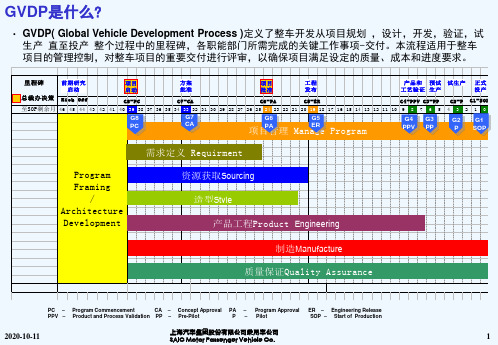
GBD-4 Project 定义
- 格式:ppt
- 大小:837.00 KB
- 文档页数:50

泊洛沙姆124标准-概述说明以及解释1.引言1.1 概述泊洛沙姆124标准(Poloshom 124 Standard)是一项旨在规范和统一软件开发过程的国际标准。
该标准的起初目的是为了解决软件开发过程中的一系列问题和挑战,以提高软件质量和开发效率。
随着软件行业的快速发展和普及,软件开发过程变得越来越复杂和庞大。
不同项目、不同团队间的协作、沟通及管理也变得越来越困难。
在这种背景下,泊洛沙姆124标准的出现填补了软件开发领域的空白,并且为软件工程师们提供了一套统一的指导原则和方法。
泊洛沙姆124标准的主要目标是促进软件开发过程的可控性、可预测性和可测量性。
通过明确定义软件开发的各个阶段、活动和工件,并提供相应的工具和技术支持,该标准使软件开发团队能够更好地规划、执行和监控整个开发过程。
此外,泊洛沙姆124标准的引入还有助于提高软件产品的质量和用户满意度。
标准要求软件开发人员在每个开发阶段都进行充分的测试和验证,以确保软件的稳定性、安全性和性能。
通过遵循泊洛沙姆124标准,软件开发团队能够更好地控制和管理风险,并及时发现和解决潜在的问题,从而提供可靠和高品质的软件产品。
总之,泊洛沙姆124标准在软件开发领域具有重要的意义和作用。
它为软件开发过程提供了一套规范和方法,以提高开发效率、保障软件质量,并促进软件行业的健康发展。
未来,随着技术的不断进步和软件开发领域的不断演变,泊洛沙姆124标准也将不断发展和完善,以适应新的需求和挑战。
1.2文章结构1.2 文章结构本文将按照以下结构来展开对泊洛沙姆124标准的介绍和解析:第二节是正文部分,主要包括泊洛沙姆124标准的定义和背景,以及其主要内容和要点。
在这一部分,我们将详细介绍泊洛沙姆124标准的来龙去脉,并探讨其制定的背景和意义。
通过深入解析其主要内容和要点,我们将帮助读者更好地理解该标准的核心要求和适用范围。
第三节是结论部分,我们将重点探讨泊洛沙姆124标准的应用和意义。


三角形中的特殊模型-燕尾(飞镖)型、风筝(鹰爪)模型 近年来各地考试中常出现一些几何导角模型,该模型主要涉及角度的计算(内角和定理、外角定理等)。
熟悉这些模型可以快速得到角的关系,求出所需的角。
本专题就燕尾(飞镖)型、风筝(鹰爪)模型进行梳理及对应试题分析,方便掌握。
模型1、“飞镖”模型(“燕尾”模型)图1 图2 条件:如图1,凹四边形ABCD ; 结论:①BCD A B D ∠=∠+∠+∠;②AB AD BC CD +>+。
条件:如图2,线段BO 平分∠ABC ,线段OD 平分∠ADC ; 结论:∠O =12(∠A +∠C )。
飞镖模型结论的常用证明方法:例1.(2023·重庆·八年级专题练习)请阅读下列材料,并完成相应的任务: 有趣的“飞镖图”如图,这种形似飞镖的四边形,可以形象地称它为“飞镖图”.当我们仔细观察后发现,它实际上就是凹四边形.那么它具有哪些性质呢?又将怎样应用呢?下面我们进行认识与探究:凹四边形通俗地说,就是一个角“凹”进去的四边形,其性质有:凹四边形中最大内角外面的角等于其余三个内角之和.(即如图1,∠ADB=∠A+∠B+∠C )理由如下:方法一:如图2,连接AB,则在△ABC 中,∠C+∠CAB+∠CBA=180°,即∠1+∠2+∠3+∠4+∠C=180°,又∵在△ABD 中,∠1+∠2+∠ADB=180°,∴∠ADB=∠3+∠4+∠C,即∠ADB=∠CAD+∠CBD+∠C.方法二:如图3,连接CD 并延长至F,∵∠1 和∠3 分别是△ACD 和△BCD 的一个外角,. . . . . .大家在探究的过程中,还发现有很多方法可以证明这一结论,你有自己的方法吗?任务:(1)填空:“方法一”主要依据的一个数学定理是;(2)探索:根据“方法二”中辅助线的添加方式,写出该证明过程的剩余部分;(3)应用:如图4,AE 是∠CAD 的平分线,BF 是∠CBD 的平分线,AE 与BF 交于G,若∠ADB=150°,∠AGB=110°,请你直接写出∠C 的大小.【答案】(1)三角形内角和定理(或三角形的内角和等于180°);(2)见解析;(3)70°【分析】(1)根据三角形内角和定理,即可求解;(2)根据三角形外角的性质可得∠2+∠A,∠3=∠4+∠B,从而得到∠1+∠3=∠2+∠A+∠4+∠B,即可求证;(3)由(2)可得:∠ADB=∠CAD+∠CBD+∠C,∠AGB=∠CAE+∠CBF+∠C,从而得到∠CAE+∠CBF=110°-∠C,∠CAD+∠CBD=150°-∠C,再由AE 是∠CAD 的平分线,BF 是∠CBD 的平分线,可得150°-∠C=2(110°-∠ C),即可求解.【详解】(1)解:三角形内角和定理(或三角形的内角和等于180°)(2)证明:连接CD 并延长至F,∵∠1 和∠2 分别是△ACD 和△BCD 的一个外角,∴∠1=∠2+∠A,∠3=∠4+∠B,∴∠1+∠3=∠2+∠A+∠4+∠B ,即∠ADB=∠A+∠B+∠ACB ;(3)解:由(2)得:∠ADB=∠CAD+∠CBD+∠C ,∠AGB=∠CAE+∠CBF+∠C ,∵∠ADB=150°,∠AGB=110°,∴∠CAD+∠CBD+∠C=150°,∠CAE+∠CBF+∠C=110°,∴∠CAE+∠CBF=110°-∠ C ,∠CAD+∠CBD=150°-∠C ,∵AE 是∠CAD 的平分线,BF 是∠CBD 的平分线,∴∠CAD =2∠CAE ,∠CBD=2∠CBF ,∴∠CAD+∠CBD=2(∠CAE+∠CBF ),∴150°-∠C=2(110°-∠ C ),解得:∠C=70°.【点睛】本题主要考查了三角形的内角和定理,三角形外角的性质,有关角平分线的计算,熟练掌握三角形内角和定理,三角形的一个外角等于与它不相邻的两个内角的和是解题的关键. 例2.(2023·成都市·七年级专题练习)如图,BE 平分ABD ∠,CF 平分ACD ∠,BE 与CF 交于点G ,若140BDC ∠=︒,100BGC ∠=︒,则A ∠=( )A .80°B .75°C .60°D .45°【答案】C 【分析】连接,BC 先求解,DBC DCB ∠+∠ 再求解,GBC GCB ∠+∠ 可得,GBD GCD ∠+∠ 再利用角平分线的定义可得:,ABD ACD ∠+∠ 从而可得:,ABC ACB ∠+∠ 再利用三角形的内角和定理可得A ∠的大小.【详解】解:连接,BC 140,BDC ∠=︒ 18014040,DBC DCB ∴∠+∠=︒−︒=︒100,BGC ∠=︒ 18010080,GBC GCB ∴∠+∠=︒−︒=︒40,GBD GCD GBC GCB DBC DCB ∴∠+∠=∠+∠−∠−∠=︒BE 平分ABD ∠,CF 平分ACD ∠,()280,ABD ACD GBD GCD ∴∠+∠=∠+∠=︒+8040120,ABC ACB ABD ACD DBC DCB ∴∠+∠=∠∠+∠+∠=︒+︒=︒()18060.A ABC ACB ∴∠=︒−∠+∠=︒ 故选:.C【点睛】本题考查的是三角形的内角和定理的应用,角平分线的定义,熟练利用三角形的内角和定理求解与之相关的角的大小是解题的关键. 例3.(2023·湖北·八年级专题练习)在社会实践手工课上,小茗同学设计了一个形状如图所示的零件,如果52,25A B ︒︒∠=∠=,30,35,72C D E ︒︒︒∠=∠=∠=,那么F ∠的度数是( ).A .72︒B .70︒C .65︒D .60︒【答案】B 【分析】延长BE 交CF 的延长线于O ,连接AO ,根据三角形内角和定理求出,BOC ∠再利用邻补角的性质求出DEO ∠DFO ∠,根据邻补角的性质即可求出DFC ∠的度数.【详解】延长BE 交CF 的延长线于O ,连接AO ,如图,∵180,OAB B AOB ∠+∠+∠=︒ ∴180,AOB B OAB ∠=︒−∠−∠同理得180,AOC OAC C ∠=︒−∠−∠∵360,AOB AOC BOC ∠+∠+∠=︒∴360BOC AOB AOC ∠=︒−∠−∠ 360(180)(180)B OAB OAC C =︒−︒−∠−∠−︒−∠−∠107,B C BAC =∠+∠+∠=︒∵72,BED ∠=︒ ∴180108,DEO BED ∠=︒−∠=︒∴360DFO D DEO EOF ∠=︒−∠−∠−∠ 36035108107110,=︒−︒−︒−︒=︒∴180********DFC DFO ∠=︒−∠=︒−︒=︒,故选:B .【点睛】本题考查三角形内角和定理,多边形内角和,三角形的外角的性质,邻补角的性质,解题关键是会添加辅助线,将已知条件联系起来进行求解.三角形外角的性质:三角形的一个外角等于与它不相邻的两个内角的和;邻补角性质:邻补角互补;多边形内角和:180(2)n ︒−.例4.(2023·广东·八年级期中)如图,在三角形ABC 中,AB AC BC >>,为三角形内任意一点,连结AP ,并延长交BC 于点D . 求证:(1)AB AC AD BC +>+;(2)AB AC AP BP CP +>++. AB DC P【详解】(1)∵AB AC >,∴ABD ACD ∠<∠∵ADB ACD ∠>∠,∴ADB ABD ∠>∠,∴AB AD >∵AC BC >,∴AB AC AD +>+ AB DC P E F(2)过点P 作EF BC ∥,交AB 、AC 于E 、F ,则AEF ABC ∠=∠,AFE ACB ∠=∠由(1)知AE AF AP EF +>+∵BE EP BP +>,CF FP CP +> ∴()()()AE BE AF CF EP FP AP BP CP EF +++++>+++即AB AC AP BP CP +>++(几何证明中后一问常常要用到前一问的结论)例5.(2023·福建三明·八年级统考期末)如图1所示的图形,像我们常见的符号——箭号.我们不妨把这样图形叫做“箭头四角形”.探究:(1)观察“箭头四角形”,试探究BDC ∠与A ∠、B ∠、C ∠之间的关系,并说明理由;应用:(2)请你直接利用以上结论,解决以下两个问题:①如图2,把一块三角尺XYZ 放置在ABC ∆上,使三角尺的两条直角边XY 、XZ 恰好经过点B 、C ,若60A ∠=︒,则ABX ACX ∠+∠= ;②如图o 3,ABE ∠、ACE ∠的2等分线(即角平分线)BF 、CF 相交于点F ,若60BAC ∠=︒,130BEC ∠=︒,求BFC ∠的度数;拓展:(3)如图4,i BO ,i CO 分别是ABO ∠、ACO ∠的2020等分线(12320182019i =,,,,,),它们的交点从上到下依次为1O 、2O 、3O 、…、2019O .已知BOC m ∠=︒,BAC n ∠=︒,则1000BO C ∠= 度.【答案】(1)BDC A B C ∠=∠+∠+∠,理由见详解; (2)①30;②95°;(3)5051101m n+【分析】(1)连接AD 并延长至点E ,利用三角形外角的性质得出,,BDE BAD B CDE CAD C ∠=∠+∠∠=∠+∠左右两边相加即可得出结论;(2)①直接利用(1)中的结论有BXC A ABX ACX ∠=∠+∠+∠,再把已知的角度代入即可求出答案; ②先根据BEC BAC ABE ACE ∠=∠+∠+∠求出ABE ACE ∠+∠,然后结合角平分线的定义再利用1()2BFC BAC ABF ACF BAC ABE ACE ∠=∠+∠+∠=∠+∠+∠即可求解;(3)先根据BOC BAC ABO ACO ∠=∠+∠+∠求出ABO ACO ∠+∠,再求出10001000ABO ACO ∠+∠的度数,最后利用100010001000BO C BAC ABO ACO ∠=∠+∠+∠求解即可.【详解】(1)如图,连接AD 并延长至点E∵,,BDE BAD B CDE CAD C ∠=∠+∠∠=∠+∠又∵,,BDC BDE CDE BAC BAD CAD ∠=∠+∠∠=∠+∠∴BDC BAC B C ∠=∠+∠+∠(2)①由(1)可知BXC A ABX ACX ∠=∠+∠+∠∵60A ∠=︒,90BXC ∠=︒∴906030ABX ACX BXC A ∠+∠=∠−∠=︒−︒=︒②由(1)可知BEC BAC ABE ACE ∠=∠+∠+∠∵60BAC ∠=︒,130BEC ∠=︒∴1306070ABE ACE BEC BAC ∠+∠=∠−∠=︒−︒=︒ BF 平分ABE ∠ ,CF 平分ACE ∠ 11,22ABF ABE ACF ACE ∴==1()952BFC BAC ABF ACF BAC ABE ACE ∴∠=∠+∠+∠=∠+∠+∠=︒(3)由(1)可知BOC BAC ABO ACO ∠=∠+∠+∠∵BOC m ∠=︒,BAC n ∠=︒ ∴ABO ACO BOC BAC m n ∠+∠=∠−∠=︒−︒∵i BO ,i CO 分别是ABO ∠、ACO ∠的2020等分线(12320182019i =,,,,,) ∴10001000505010002020101m n m n ABO ACO ︒−︒︒−︒∠+∠=⨯= ∴1000100010005051101m n BO C BAC ABO ACO ︒+︒∠=∠+∠+∠=【点睛】本题主要考查三角形外角的性质,角平分线的定义,掌握三角形外角的性质和角平分线的定义是解题的关键.模型2、风筝模型(鹰爪模型)或角内翻模型图1 图21)鹰爪模型:结论:∠A +∠O =∠1+∠2;2)鹰爪模型(变形):结论:∠A +∠O=∠2-∠1。
4D可视化理论在核电站管道安装中的应用研究文|李鹏我国核电发展形势良好,国内核电站数目较多(如红沿河、宁德、阳江、台山、连云港等),这些核电站都建设在离海距离较近的地区,这些工程的地理条件较为复杂,其工程设计与决策是一项十分复杂的工作,需要花费大量人力物力,计算机辅助设计是人们长期以来追求的目标。
4D可视化可以大大地弥补目前核电行业工程管理存在的不足,大大地提高核电工程管理的效率,也能够为管理者做出更贴合施工现场实际的核电管理决策。
核电站的安装工程是一个复杂的、综合性很强的系统工程,具有工艺系统多、施工技术复杂、质量控制严、安全等级高、检查和实验手段特殊、核级设备和大件吊装多等特点。
核电安装工艺系统多体现在包括机械、管道、电气、仪表、通风、保温等专业。
其中管道专业涉及到核级和非核级的不同规格管道、阀门、在线部件和管道支架的现场安装。
将4D可视化技术与传统的核电管道安装管理要素相结合,建立可视化的核电管道安装管理平台具有重大深远的意义。
一、 研究内容目前国内的核电管道安装,无论是管道安装施工过程中的精细化管理,还是管道安装施工过程的成本计算,包括施工完成后的完工报量缺乏直观依据的问题可以通过4D可视化技术得以解决。
若现有的核电站管道安装施工管理模式与4D可视化技术相结合,将极大程度地提高核电站管道安装施工的施工过程精细程度,将使管理人员能够以更加直观、可视的方式对核电站的管道安装施工进度进行掌控。
同时,也将从一定程度上降低核电站管道安装施工的成本,提高核电站施工的效益和效率。
针对国内核电管道安装存在的不足,我们可以研究基于4D理论的核电站管道安装管理,在解决这些问题的同时,也可以为下列4D理论在核电站建造的其他专业应用提供参考:核电站管道安装4D可视化技术的基本概念与构成体系的研究;核电站管道安装施工场地虚拟地形的实时可视化技术的算法研究与具体实现;核电站管道安装施工可视化布置的研究与开发;核电站管道安装施工四维动态演示的研究与开发;核电站管道安装施工进度可视化管理的研究与开发;核电站管道安装施工工程信息化可视化查询的研究与开发;核电站管道安装施工图文资料管理的研究与开发。

中国移动网络代维质量规范上海公司实施细则基站及配套设备分册(试行)中国移动通信集团上海有限公司网络部第一章维护界面划分和代维工作内容第一条维护界面的划分1、传输维护界面:以光缆线路基站内成端为界,成端以内(含终端盒、法兰盘等)尾纤、传输设备等以及ODF架由基站代维公司负责,光缆线路成端以及成端以外光缆线路部分由其它维护单位负责。
2、交流引入线缆维护界面:以变压器为分界点,变压器低压侧的配电设备和线路划归基站代维项目,变压器及各类高压输变电设备和线路的维护由其它维护单位负责;同时基站代维公司还应负责所有归属移动公司产权的高低压输变电线路和变压器的巡视工作。
3、室内、外设备维护界面:以无线设备顶部射频接口为分界点,无线设备顶部射频接口以外的天馈系统划归铁塔天馈项目,基站侧RRU设备归基站维护。
第二章日常维护管理第三条基础管理1、各代维生产管理部门认真落实和督促本细则的执行,认真做好检查、考评、评比等各项代维生产管理工作。
2、各代维单位对管辖区内的代维基站制定详细的月度、年度维护作业计划。
3、各代维单位定期对代维基站的所有维护工作进行月度小结和年度总结。
4、基站日常维护、月检、年检、抢修和各类拨打测试原始记录应准确、完整并要求统一整理、保管。
5、设备更换情况要有详细记录,备品备件要求落实专人管理。
6、基础资料、系统图纸要求完整准确,并根据实际维护情况进行及时修正。
7、新建成投产的基站将作滚动入网,入网后的维护工作按本维护细则执行。
第四条基站出入制度1、进入基站(1)凡因频繁出入基站进行维护作业而需长期使用基站钥匙的单位,经公司网络部、行政部核准后,由分公司统一配具基站钥匙,并予以登记;凡因工作需要临时进入基站的人员,必须到属地分公司网络部办理进站手续。
(2)进入基站必须遵守基站所在地物业或其他管理部门的管理制度,根据要求办理相关手续;无关人员一律不得带入基站。
(3)无钥匙或有钥匙而打不开锁时,应与属地基站维护单位联系,严禁撬锁和破门入站。
云招聘需求分析说明书编号:BDQN-中心名称-项目名称版本:1.0作者:项目组成员姓名日期:2014-4-22审批:中心名称日期:2014-5-4中心名称 1 / 26 状态修订人修改日期版本备注新创建项目组成员姓名2014-4-21 1.0目录1. 概述................................................................................................................................... .. (4)1.1 目的 (4)1.2 定义、简写和缩略语 (4)1.3 综述 (5)2 总体描述................................................................................................................................... (5)2.1 产品描述 (5)2.2 产品功能 (6)2.3 用户特点 (6)3 功能性需求................................................................................................................................... ..93.1 功能描述 (9)3.2 流程描述 (9)3.2.1 系统设置模块 (9)3.2.2 信息中心模块 (14)3.2.3 智能分发模块 (16)3.2.4 企业管理模块 (17)3.2.5 个人管理模块 (19)3.2.6 游客模块 (23)4 非功能性需求 (24)4.1 技术需求 (24)4.1.2 产品性能 (24)4.1.3 安全性 (25)4.2 质量需求 (25)4.2.1 可靠性 (25)4.2.2 灵活性 (25)4.2.3 兼容性 (25)4.2.4 易用性 (26)4.3 文档需求 (26)4.3.1 文档清单 (26)4.3.2 用户手册 (26)4.4 设计约束 (26)4.4.1 语言约束 (27)4.4.2 系统模型约束 (27)5 验收标准................................................................................................................................... . (28)中心名称 2 / 261. 概述1.1 目的读者范围:最终用户和软件设计人员本文档作为 CRM 的需求说明文档,用于与用户确定最终的目标,并成为协议文本的一部分,同时也是本系统设计人员的基础文档。
0-1非线性规划问题的改进差分进化算法ComputerEngineeringandApplications计算机工程与应用2010,46(15)430-1非线性规划问题的改进差分进化算法刘俊梅,高岳林1,李会荣1,2LIUJun-mei,GAOYue-lin',LIHui-rong,1.北方民族大学信息与系统科学研究所,银川7500212.商洛学院数学与计算科学系,陕西商洛7260001.ResearchInstituteofInformation&SystemScience,NorthNationalUniversity,Yinc huan750021,China2.MathematicsandComputerScienceDepartment,ShangluoAcademy,Shangluo,Shaanxi 726000,ChinaE-mail:***********************LIUJun-mei.GAOYue-lin.LIHui-rong.Improveddifferentialevolutionalgorithmof0-1no nlinearprogrammingprob-puterEngineeringandApplications.2010.46(15):43-46.Abstract:For0-1nonlinearprogrammingproblem,animproveddifferentialevolutionalgori thmisproposed.Inthealgorithmpenalty functionmethodisusedtoprocesstheconstraintsandthecrossoverprobabilityisanexponenti ncreasedfunctiononiterationto raiseglobaloptimizationabilityandconvergentspeedand0-1integeroperationisusedinmut ationoperatortoproduce0-1in—tegerpoints.Itisshownforeightexamplesthatthealgorithmisgoodinconvergence,precision androbust.Keywords:0-1nonlinearprogramming;differentialevolutionalgorithm;penaltyfunction method;exponentincreasedcrossoverprobability摘要:针对0-1非线性规划问题的特点,提出了一种适合于求解0—1非线性规划问题的改进差分进化算法.这个算法把差分进化算法和罚函数方法有机结合起来,在变异操作中加入0-1取整运算,在交叉操作中使用了指数递增交叉概率因子以提高算法的全局搜索能力和收敛速率.用8个例子进行了实验研究,结果表明这个改进的差分进化算法在收敛性,精度,鲁棒性强方面都比较好.关键词:0—1非线性规划;差分进化算法;罚函数方法;指数递增交叉概率因子DOI.10.3778/j.issn.1002—8331.2010.15.014文章编号:1002—8331(2010)15—0043—04文献标识码:A中图分类号:TP181引言0-1非线性规划问题(0一INLP)是每个决策变量仅仅取0和1的非线性规划问题,有时被称为二进制整数规划(BIP)问题,他广泛存在于许多实际工程和管理等领域,如资本预算问题,背包问题,旅行商问题等.求解0—1NLP的传统方法有分支定界法,广义Benders分解法(GBD),外近似法等.这些方法随着变量维数的增加,计算量会急剧增大,从而使这些算法不可能用于实时控制,存在很大的局限性.近年来,有些学者利用罚函数法将0-1NLP转化为无约束优化问题,然后利用古典优化的方法求解,例如用最速下降法(SDM)Ill,文献[2】将0—1非线性混合整数规划转化为无约束非线性规划问题,可通过求解一个无约束非线性规划问题得到原问题的s近似极小解,所得近似解有时很难达到最优,存在一定的局限性,也有些学者把0—1非线性规划问题通过连续化处理,然后利用进化算法求解,如文献『3】.差分进化算法H(DE)是RainerStorn和KennethPrice于1995年共同提出的一种采用浮点矢量编码,在连续空间中进行启发式随机搜索的优化算法[51.近年来,差分进化算法作为一种性能卓越的优化算法正受到13益关注,许多学者对差分进化算法进行改进并广泛应用于各个领域.如文献[6]提出一种基于混沌搜索的差分进化算法,文献【7】用改进的差分进化算法去求解多目标优化问题,文献[8】把正交的差分进化算法应用于工程优化设计中,为了将DE用于求解混合整数非线性规划(MINP)问题,文献【9]用混合整数编码方案的差分进化算法去求解混合整数非线性规划问题,文献[i01对DE的变异操作进行了改进,提出了对变异矢量采用四舍五入方法进行取整,使之适合于0一l整数规划和整数只包括{0,1/的优化问题.取得了好的效果.在进行初始化时对0—1变量,先在{0,1}实数空间随机取值,然后采用四舍五入法进行取整运算,得到对应的0—1变量,在变异操作时,对变异矢量同样采取四舍五入的方法进行取整,该方法扩大了寻优空间,有利于提高算法搜索到最优解的鲁棒性.用多个例子对改进的算法进行测试,实验结果表明了所提出的改进DE(MDE)算法用于求解0-1NLP问题的有效性.20-1非线性规划问题的描述论文研究以下形式的0-1非线性规划问题:min)s.t.()--<0,i=1,2,…,m(1)()=0√=1,2,…,1基金项日:国家自然科学基金(theNationalNaturalScienceFoundationofChinaunderGrantNo.60962006);宁夏自然科学基金项目资助(NnNzO848).作者简介:刘俊梅(1980一),女,硕士,研究方向:最优化理论及应用,智能计算及应用;高岳林(1963一),男,教授,博士,研究生导师,研究方向:最优化理论方法及应用,智能计算及应用,金融数学与金融工程.收稿日期:2008—12—04修回日期:2009—02—18442010,46(15)ComputerEngineeringandApplwations计算机工程与应用xi=Oor1,i=1,2,…,D式(1)中:(…,),岛()为不等式约束条件,hi(x)为等式约束条件.这些约束条件通常都是非线性的,因而O-1NLP问题一般难以求解.对约束条件的处理,一般采用简单有效的惩罚函数法『l11,将带约束条件的原0-INLP问题转化为无约束问题来求解.经惩罚函数转化后的无约束问题可定义为:f,))十∑()十∑()>:(2)j=l/=1式(2)中和为大于零的惩罚因子.<gi>+=max(0,慝)3改进的差分进化算法差分进化算法采用浮点数编码,在连续空问进行优化计算,是一种求解实数变量优化问题的有效方法.要将DE用于求解0-1规划或0-1非线性规划问题,必须对DE进行改进. DE的基本操作包括变异,交叉和选择操作,与其他进化算法一样也是依据适应值大小进行操作.根据DE算法的特点,只要对变异操作进行改进就可以将DE用于0—1规划和0-1非线性规划.对于0-1变量,文中对变异后的矢量进行取整运算(采取四舍五入法),这样使得变异操作在{0,l}实数空间进行,从而扩大了寻优空间,有利于提高算法的寻优能力.一般而言,进行取整运算时要么是向下取整,要么是向上取整,只作一种选择,缩小了寻优空间,该文算法在取整运算时采用四舍五入法.3.1变量描述与初始化DE由Ⅳ个参数矢量:(i=1,2,…,Ⅳ,其中t表示第£代)构成种群,在搜索空间进行并行直接的寻优.设0—1变量的维数为D,可表示为(,一,%)初始化时,根据式(3)对0—1变量进行初始化.对于0-1变量,先在i0,1}实数空间进行随机取值,然后进行取整运算,得到对应的0一l变量.式中rand() 为f0,1】之间的均匀随机数.和分别为相应决策变量的下界和上界.'+[rand()}(')1(3)3.2变异操作0-1变量变异操作:DE最基本的变异成分是父代的差分矢量,每个矢量对包括父代两个不同的个体(:.,X')根据变异个体的生成方法不同,r2形成了多种不同的差分进化算法方梨目.其中用四舍五入的方法进行取整,对0—1变量进行变异操作的方程为:=d+(,l—)】(4)式(4)中Xt,为互不相同的随机个体,Ff0,2】,为缩放因子.变异矢量其实就是的一个噪音版本.3.3交叉操作DE利用交叉操作以保持种群的多样性.对于群体中第i个个体:,将与进行交叉操作,产生试验个体.为保证个体:的进化,首先通过随机选择,使得至少有一位由贡献,而对于其他位,可利用一个交叉概率因子CR,决定中哪位由贡献,哪位由:贡献.交叉操作的方程为:,2,...,Ⅳ(5).thers,2, (Ⅳ)式(5)中rand()为『0,1]之间的均匀分布的随机数,CR∈[0,l】. 由式(6)可知,女H果CR越大,则对的贡献越多,当CR=I时,m==有利于局部搜索和加速收敛速率;如果CR越小,则:对9CT的贡献越多,当CR=0时,:对,有利于保持种群的多样性和全局搜索.由此可见,在保持种群多样性与收敛速率之间是矛盾的.良好的搜索策略应该是在搜索的初始阶段保持种群多样性,进行全局搜索,尽可能得到多个可能全局最优的种子,而在搜索的后期应加强局部搜索能力,以提高算法的精度. 基于这种思想,采用指数递增交叉概率因子CR的方法,即CR 随迭代次数的增加而由小变大,初始阶段t对XT贡献多,提高全局搜索能力,而在后期则对贡献多,提高局部搜索能力.设cR为最小交叉概率,一为最大交叉概率,t为当前迭代次数,为最大迭代次数,则CR由方程(6)确定:一f1一tit,'CR=CR+(一CR)e~(6)其中参数a=30,b=3.3.4选择操作DE采用"贪婪"的搜索策略,经过变异与交叉操作后生成的实验个体XT与:进行竞争,只有当的适应度值较更优时才被选作子代,否则,直接将:作为子代.选择操作切的方程为: F(xr)<:)others(7)4算法流程综合以上对DE的改进,提出的求解0-1一NLP的改进DE 算法的流程如下:步骤1初始化种群规模^,收缩因子F,交叉概率和~.在{0,1}实数空间内按式(3)随机初始化每一个个体.确定惩罚因子和,罚因子放大系数c,控制误差,设置罚函数法当前迭代计数器k=0,设置差分进化算法最大迭代次数7,置当前迭代计数器t=0.步骤2计算每个个体每个约束条件的惩罚量.步骤3按式(2)计算每个个体的适应值,求出最优适应值及最优个体.步骤4判断是否达到罚函数法的终止条件,若是则退出,输出最优值.否则运用差分进化算法开始迭代,执行下一步. 步骤5对:(i=1,2,…,Ⅳ)执行(6)一(8)步,生成第t+l?代种群.步骤6在种群中随机选择3个与:不同的个体,按式(4)进行变异操作,生成变异个体.步骤7按式(5)和(6)进行交叉操作,生成试验个体.步骤8按式(7)进行选择操作,生成£+1代个体.步骤9t=t+l,返回步骤2.5数值例子为验证算法求解0-1非线性规划的有效性,用如下6个例子进行实验.例llll考虑如下的0-1线性规划问题:min()=20xl一10x2+3刘俊梅,高岳林,李会荣:0-l非线性规划问题的改进差分进化算法2010,46(15)45 l+23≥2s.t.2x1+23≤6l,2,3∈{0,1}例211考虑如下的O-1线性规划问题:min()__】帆2—5x3+3X4--4X5s.t.3xl一2x2+7x3—5x4+缸5≤6l2+3一4+5≤01,2,3,4,5∈{0,1}例3lll考虑如下的0-1线性规划问题:min()一6xl+5:l;s.t.l慨2—2x3≤53xl+5x2—7x3≤一5l,2,3∈{0,1}例4求0-1二次规划minf4():Ox,{0,1},其中15—4-4—1712Ol2110221l-25—8l一83O一51—5-20实验中种群规模Ⅳ取变量维数的10倍,F=0.5,:0.5,CR…=O.9,最大迭代次数都为T--30,惩罚因子,:10;控制误差s=10,罚因子的放大系数c=10,为减小随机干扰,每一问题都重复10次实验.下面为文献『1】中的最速下降法(Steep—estDescentMethod,SDM0)以及提到的改进差匕算法(Mod—ifiedDE,MDA)两种算法对4个问题所求的最优解,最优值,达优率,运行的平均时间,迭代次数的比较统计表.从表1中可以看出新算法对于低维(3-5维)很快找到了最优解,同时也不需要初始点.与文献[1]中相比特别是例2,文献[1]中利用最速下降法迭代9次时才得到局部最优解=(1,1,0,1,1),最优值为厂()=一2,而利用提到的MDE算法迭代1次就能得到最优解=(0,0,1,1,1),得到的全局最优值f(x)一6,从而显示了新算法的有效性.表1MDE算法与文献【1]巾的SDM算法结果比较表例5考虑如下的0-1非线性规划问题min()=1T十Ⅱ"I's.t?21一.1'2,…,肘,∈{0,1}i=1,2,…,的随机数,j=l,2,…,n,m=l,2,…,.例6考虑如下的0-1非线性规划问题:minf6()…20exp[0.2∑cos(2)]-exp('jD——)+20+es?t?1Z2T≤tm~ln=1,2,…,∈{0,1}1,2,…,H例7考虑如下的0-1非线性规划问题:Jminf7():∑一10c.s(2)+101l仁l【n『s-t.}≤,m=1,2,…,J—JlI∈{0,1}=1,2,…,n例8考虑如下的O-1非线性规划问题:mi0一cos()+ls.1.1∑,,m:1,2,…,J=1∈{0,1J=1,2,…,对例5,例6,例7,例8每次实验运行的最大迭代次数为5O,蹦因子u=10,控制误差g=10,罚因子的放大系数c=10,上面三个例子中…d,t的取值和例5中的取法一样.测试问题的规模(n,)从(10,5)到(300,80)变化,每组实验对同一次产生的随机变量(即同一非线性规划问题)运行l0次,分别从所求问题最优近似值,平均最优近似值,以及标准差,CPU运行的平均时间进行比较,结果如表2~表5.表2例5的测试结果表3例6的测试结果从表2~表5可以看出,随着问题规模的增大,约束条件的增多,对随机产生的同一非线性规划问题算法都经过一次搜索就基本上找到了最优解,而且能在很短时问内达到,显示了改进差分进化算法对0一l非线性规划的适应性,有效性.用随机产生的例子来测试算法的计算可行性,其中(Q)吣讥,(),()一中的元素分别是卜1,0】,[一3,一21;~I111,5】中的随机6结论产生的随机数,和t分别为f0,10],[400,500】中的随机产生对DE算法的变异矢量用四舍五入方法进行取整运算,使∑D,V462010,46(15)ComputerEngineeringandApplications计算机工程与应用表4仞7的测试结果改进的DE算法适应于求解0—1线性规划和0-1非线性规划问题.为保证种群的多样性和提高算法的收敛速度,采用指数递增交叉概率因子的方法.对8个典型0—1线性规划和0-1非线性规划问题.测试结果表明,改进的DE算法收敛速度快,精度高,全局搜索鲁棒性好,是一种求解0—1线性规划和0—1非线性规划问题的有效方法,可广泛应用于各种实际问题中.参考文献:【1】AnjidaniM,EffatiS.Steepestdescentmethodforsolvingzero-one nonlinearpmgranamingproblems[J1.AppliedMathematicsandCom——putation,2007,193:197—202.【2】陈国华,廖小莲.0—1非线性混合整数规划的罚函数解法叨.应用数学与计算数学,2007,21(1):1l1-115.f3】隋允康,贾志超,杜家政.非线性O一1规划问题的连续化及其遗传算法解法【Jj_北京工业大学,2008,34(8):785—791.【4】PriceKV.Differentialevolution:Afastandsimplenumericalopti—mizer[C]//Proceedingsofthe1996BiennialConferenceoftheNorth AmericanFuzzyInformationProcessingSociety,1996.[5]StornR,PriceK.Differentialevolution—asimpleandefficientadap—tireschemefor0baloptimizati0novercontinuousspaces[R].Teeh—nicalReportInternationalComputerScienceInstitute,Berkley,1995.[6]刘军民,高岳林.基于混沌搜索的差分进化算法fJ】计算机工程与应用,2008,44(12):66—68.【7】李珂,郑金华.一种改进的基于差分进化多目标进化算法[J].计算机工程与应用,2008,44(29):51—56.[8]陈文霞,龚文引,蔡之华.正交差分演化算法在工程优化设计中的应用叨.计算机工程与应用,2008,44(18):230—235.【9]LinYung-Chien,HwangKao-Shing,WangFeng-Shen昏Amixed--cod—ingschemeofevolutionaryalgorithmstosolvemixed-integernon-linearprogrammingproblems[J】.ComputersMathApplie,2004,47(8-9):1295—1307.【l0]吴亮红,王耀南,陈正龙.求解混合整数非线性规划问题的改进差分进化算法们小型微型计算机系统,2007,19(4):92—95.[11]袁亚湘,孙文瑜撮优化理论与方法[M】.北京:科学出版社,1997. [12】徐宗本.计算智能——模拟进化计算【M].北京:高等教育出版社, 2O05.(上接42页)有—个合理的上限.但是对于内存受限不便于进行预计算,或者是日(n)本身就特意选择很小的情况,窗口宽度为W的NA(n)计算并不能显着提高运算速度.在该文的算法中,并没有采用投影坐标,因为采用投影坐标并不能提高计算速度,只要在最后一步一次进行一次求逆运算就可以了.参考文献:[1】ShamirA.Identity—basedcryptosytemsandsignatureschemes[C AdvacesinCryptologyCrypto'84.IS.1.]:Springer-V erlag,1984:47-53. 【2】BonehD,FranklinM.Identity—basedencryptionfromtheweilpar—ing[C]//KilianJ.AdvancesinCryptology--Crypto2001.Berlin,Hei—delberg:Springer—V erlag,2001:213—229.[3】MenezesA.Anintroductiontopairing-basedcryptography[EB/OL]. http://www.cacr.math.uwaterloo.ea/-ajmeneze/publications/pairlngs.pdf. f4】DuttaR,BaruaR,SarkarP.Pairing—basedcryptographicprotocols:A survey,Report2004/064[R/0L].CryptologyePrintArchive,2004.http:// /2004/064.pdf.【5】PatersonKG,PriceG.Acomparisonbetweentraditionalpublickey infrastructuresandidentity-basedcryptography[J].InformationSeeuri- tyTechnicalReport,2003,8(3):57—72.[6】BlakeIF,SeuoussiG,SmartNP.Advancesinellipticcurvecryp- tography[M].NewY ork:CambridgeUniversityPress,2005.【7】SilvermanJH.Thearithmeticofellipticcurves[M].Beijing:Beijing WorldPublishingCorporation,1999,[8】LipmaaH,MaoWenbo,JakobssonM.Cryptographicprotocols:Techniques forsecureprotocoldesign[M].【s.1.]:Prentice-Hall,2006:114—147.[9]9MaasM.Pairing-basedcryptography[D].TechniseheUnivemiteitEind—hoven,2004.【lO]ScottM.Implementingcryptographicpairings[EB/OL].fro://ftp.tom—puting.dcu.ie/pub/resources/crypto/pairings.pdf.[11]GalbraithSD,HarrisonK,SolderaD.Implementingthetatepair—int~EB/OL]./techreports/2002/HPL-2002-23.pdf. 【12]HwuJing—Shyang,ChenRong-Jaye,LinYi—Bing.Anefficientiden- tity—basedcryptosystemforend—to-endmobilesecurity[11.IEEE TransactionsonWirelessCommunications,2o06,5(9):2586—2593.【13]BarretoPSLM,KimHY,LynnB,eta1.Efficientalgorithmsforpairing-basedcryptosystems,Report2002/O08[R/OL~CryptologyePrlnt Archive,2002.http://eprint.iacr.or~2002/008.pdf.[14】BlakeI,MurtyK,XuG.RefinementsofMiller'salgorithmforcom—putingWeil/Tatepairing,Repoa2004/065[R/OL].CryptologyePrint Archive,2004./2004/065.pdf.[15】HankersonD,MenezesA,Vanstones.椭圆曲线密码学导论[M].北京:电子工业出版社,2005:90—97.。
Don’t wait for Industry 4.0 to happen. Use your weighing equipment to improve your produc-tion process today. We explain why you should speed up and integrate manual processesinto your existing systems, make use of weighing data for process optimization and enable remote monitoring.How to Boost Productivity with Industry 4.0 Discover the Potential of Weighingstatus information about the manufac-turing process, collect measuring results and steer production equipment. Measur-ing devices, such as weigh modules, plat-forms and terminals, can be built into highly modular assembly lines and con-veyor belts. There they can be either auto-mated or operated manually. Despite in-creasing automation, manual work will not disappear in modern factories. As-sembly, quality checks and material han-dling is still done by operators on manual workplaces. Manufacturers are now look-ing for equipment that allows them to in-tegrate these workstations into their sys-tems. On the operational side, innovative interfaces, user guidance and intuitive handling features can enable productiv-ity potential in factories today.R ecent developments surrounding In-dustry 4.0 and the Internet of Things are facilitating a major paradigm shift in manufacturing. Traditional production hierarchy, with centralized control, is shifting toward a decentralized self-orga-nization, in which the product indepen-dently communicates with the production devices and actively intervenes in the pro-duction process.Digitalization of weighing equipment As measuring technologies evolve, digiti-zation has become a core element of inno-vation. As a result, an intelligent measur-ing device or sensor provides more than just accurate measuring values. In addi-tion they can provide qualified real-time 17NewsIndustrialIndustrial Weighing and MeasuringMETTLER TOLEDO Industrial News 172WarehousingMaterial ReceivingPublisher / Production Mettler-Toledo GmbH Industrial Division Heuwinkelstrasse CH-8606 Nänikon SwitzerlandSubject to technical changes © 02/2017 Mettler-Toledo GmbHprocessing.METTLER TOLEDO Industrial News 173Packaging Logistics and ShippingQuality Control in Production Production /and quality check solutions. Scale management software saves all article records and makes recalling article data error-free and fast. Together with the colorWeight ® result indication this speeds up-up quality checks even if the product variety increases significantly.from every scale on your shop floor and visualizes it in an easy to understand dashboard. Use data for audits, quality initiatives and process optimization.METTLER TOLEDO Industrial News 174H a z a r d o u s A r e a E x p e r t I n t e r v i e wTesting of hazardous-area equipment is essential to ensure a safe weighing workplace.No Compromises on SafetyPractical Tips from a Hazardous Areas ExpertRecent changes to hazardous-area standards and regulations raise questions about the im-plications for chemical manufacturers. We sat down with Richard Schuller, lead assessor and certification manager at DEKRA, a world-leading expert organization. He explains what production managers and safety officers have to consider for a safe weighing workplace.How do recent regulatory changes impact equipment users?Global standards organizations and na-tional authorities are harmonizing and tightening regulations to raise safety lev-els and simplify international trade and production. Some regulations are targeted at equipment users, such as the recently updated Canadian Electric Code (CEC), which now requires the use of the inter-national Three-Zone system for all new installations. Other regulations address equipment manufacturers, such as the new IECEx standards on non-electrical equipment (IEC 80079-36 and 80079-37). They close a gap that allowed equipment manufacturers to “self-certify” non-elec-trical devices.Why is non-electrical equipment considered a hazardous-area risk?Non-electrical equipment was considered an ignition source already under ATEX. For example, rotating parts or movable parts, such as springs and drive belts, can generate heat or static electricity from friction. Devices based on a light metal (e.g. aluminum) construction can gener-ate sparks on impact, for example when tools are dropped.What are the main causes of accidents in hazardous areas?The main cause, by far, of accidents in hazardous areas is human error. Most often it is lack of knowledge and training that leads to negligence and carelessness. All in all, it comes down to insufficient quality control. Proper training, such as IECEx 05 Personnel Competence, prevents many problems.Can you give an example of the most common problems?Typical problems we see at inspections in-clude flame-proof enclosures with miss-ing bolts, cable glands with missing sealing, or the wrong combination of pro-tection types, such as flame-proof enclo-sures (Ex d) with increased safety cable glands (Ex e).Are such issues less common with intrinsically safe solutions? Each type of protection requires its own knowledge. Intrinsically safe solutions, for example, depend on the accurate use of barriers between hazardous and safe areas. That said, if an intrinsically safe system has been correctly installed, the incident risk during operation and main-tenance is lower compared to other pro-tection methods.METTLER TOLEDO Industrial News 175What are the responsibilities of equipment users to ensure safety?The equipment user has to fulfill four key aspects to ensure safety and regulatory compliance in hazardous areas:1. Accurate classification of the hazard-ous area into zones or divisions2. Correct installation of the equipment by competent persons3. Implementation of safe operations through training and standard oper-ating procedures and4. Regular verification if the equipment and its components are functioning properly.What are the responsibilities of the equipment manufacturer and DEKRA in the certification process?Initially, the manufacturer must design the equipment in accordance with stan-dards and regulations. When they apply for a certificate, the manufacturer mustprovide technical documentation and a description that details the compliance with the protection types used.At DEKR A, we verify if the analysis was done correctly and, if applicable, imple-ment test programs. For example, we test seals and perform impact and aging tests. When all tests have been completed satis-factorily, we conduct an internal review to ensure all processes were followed and no mistakes were made. Finally, we issue the certificate and the equipment can be re-leased to the market./ind-intrinsic-safety-inRichard SchullerLead Assessor /Certification Manager DEKRA Certification B.V, Netherlands Richard is an expert in hazardous areas. During the past 16 years, he worked in various roles. He has worked as an engineer of intrinsically safe and flame-proof equipment and as a project manager for intrinsically safe equipment. Those roles were followed by his position as Auditor for Quality Management Systems of Man-ufacturers and Certification Manager for Explosion-safe Equipment.DEKRA is one of the world‘s leading expert organizations with more than 37 000 employees in 50 countries. DEKRA is Notified Body for the ATEX Directive, is ac -credited as a Certification Body and Test Laboratory for the IECEx Scheme and accredited by INMETRO/CGCRE Brazil. In addition, DEKRA has agreements with FM and QPS (North America), KGS, KTL, KOSHA (South Korea) and TIIS (Japan) to assess equipment according to local /explosion-safetyMETTLER TOLEDO Industrial News 176C a l i b r a t i o nHow to Optimize Calibration Efforts With a Risk-based ApproachRegular calibration based on a thorough process-risk assessment helps stabilize produc-tion while conserving time and resources. Testing too infrequently risks undetected accu-racy problems, while testing too often interrupts production. Find out the right schedule for you in just two minutes and comply with the new ISO 9001 risk-based thinking approach.Optimize calibration effortsA systematic risk-based review of your weighing process may be the most im-portant step an organization has to take to optimize calibration effort and comply with the revised ISO 9001 standard. METTLER TOLEDO has developed Good Weighing Practice™, a standardized sci-entific methodology for secure selection, calibration and operation of weighing equipment based on a thorough risk anal-ysis. During a consultation, our GWP ® experts help you objectively assess risks related to your weighing equipment and develop the right risk-management pro-cess to prevent failures before they occur. Eliminate unnecessary testing when risks are low and ensure top performance when risks are high. We also provide the full documentation for a smooth transition to ISO 9001:2015.Learn more about Good Weighing Practice (GWP) and calibration:/gwp-verification-in/calibration-inThe 2015 revision of ISO 9001 has brought a major change regarding the risk-based thinking approach that is found through-out the entire standard. It also impacts the calibration process. The only way to ensure that measurements deliver the kind of cost, quality and revenue results that help improve profitability is to choose the right procedure and schedule to peri-odically re-calibrate your scale. However, industrial environments are tough on weighing equipment. If scales fail or de-liver inaccurate measurements, you risk production downtime, poor product qual-ity, regulatory non-compliance, increased liability and potential profit losses.Risk-based thinkingMany companies are already familiar with risk-based thinking from other stan-dards, such as Good Manufacturing Prac-tice or safety standards. R isk is usually analyzed in two parts: The likelihood (probability) that it happens and the se-verity (impact) if something happens.Impacts on calibrationTranslating risk-based thinking into the calibration process starts with evaluating the impact of inaccurate weighing results on your business process. Examples are loss of material and time, out-of-specifi-cation results, production stops, product recall and reputational damage. Addition-ally, the impact of wrong measurements on people and the environment has to be assessed. Finally, you must estimate how probable the detection of the faulty mea-surement is. The more accurate a weigh-ing process has to be, and the higher the negative impact of faulty measurement, the more testing is required. The higher the required weighing accuracy and business impact of faulty measurements,the more testing is needed.Weighing Risk Assessment MatrixMETTLER TOLEDO Industrial News 177New Requirements: ISO 9001:2015The most relevant update isthe introduction of risk man-agement in the quality man-agement process. Risk iden-tification, assessment and management are key activ-ities to maintain quality. To maintain their ISO 9001 cer-tification, companies need to adapt to the new standard by September 2018./ind-iso9001-inMaintenance and repair Yearly TestsCalibration (by service)Yearly Minimum weight certificate Yearly LinearityYearly Eccentricity (by user)–Repeatability (by user)Quarterly Sensitivity (by user)Weekly Weights Weight 1 1 000 kg Class M2 or better Weight 2100 kg Class M2 or better Recalibration interval of weights Every two yearsTest Tolerances Sensitivity Weight 1Warning limit1.66 kg Control limit5 kg Repeatability Weight 2Warning limit0.25 kg Control limit0.75 kgExample of a GWP ® Verification for a scale including the risk assessment and recom-mended testing activities.METTLER TOLEDO Industrial News 178Doubling ProductivityWeighing Solutions are the KeyCándido Muñoz now has more eficient workplaces to speed up portioning tasks.has helped to create a great improvementin efficiency and productivity,” says David Muñoz Pascual, Cándido Muñoz.Reliability in a harsh environment Cándido Muñoz deployed scales designed to withstand wet and harsh environments. Thanks to the scales’ reliability under those difficult conditions, Cándido Muñoz personnel note a lack of technical prob-lems both with the scales and scale con-nectivity. That is in stark contrast to the company’s previous scales, which con-stantly needed replacement parts. The food processor now uses the ICS469 scales, with colorWeight ®functionality.This feature speeds up the process by using colored lights on the terminal dis-play to indicate when weights are within accepted tolerance. The ease of putting a carrot tray on a scale, adding produce until the light turns green, then movingCándido Muñoz was founded more than 40 years ago when Cándido, a greengrocer in Madrid, relocated to Segovia and began sending fresh country fruits back to the family stall. From those humble begin-nings, Cándido Muñoz has grown to sup-ply markets, supermarkets and intermedi-ary produce distributors with fresh carrots and leeks across Europe.Today, the company has its own produc-tion facilities in Segovia and outsources some of its processing to both Segovia andAndalucia. Forty operators that handle orders work demanding shifts in humid conditions. Loads are particularly tough on Mondays and Fridays.To keep pace with rising demand for its products and to ensure ongoing prod-uct quality, 33 METTLER TOLEDO scales and two Signature metal detectors were placed along three production lines. That helps ensure both weighing accuracy and that there is no contamination in com-pany processes. Scales are connected to network PCs stationed outside the humid production floor to gauge operator perfor-mance, determine a day’s pay and provide traceability. The METTLER TOLEDO scales have more than doubled production. “The fact that they are able to monitor what is being weighed and processed by every operatorSpanish company that specializes in growing and handling carrots and leeks has long sought how to improve their process to get its products faster to market. Today, 33 PC-connected scales stand up to humidity and heavy loads to provide fast, traceable weighing at its processing facilities.M a n a u l c h e c k w e i g h i n g / P o r t i o n i n gonto the next tray takes a lot of work out of the process, reducing operator fatigue and improving productivity.The way loads are weighed depends on whether it is a bulk order for a produce stand or packaged goods for a supermar-ket. Some scales must stand up to bulk boxes of machine washed produce thatare checkweighed. Operators also prepare individual vegetables for plastic bagging, sometimes cutting off ends, then adding them to tared trays.Worry-free weighing for yearsCándido Muñoz operators are very pleased with the way the scales stand up to all their processes while offering pristine connectivity to their PC-based tracking system. The company expects that their scales will provide them with worry-free weighing for many more years to come./ics-scales-inClassicspeedMethod 1Basic weighingOperator places the item on the scale andchecks if the displayed result is within theexpected tolerance range.Which Method is Best for Your Process?Download White Paper to speed up your process/ind-fast-portioning-inIncreasedspeedHighspeedMethod 2Portioning from bulkcontainer beside the scaleOperator puts an empty container on thescale, tares it and starts portioning.Once thedefined tolerance range is reached, he taresthe scale and starts working on the nextportion.Method 3Portioning from bulkcontainer on the scale (take-away mode)Operator portions, with the bulk productplaced in tray, directly out of the tray intocontainers beside the scale, tares the scaleand starts to fill the next portion.METTLER TOLEDO Industrial News 179METTLER TOLEDO Industrial News 1710F o r k l i f t S c a l e sKeeps WorkingWhen Other Scales Break DownForklift trucks operate in tough, fast-paced environments. Your forklift scale should be rug-ged, robust and built to last. Use a forklift scale that will stand the test of time, providing continued high performance while keeping costs low./VFS120other hand, survived the crash unharmed.Holds Calibration for 12 MonthsEven if your forklift crashes into something, its pat-ented three-point suspension helps the VFS120 forklift scale to maintain its calibration. Where scales using a four-point suspension can be thrown out of calibration by vibration or knocks and bumps, the VFS120 pro-vides consistent results without the need for frequent readjustment.METTLER TOLEDO Industrial News 1711150% Overload ProtectionThe VFS120 can withstand an overload of up to 150% of the forklift’s capacity rating. The forklift will typically tip with an overload of 125%, meaning there is almostno chance of the scale breaking from an overload.Solid ProtectionAll sensitive components – loadcells and electronics – are incased within the solid steel carriage, protecting them from damage from any angle.Designed for SafetyA large safety window makes it easy for the operator to see out for safe positioning, lifting and transport – avoiding accidents, damage and associated costs.m 2m mFor more informationNo SurprisesReal-time Equipment MonitoringDon’t wait for Industry 4.0 to happen. Start monitoring the performance of your weighing equipment today with InTouch SM Remote Services. Connected scales send proactive alerts that enable you to immediately respond to performance issues.Increase uptime and ensure consistent measurement quality.For more information about Real-time Equipment Monitoring visit:/ind-intouch-remote-inSecurity without Compromise • ISO27001-2013 certification • User authentication and access control• No changes to existing IT or security infrastructureEfficient Equipment Management • Real-time equipment status information• Fact-based timing of preventive maintenance activities Improved Performance Control • On-going monitoring of measuring performance• Periodic asset status reports to optimize processesPharma WorkflowEventI 'm O KI 'm O KI 'm O KA l a r mAlarm AlarmLocal contact: /contacts4GE[ENGF (KDGT YKVJ 2QUV EQPUWOGT 9CUVGMettler-Toledo, LLC 1900 Polaris Parkway Columbus, OH 43240Mettler-Toledo Hi-Speed 5 Barr RoadIthaca, NY 14850Mettler-Toledo Safeline 6005 Benjamin Road Tampa, FL 33634Mettler-Toledo CI-Vision 2640 White Oak Circle, Unit A Aurora, IL 60502Mettler-Toledo, Inc.2915 Argentia Road, Unit 6Mississauga, Ontario L5N 8G6。