和微观形貌的影响规律。
研究发现,当用Al2(SO4)3作为原料时所得到的产物为团簇状,而γ-Al2O3为原料可制备成分散良好的薄片。
氯盐作为熔盐所制备的氧化铝产物为块状团聚,而硫酸盐倾向于产生片状单晶。
熔盐比例的增大有利于得到分散性好、粒径大的片状籽晶。
当添加SiO2烧结助剂时,随着烧结助剂含量的增加可以促进片状氧化铝的径向生长,抑制厚度方向生长,从而获得径厚比高达23的片状籽晶。
当采用SiO2和CaO作为烧结助剂时,添加少量时有利于径向生长,含量较多时反而抑制了生长。
其次,采用所制备的模板与粒径为30nm的基体进行混合,添加5vol%的片状模板后,采用模板晶粒生长法(TGG)制备出了沿[0001]择优取向生长的氧化铝织构陶瓷,研究发现,随着烧结温度的升高,陶瓷的织构度逐渐提高。
当烧结温度为1500°C,烧结时间为4h时,制备了取向度为93.6%的氧化铝织构陶瓷。
无机膜特点无机陶瓷膜是从氧化铝、氧化锆、氧化钛等高温烧结而成,具有多孔结构的精密陶瓷过滤材料,多孔支撑层。
过渡层及微孔膜层呈非对称分布,过滤精度:微滤、超滤、纳滤。
陶瓷膜过滤是一种“错流过滤”形式的流体分离过程:原料液在膜管内高速流动,在压力驱动下含小分子的澄清渗透液沿与之垂直方向向外透过膜,含大分子成分的浑浊浓缩液被膜截留,从而使流体达到分离、浓缩、纯化的目的。
无机膜特点1、孔径分布窄、分离效率高、过滤效果稳定。
2、化学稳定性好,耐酸、碱、有机溶剂。
3、耐高温。
可用蒸汽反冲再生和高温消毒灭菌。
4、抗微生物污染能力强,适宜在生物医药领域应用。
5、机械强度大,可高压反冲洗,再生能力强。
6、无溶出物产生,不会产生二次污染,不会对分离物料产生负面影响。
7、分离过程简单,能耗低,操作运转简便。
8、膜使用寿命长。
南京艾宇琦膜科技有限公司,拥有完全自主的无机陶瓷膜生产和应用的知识产权,公司研制开发的多通道管式无机陶瓷微滤、纳滤、超滤膜系列产品,在生物制药、环保废水、食品饮料、油田回注水、化工、油水分离等领域得到了日益广泛的应用。
主要生产多通道陶瓷膜、膜分离成套设备、小型实验设备、中型实验设备、渗透反渗透、纳滤成套设备、超滤膜成套设备、单管组件、多通道组件、污水处理设备、纯净水设备等产品。
艾宇琦秉承“持续发展,科学发展”勇于创新的经营理念,作为现代化企业,以“对人诚恳、互让互利;成就别人、造就自己”为价值观,以“专业精神,服务第一”为服务理念,全心全意为广大客户提供优质服务。
025-******** 150********欢迎新老客户来电咨询。
The characteristics of inorganic membranesInorganic ceramic membrane is evolved from the sintering of alumina, zirconia, titania, with the porous structure of precision ceramic filter material, and a porous support layer. The transition layer and microporous film is non symmetric distribution,Filtration: microfiltration and ultrafiltration and nanofiltration. Ceramic membrane filtration is a "cross flow filtration in the form of fluid separation process: raw material liquid in the membrane tube high-speed flow, under pressure driven with clarification of small molecules permeate along and perpendicular to the direction of the outward through the membrane, containing high molecular composition of the concentrated cloudy liquid by membrane retention, thereby allowing fluid to separation, concentration and purification.The characteristics of inorganic membranes1, narrow pore size distribution, high separation efficiency, the filtering effect is stable.2, good chemical stability, acid, alkali and organic solvent.3, high temperature resistant. Steam regeneration and high temperature sterilization.4, anti microbial contamination ability, suitable for application in the biomedical field.5, high mechanical strength, high pressure backwashing, strong regeneration ability.6, no leachables, will not have two pollution, will not have a negative impact on the separation of material.7, the separation process is simple, low energy consumption, simple operation.The 8 film, long service life.Nanjing AI Yuqi Membrane Technology Co., Ltd., with completely independent of the inorganic ceramic membrane production and application of intellectual property rights, company research and development of multi channel tube type inorganic ceramic micro filtration, nanofiltration, ultrafiltration membrane series products, has been increasingly widely used in the field of bio pharmaceutical, environmental protection wastewater, food and beverage, oilfield reinjection water, chemical, oil and water separation and other. Mainly the production of multi-channel ceramic membrane, membrane separation equipment, a small experimental device, in the pilot scale experiment equipment, osmotic reverse osmosis penetration, nanofiltration equipment, ultrafiltration membrane equipment, single component, multi channel components, sewage treatment equipment, pure water equipment and other products.Ai Yuqi adhering to the "sustainable development, scientific development," bold and innovative business philosophy, as a modern enterprise, to "the people sincerely, mutual accommodation and mutual benefit; the achievements of others, creating their" for the values, to "professional spirit, service first" for the service concept, dedicated to full consciousness for our customers to provide quality service. 025-******** 150******** welcome new and old customers call advisory.。
收稿日期:2000201226. 第一作者:龚茂初,男,1951年生,副教授.联系人:龚茂初.Tel :(028)5416253.基金项目:四川省应用基础研究基金资助项目.Article I D :025329837(2000)0520404203耐高温高表面积氧化铝的制备及性质Ⅱ.La 的添加对硫酸铝铵法制高表面Al 2O 3的影响龚茂初1, 文 梅1, 高士杰1, 章 洁1, 林之恩1, 羊彦衡1,陈耀强1, 许清淮2, 李孝维2, 郑 林2(1四川大学化学学院,成都610064;2四川川化集团公司催化剂厂,成都610301)摘要:采用硫酸铝铵分解法制得γ2Al 2O 3超细粉末,系统研究了以[La (EDTA )]-为浸渍液时,La 组分的添加对所得的Al 2O 3热稳定性的影响.结果表明,La 组分的适量添加可抑制高温下Al 2O 3微孔的烧结和向α相的转变,从而提高氧化铝的热稳定性,使氧化铝在高温下保持较大的比表面积.添加x (La )=1%的样品在1100℃焙烧32h后其比表面积达9810m 2/g.还比较了以La (NO 3)3为浸渍液对硫酸铝铵分解所得的Al 2O 3改性样品热稳定性的影响,发现此时La 的添加未能提高样品的热稳定性.关键词:氧化铝,镧改性,热稳定性,硫酸铝铵中图分类号:O643 文献标识码:A γ2Al 2O 3是一种具有较大比表面积的过渡型氧化铝,它被广泛用作中温化学反应的催化剂载体;高温下由于载体的孔结构烧结,使载体的比表面积明显减小,负载上的活性组分聚集,使催化活性下降.随着催化燃烧和环保催化(如汽车尾气净化)等技术的迅速发展,特别需要载体既具有良好的热稳定性又具有较大的比表面积.因此,迫切需要研究和开发高温下稳定的大比表面积的新型氧化铝.研究结果表明,使用添加物如碱土或稀土元素对氧化铝进行改性,可有效提高氧化铝的热稳定性[1~3].但是,不少研究均以La (NO 3)3为浸渍液对商品氧化铝载体进行改性,以研究La 元素的添加对Al 2O 3热稳定性的影响[4,5].本文用硫酸铝铵分解法制得γ2Al 2O 3,并以[La (ED TA )]-为浸渍液对其进行改性,详细研究了La 元素的添加对氧化铝热稳定性的影响.同时,初步比较了以La (NO 3)3与[La (ED TA )]-为浸渍液所得样品的差异.1 实验部分1.1 样品的制备 将硫酸铝铵置于管式电炉中,在1050℃分解1h ,制得γ2Al 2O 3粉末.用浸渍法制备La 改性Al 2O 3样品:向配制好的一定浓度的[La (ED TA )]-溶液中,加入一定量的上述γ2Al 2O 3粉末,室温下浸渍24h ,所得样品于55℃水浴蒸干后,再于管式炉中程序升温至500℃制得La 改性氧化铝.用相同方法以La (NO 3)3为浸渍液制得含La 的氧化铝样品.1.2 样品的表征 将上面制得的γ2Al 2O 3及La 改性氧化铝分别在管式炉中于1100℃焙烧32h 后,考察它们的性能.用美国美旺・麦可尔公司ASAP 2010型比表面积测定仪测定样品的比表面积、孔容及孔径分布.样品预先在300℃下抽空处理2h ,以N 2为吸附质,在-196℃下进行测量.XRD 用日本理学D/max 2γA 型X 射线衍射仪进行测定,使用Cu K α射线,仪器条件为50kV ,180mA ,由此测得Al 2O 3的晶相结构.用日本电子公司TEM 2100CX 型透射电子显微镜测定Al 2O 3粉末的颗粒形貌与大小.用XSAM 800型电子能谱仪测定Al 2O 3表面的原子富集状况,X 射线源为Al K α,功率为260W.2 结果与讨论2.1 硫酸铝铵分解制得的γ2Al 2O 3的物相 XRD分析结果表明,硫酸铝铵已完全转化为γ2Al 2O 3.此γ2Al 2O 3的比表面积为170m 2/g.为了对比,将硫酸铝铵在1100℃下焙烧32h后,样品的比表面积为106m 2/g.该样品的TEM 照片(图略)表明,样品中有大块晶粒存在,但绝大部分晶粒细小.这说明由硫酸铝铵分解所得的γ2Al 2O 3晶粒细小,在1100℃焙烧过程中,晶粒长大第21卷第5期 Vol.21No.5催 化 学 报Chinese Journal of Catalysis2000年9月 September 2000缓慢,难以形成大块晶粒,从而导致其比表面积缓慢减小.为了同加La样品作对比,将由硫酸铝铵分解制得的γ2Al2O3粉末用水浸渍后再干燥,然后压片,在1100℃下焙烧32h,测得样品的比表面积只有1716m2/g.电镜分析结果(图略)表明,样品的晶粒已完全长大.可以认为,压片后,γ2Al2O3粒子间靠得紧密,导致高温焙烧时微孔易烧结;另外,压片后进行焙烧时保护气不能充分进入样品内部,使水蒸气不能及时被赶出,导致γ2Al2O3粉末易烧结,比表面积减小.2.2 La(N O3)3浸渍液对γ2Al2O3热稳定性的影响 用La(NO3)3及[La(ED TA)]-为浸渍液制得的La改性氧化铝样品的比表面积、单点总孔容和平均孔径结果见表1所列.表1 不同La浸渍液对超细γ2Al2O3孔性质的影响Tabe1 E ffect of impregnation solution on propertiesof ultrafineγ2Al2O3Impregnationsolutionx(La)/%A/(m2/g)V/(cm3/g)d/nm[La(EDTA)]-198.00.4579.34La(NO3)3111.50.019 6.75[La(EDTA)]-275.50.3679.73La(NO3)3211.60.0247.36The samples were calcined at1100℃for32h. 由表1可见,浸渍La(NO3)3的样品的比表面积和孔容都远低于浸渍[La(ED TA)]-的样品.将浸渍1%La(NO3)3与浸渍1%[La(ED TA)]-的样品的TEM照片(图略)进行对比,发现前者已成大晶粒,孔数目极少.XRD分析(图略)结果表明,添加1%La(NO3)3的样品的物相为α2Al2O3相和LaAlO3相,说明La(NO3)3的浸渍没有起到抑制Al2O3向α相转变的作用.综上所述,用La(NO3)3作浸渍液,对硫酸铝铵分解所得γ2Al2O3进行改性,未起到提高样品的热稳定性的作用.2.3 [La(E DTA)]-浸渍液对γ2Al2O3热稳定性的影响 以[La(ED TA)]-为浸渍液,不同La添加量的改性氧化铝样品的孔结构性质见表2所列.由表2可见,La组分的加入可明显提高Al2O3的热稳定性.随着La添加量的增多,其比表面积和单点总孔容和平均孔径均逐渐增大;当La添加量为1%时,样品的比表面积和单点总孔容达最大值,此后又逐渐减小;而样品的平均孔径则在La添加量为2%时达到最大,此后又减小.表2 [La(EDTA)]-添加量对样品孔性质的影响Table2 E ffect of[La(EDTA)]-content onpore structure of the samplesx(La)/%A/(m2/g)V/(cm3/g)d/nm 017.60.030 3.430.518.80.047 5.031.098.00.4579.342.075.50.3679.735.024.00.064 5.38The samples were calcined at1100℃for32h.不同La添加量的样品的孔径分布见图1.可以看出,图1(3)和(4)样品的孔容明显高于其它样品,并具备较好的孔结构,其孔径最可几分布为8nm 左右,而且微孔和大孔都很少.其它样品不仅总孔容小,而且孔以大孔及微孔居多,这些样品都没能有效抑制孔的烧结,从而使样品的热稳定性降低.图1 La含量对样品孔径分布的影响Fig1 E ffect of La content on pore distribution of thesamples calcined at1100℃for32hx(La)/%:(1)0,(2)0.5,(3) 1.0,(4) 2.0,(5) 5.0图2 不同La含量样品的XR D谱Fig2 XRD patterns of the samples calcinedat1100℃for32hx(La)/%:(1)0,(2)0.5,(3) 1.0,(4) 2.0,(5) 5.0综上所述可以看出,La的适量添加可改善样品的孔结构,抑制高温下微孔的烧结,从而使氧化铝具有良好的热稳定性.但La添加过多或过少都不504第5期龚茂初等:耐高温高表面积氧化铝的制备及性质 Ⅱ.好,La添加量为1%时样品的热稳定性最好.各样品的XRD谱见图2.可见,图2(1)样品完全为α2Al2O3相;图2(2)样品除少量的θ2Al2O3相外,基本上也是α2Al2O3相;图2(3)样品则完全是δ2Al2O3相;图2(4)样品除δ2Al2O3相外还有La2β2 Al2O3相形成;图2(5)样品则除少量La2β2Al2O3相外,主要是LaAlO3相.以上结果表明,La添加量为1%时明显抑制了氧化铝向α相的转变.将La添加量为1%和5%的样品进行XPS分析(图略),结果表明:前者的La3d5/2结合能为835126eV,La的表面原子分数为117%;后者的La3d5/2结合能为835122eV,La的表面原子分数为317%.以上两样品的La3d5/2结合能介于835~836eV之间,是标准的“高分散相”状态的镧[5].但是,表面La原子含量过多或过少都不好,表面La含量在2%左右可较好地稳定表面孔结构.若La含量过少,不能抑制氧化铝表面氧原子的迁移和向α2 Al2O3相转变;若过多量的La覆盖于Al2O3表面,则一方面可使样品表面的微孔堵塞,另一方面因LaAlO3的生成可使样品的比表面积减小.另外,La 添加量为5%的样品表面La含量(317%)低于浸渍量(510%),表明体相中La含量高,因此有较多的La与Al2O3反应生成LaAlO3.这是图2(5)样品中LaAlO3相较多的重要原因.不同La添加量的样品的TEM分析结果(图略)表明,图2(1)和(5)样品主要由大晶粒组成,而图2(3)样品的晶粒比较细小,说明La的适量添加可抑制氧化铝晶粒的长大,从而使样品的比表面积和孔容在高温下保持较高的水平.以[La(ED2 TA)]-为浸渍液对硫酸铝铵分解所得γ2Al2O3进行改性时,La组分的适量添加可大大提高Al2O3的热稳定性,其中添加1%La的样品的效果最佳;同时, La元素的适量添加可抑制高温下氧化铝微孔的烧结和向α2Al2O3相的转变,从而使氧化铝的热稳定性提高,在高温下能保持较大的比表面积.参考文献1 Machida M,Eguchi K,Arai H.J Catal,1987,103(2): 3852 Schaper H,Doesburg E B M,van Reijen L L.A ppl Catal,1983,7(2):2113 K ato A,Y amashita H,K awagoshi H et al.J A m Ceram Soc,1987,70(7):C1574 Beguin B,G arbowski E,Primet M.A ppl Catal,1991,75(1):1195 Haack L P,Peters C R,deVries J E et al.A ppl Catal A, 1992,87(1):103Preparation Chemistry of Alumina with Large Surface Areaand High T emperature StabilityⅡ.Effect of La on Al2O3Prepared by Decompositionof Aluminium Ammonium SulfateGON G Maochu1,WEN Mei1,GAO Shijie1,ZHAN G Jie1,L IN Zhi’en1,YAN G Yanheng1,CHEN Yaoqiang1,XU Qinghuai2,L I Xiaowei2,ZHEN G Lin2(1The Faculty of Chemist ry,Sichuan U niversity,Chengdu610064,China;2Catalyst Factory,Chemical Engineering Com pany of Sichuan,Chengdu610301,China)Abstract:Ultrafine powderγ2Al2O3was prepared by decomposition of aluminium ammonium sulfate.The effect of La additive on the thermostability of alumina was studied when it had been impregnated with solu2 tion of[La(EDTA)]-complex.The addition of La led to the alumina exhibiting good thermostability and large surface area at high temperature.The thermostability of alumina was improved owing to the inhibition of sintering of micropore and phase transition toα2Al2O3.The result showed that the surface area of alumina with x(La)=1%was9810m2/g after calcination at1100℃for32h.The thermostability of alumina im2 pregnated with La(NO3)3solution was also investigated,and in this case,the addition of La had no positive effect on the thermostability of alumina.K ey w ords:alumina,lanthanum modification,thermostability,aluminium ammonium sulfate(Ed WGZh) 604催 化 学 报第21卷。
1) magnesia brick rich in CaO镁钙砖例句:Reviews the experiment that ladle liner is built by no firing Aluminum-magnesium-carbon Fireproof Bricks instead of tar steamed clay bricks.介绍了用不烧铝镁钙砖取代焦油煮粘土砖砌筑钢包衬的实验。
In the case of using no firing Aluminum-magnesium-carbon, without infusing, the operation of boiling tar can be eliminated, and no pollute occur.同时使用不烧铝镁钙砖筑包衬时不需浸渍沥清,可减少油煮程序,不污染环境。
Comparison of slag corrosion resistance of MgO-CaO-C bricks prepared using fused doloma or sintered doloma低钙电熔镁钙砂与高钙烧结镁钙砂制备的MgO-CaO-C砖抗渣性对比Effect of synthesis process of doloma clinker on corrosion resistance of MgO-CaO brick镁钙砂的合成工艺对MgO-CaO砖抗侵蚀性的影响Influence of different magnesia-calcia clinkers on slag resistance of MgO-CaO-C brick不同类型镁钙砂对MgO-CaO-C砖抗渣性的影响Magnesia and magnesia-silica refractory bricksGB/T2275-1987镁砖及镁硅砖Influence of addition way of fused magnesia-calcia on slag resistance property ofMgO-CaO-C brick电熔镁钙砂的加入方式对MgO-CaO-C砖抗渣性能的影响Study and Application of Recycled MgO-C and Al_2O_3-MgO-C Bricks再生铝镁碳砖及镁碳砖的研究和应用dolomite-magnesite brick白云石-镁质耐火砖unfired brick of magnesite or chrome magnesite菱镁土或络镁矿物制未焙烧砖Sales : magnesia, magnesia brick, Meitanzhuan, bottom material, a special material that is not stereotypical fire-proof material, the light burning powder, steel.销售:镁砂,镁砖,镁碳砖,炉底料,捣打料,不定型耐火材料,轻烧粉,钢材。
Materials Chemistry and Physics67(2001)146–150Sintering behavior of alumina rich cordierite porous ceramicsT.D.Senguttuvan∗,H.S.Kalsi,S.K.Sharda,B.K.DasSpecial Ceramics Group,Electronic Materials Division,National Physical Laboratory,New Delhi110012,IndiaAbstractPorous ceramics are increasingly becoming important in particulate gasfiltration.They are an effective alternative to the honeycombed structure in the case of diesel engines.Porous ceramics are made by infiltrating ceramic slurry into a polymeric sponge followed by drying and heating to burn out the polymeric sponge and obtain a ceramic sponge with large open porosity.In this paper we report optimized drying and sintering conditions for alumina cordierite porous ceramics.The microwave drying time ranging from5–30min depending on the power and the amount of loading.The shapes of the object was maintained in most of the structures.The sintering temperature was optimized around1380◦C.These results were analyzed using XRD data and SEM micrographs.©2001Published by Elsevier Science B.V. Keywords:Porous ceramics;Alumina;Cordierite;Sintering;Microwave1.IntroductionPorosity is the main cause for reduction in mechanical properties of ceramic and brittle solids.These class of ceram-ics are essential for many industries where high permeability, high surface area,and insulating characteristics are required. The search for porous ceramics with good mechanical strength has stimulated the development of several technolo-gies.There are many applications of porous ceramics:filters for diesel emission,filters for molten metals,devices where chemical durability and permeability are required at high temperature.[1,2].The properties of porous ceramics greatly depends on pore morphology,size and distribution.This in turn depends on the processing steps involved.Porous ceramics are generally prepared by the polymer-sponge method,foaming method or by the gel casting method.[3,4] With increased environmental awareness particulate emission standards have been tightened to achieve particu-late emission as low as0.13mg/Wh in diesel engines.Some attempts have been made to use the honeycombed structures to reduce the particulate emission in diesel engines.Such honeycombedfilters have cell density of15–30cells cm−2, wall thickness of0.30mm and porosity of50–80%.Ceramic materials tried for suchfilters were cordierite and mullite. Filtration efficiency varies from60to80%for suchfilters. Alternatives to the honeycombed structure are ceramic foam and ceramic spongefilters.Ceramic foams have been made by adding a foamable organic substance to the green ce-ramic body which foams up during sintering.However,ce-ramic foam has high closed porosity and a not so high open ∗Corresponding author.porosity required for particulatefiltration.Therefore,foam ceramicfilters do not have highfiltration efficiency although they have high porosity.On the other hand,ceramic sponge has been made by infiltrating ceramic slurry into a polymeric sponge followed by drying and heating to burn out the poly-meric sponge and obtain a ceramic sponge with large open porosity.Due to the large open porosity present and the sim-ple method of fabrication,these reticulate sponge ceramics have become an attractive alternative to honeycombed ce-ramics as a particulatefilter and catalytic converter.Besides automotive applications,since such porous ceramicfilters have a highfiltration efficiency of>95%for particles as small as0.1m,they have been also found to be specially suitable(when made using SiC)forfiltering hot industrial gases coming out of incinerators andfluidized bed combusti-on chamber.One of the main problems facing these particula-tefilters is the clogging of thefilter due to soot deposition and concomitant reduction in thefilter efficiency and increase in back pressure and to withstand thermal shock. In this paper,we examine the process property rela-tionship of alumina rich cordierite ceramics prepared by polymer-sponge method.2.Experimental2.1.Description of slurry infiltration processA typical slurry infiltration method is shown in the sponge ceramic fabrication process sheet(Fig.1)which is used to produce sponge ceramics.It can produce ceramics with both close and open cell porosity.We have mainly used this0254-0584/01/$–see front matter©2001Published by Elsevier Science B.V. PII:S0254-0584(00)00432-6T.D.Senguttuvan et al./Materials Chemistry and Physics67(2001)146–150147Fig.1.Sponge ceramic fabrication process. polymeric sponge infiltration method.It involves unit pro-cesses such as preparation of the slurry,selection of sponge, immersion of the sponge,drying and sintering.2.2.Preparation of ceramic slurryThe basic slurry is made up offinely divided ceramic particles,water and additives.The particle chosen depends on the particular application and the desired properties of thefinal product.Ceramic materials used to make reticulate structures for varieties of applications are zirconia,mullite, talc,silica,alumina,magnesia,cordierite and calcined clays. Typically,the ceramic particles are<45m in size.Water is most often used as the carrier in the slurry.The amount of water can range from10to50%of total weight of the slurry.Apart from powder and water,other additives such as binders,rheological agent,anti foaming agents,flocculating agents and anti-setting agents are added.They are ball milled or attrition milled depending on the need and properties of thefinal slurry.2.3.Selection of spongePolymeric sponge is selected on the basis of porosity,pore size,resiliency and volatility.Pore size of the foam decides the pore size of thefinally formed ceramics.Resiliency is required to achieve thefinal shape of the ceramics product. V olatility is required to burn off the base material.Typically, the pore size requirements are2–25pores/linear cm.The best suitable organic material amongst the usually used ones such as polyurethane,cellulose,polyvinyl chloride,polystyrene and latex is polyurethane.This is due to its high softening temperature.2.4.Immersion of the spongeOnce the polymeric sponge has been selected and the ce-ramic slurry prepared,the next step is to impregnate the sponge with the slurry.Typically,the sponge is compressed to remove air and then it is immersed in the slurry and al-lowed to expand.This process is repeated to achieve desired ceramic loading.2.5.DryingAfter the desired loading,the infiltrated sponge is dried. Drying can be done in air,oven or by microwave heating[5]. Air drying typically takes between8–24h.During this time there is a possibility of deshaping of the green body.Oven drying takes around15min to6h and here also the possi-bility of deshaping is difficult to avoid.Whereas microwave drying takes around5–30min depending on the power and the amount of loading,the shapes of the object is maintained in most of the structures.2.6.SinteringSintering is carried out in two steps.Thefirst step is to burn out the organics from the slurry slowly and it is carried out by heating them in air in temperature ranging from350to 800◦C.The second step is densification of ceramics network by sintering.In the sintering stage,controlled heating is required to prevent the collapse of sponge ceramic frame. This is achieved by having different temperature schedules. Sintering in general is carried out in the temperature range 1000–1700◦C depending on the ceramic material.3.Results and discussion3.1.Development of new composition of cordierite ceramic In order to achieve the much needed thermal shock resis-tance,a high alumina cordierite composition was evolved. Starting from high silica composition58mol%SiO2, 23mol%MgO and18mol%Al2O3,high alumina47mol% SiO2,23mol%MgO and30mol%Al2O3cordierite com-position was developed.The new ceramic composition of cordierite was developed using ball clay,alumina and talc as starting raw materials.The IR studies on these samples processed at various temperatures shows IR peaks corre-sponding to SiO2(1110,820,500cm−1),MgO(500cm−1) and Al2O3(870,680,600,500cm−1).We observe,the peaks become well defined beyond1300◦C.Fig.2shows the IR spectra of samples processed at various temperatures viz.1300◦C(A2),1200◦C(A3),800◦C(A4)and air dried (A5).The new composition required sintering to be done at1320–1380◦C for duration up to6h.The X-ray studies (Fig.3)revealed that all peaks corresponding to cordierite148T.D.Senguttuvan et al./Materials Chemistry and Physics 67(2001)146–150Fig. 2.The IR spectra of samples processed at various temperatures namely,1300◦C (A2),1200◦C (A3),800◦C (A4)and air dried(A5).Fig.3.The XRD pattern of new cordierite composition showing various (h k l )peaks due to the cordierite phase.were observed in these compositions but the peaks were found shifted to higher ‘d ’values.This may be due to the formation of alumina rich cordierite phase.Table 1gives (h k l )values of the observed peaks in order of intensity ratios (I :I 0)corresponding to various compositions.To use these materials for fabrication of filter candles,it is essential to study the true density of the sintered ceramicTable 1The (h k l )values of XRD peaks observed for various cordierite ceramic compositions investigated Composition in (mol%)(h k l )values of the peaks observed in XRD in decreasing order of I /I 0SiO 2MgO Al 2O 3562718112202222311582318110311222202463518110311112202472330222112202311Table 2Density and sintering temperature for new cordierite composition Sintering temperature (◦C)True density (g cm −3)1320 2.451340 2.491360 2.4913802.50as it determines the strength of the porous body.The true density was measured by crushing the sintered porous body and measuring the powder density using a specific gravity bottle.Our objective here was to obtain the best possible true density.The true density versus the sintering tempera-ture is given in Table 2.From the table,it can be concluded that a true density of 2.5g cm −3was achieved when the sin-tering temperature was in the range 1340–1380◦C.Beyond 1380◦C,the ceramic body started melting.These studies were also substantiated by the XRD studies which showed the presence of alumina rich cordierite phase at all sintering temperatures.3.2.Optimization of slurry infiltration process3.2.1.Water content of slurryAfter standardizing the composition,our next objective was optimization of the slurry infiltration process.The pro-perties under observations were viscosity of the slurry and penetrability.Low viscosity slurries could easily penetrate the foam stencil but are difficult to be retained in the pores of the foam stencil.These low viscosity slurries gave rise to the deformity in the candle filter.While high viscosity slurries could give a better shape,it was difficult to infiltrate the foam stencil with them.The water to material content in the slurries determined the viscosity of the slurries.Water content in the slurry was decided based on the ease of in-filtration and observed distortion after drying.It was found that,without any rheological agents,the infiltration was dif-ficult for all slurry compositions whose water to solid con-tent was more than 1:1.For water to solid content beyond 1.2:1,distortions in the samples were observed.Observa-tions on the various solid contents are tabulated in Table 3.Table 3Effect of water content of the slurry on distortion Ratio of water to solid content in slurry Remarks0.6:1Slurry too thick for infiltration 0.7:1Slurry too thick for infiltration0.8:1Slurry thick,but infiltration occurred0.9:1Easy infiltration,no distortion after drying 1.0:1Easy infiltration,no distortion after drying 1.1:1Easy infiltration,no distortion after drying 1.2:1Infiltration occurred,but distortion present 1.3:1Infiltration occurred,but distortion presentT.D.Senguttuvan et al./Materials Chemistry and Physics 67(2001)146–150149Table 4Effect of loading of sponge during infiltration a Loading of sponge (g cm −3)Green porosity (%)Remarks 1.7565Oval distortion 1.5070No ovality 1.3575No ovality 1.0080No ovalityaWater to solid ratio in the slurry =1:1.True density of cordierite =2.5g cm −3.When 0.1%of tetra sodium di-phosphate was added to the slurry,we were able to achieve distortion free samples for water to solid ratio in the range 0.8:1.3.2.2.Weight of slurry infiltratedFabricating the components,using the slurry infiltration process,it was found that there was considerable distortion of the component during drying of the infiltrated sponge.This made it difficult to assemble the filter assembly from sintered sponge body.The next parameter examined was the amount of ceramic slurry loading in the sponge.Effect of ce-ramic loading of the slurry,method of pressing of the sponge during and after infiltration and rate of temperature rise dur-ing drying were the various parameters studied.The weight of slurry infiltrated per unit volume of the sponge given (loading of the sponge)in units of g cm −3was an important experimental variable.This was affected by the method of pressing the sponge inside the slurry during infiltration and after infiltration and number of repeated infiltrations carried out.The weight of slurry infiltrated also determined the dis-tortion after drying besides a host of other properties like porosity,permeability and fracture strength.It was found that the ovality of the dried product depended critically on the loading as shown in Table 4.Ovality also depended on the rate of heating of the porous body.It has been found that the ovality of the processed sponge was inevitable in drying conditions in the oven.They were avoided by going in for slow drying to the tune of 3–4h.However,microwave dry-ing has given us the best results.We have used microwave drying using a domestic microwave oven operated at 800W power for a time of 10min to get the best results.Select-ing a sponge with higher strength can also reduce ovality.They were found to have greater pore size leading to low strength in the finally sintered body.It was found that load-ing of the sponge was independent of the size and shape ofTable 5Effect of sintering temperature on density,porosity and gas permeability a Sintering temperature (◦C)Sintered density (g cm −3)Porosity (%)Permeability (m 2Mpa −1s −1)13200.70471.8 6.9313400.69472.8 6.9713600.67572.97.1113800.69772.126.73aSponge loading =1.5g cm −3.Table 6Effect of loading on crushing strengthLoading ofsponge (g cm −3)Sintered density (g cm −3)Porosity (%)Crushingstrength (MPa)1.000.42982.750.641.350.58776.50 2.61.500.68372.98 3.811.750.79068.455.09Table 7Effect of sintering temperature on crushing strength a Sinteringtemperature (◦C)Sintered density (g cm −3)Porosity (%)Crushingstrength (MPa)13200.79568.2 4.9413400.79568.2 5.0013600.79068.4 4.9213800.79068.44.95aSponge loading =1.7g cm −3.the sponge.For a given type of the sponge,we have tried to load 25mm thick polyurethane foam as well as 90mm polyurethane foam and we found that the results were simi-lar to what has been observed in 25mm thick foam.The dif-ference between them was in the duration of heating in the microwave drier.It requires around 30min to dry the 90mm size completely.Rate of heating in the microwave was not varied since the power into the microwave oven could not be varied.3.2.3.Effect of sintering temperatureIt was found that sintering temperature did not have sig-nificant effect on the porosity,density,permeability or frac-ture strength of the samples.This is illustrated for a sponge loading of 1.5g cm −3for density and permeability in Ta-ble 5.The conclusion was equally true for all other sponge loadings.All measurements were averaged over two sam-ples for each set of experimental variables.3.2.4.Crushing strength studiesTable 6gives the variation of crushing strength with load-ing of the sponge.Crushing strength of 3MPa could be ob-tained in loading of more than 1.50g cm −3.The crushing strength was found to be independent of sintering tempera-ture within experimental error in the range of 1320–1380◦C as shown in Table 7.150T.D.Senguttuvan et al./Materials Chemistry and Physics 67(2001)146–150Table 8Effect of loading on density,porosity and gas permeability Loading ofsponge (g cm −3)Sintered density (g cm −3)Porosity (%)Permeability (m 2MPa −1s −1)1.000.42982.7510.171.350.58776.508.691.500.68372.987.211.750.79068.456.33Fig.4.The SEM micrograph of porous cordierite fabricated.Please note the interconnected pores size 20–40m.3.2.5.Optimization based on gas permeabilityEffect of loading the sponge during infiltration on the sin-tered density,porosity and gas permeability were studied.The loading greatly affected these properties as shown in Table 8.The results are average over eight samples.All samples satisfied the requirement of gas permeability of 5m 2MPa −1s −1.Porosity of 70–80%could be achieved in the range of loading studied.The analysis of our sample reveled a linear dependance of porosity with permeability.The pore size and the number of pores in the porous boobies were analyzed by SEM micrographs.They are shown in Fig.4.4.ConclusionsIn conclusion,it can be said that one of the material pro-cess parameters for fabricating porous sponge cordierite ce-ramic has been optimized to get the desired combination of porosity,gas permeability and crushing strength.A good quality ceramic sponge was obtained when 46mol%SiO 2,36mol%MgO and 18mol%Al 2O 3was ball milled with 1:1weight proportions of water and the sponge was infiltrated to a loading of 1.5g cm −3,dried in microwave oven with 800W power for 10min/30min and sintered at 1380◦C.References[1]L.M.Sheppard,Porous ceramics:processing and applications,Ceram.Trans.31(1993)3–23.[2]D.-M.Liu (Ed.),Porous ceramics materials,Trans.Tech.Publication,Switzerland,1996.[3]J.Saggio-Woyansky,C.E.Scoot,Am.Ceram.Soc.Bull.71(1992)1674–1682.[4]P.Sepulveda,Am.Ceram.Soc.Bull.76(1997)61–65.[5]D.K.Agarwal,Cu.Opt.Solid-State Mater.Sci.3(1998)480–485.。