国家标准规定的公差与配合
- 格式:pptx
- 大小:845.19 KB
- 文档页数:14
公差与配合国家标准公差与配合是机械制造中非常重要的概念,它涉及到零件加工的精度、质量和可靠性。
国家标准对公差与配合进行了规范,为机械制造提供了统一的标准,有利于提高产品的质量和可靠性。
本文将对公差与配合国家标准进行详细介绍,以便读者更好地了解和应用这一重要的机械制造知识。
一、公差的定义和分类。
公差是指零件尺寸允许的最大偏差和最小偏差之间的差值。
按照国家标准,公差分为国际制公差和普通制公差两种。
国际制公差采用字母T、H、D、E、f等符号表示,普通制公差采用数字表示。
公差的选择应根据零件的用途、加工工艺和成本等因素进行综合考虑,以求在满足使用要求的前提下尽量减少成本。
二、配合的定义和分类。
配合是指两个零件之间的相对位置关系。
按照国家标准,配合分为基本配合、普通配合和紧配合三种。
基本配合是指在设计图纸上直接标注的配合,普通配合是指在基本配合的基础上,通过加减公差来确定的配合,紧配合是指在基本配合的基础上,通过加大公差来确定的配合。
不同的配合类型适用于不同的工作条件和要求,应根据实际情况进行选择。
三、国家标准的作用和意义。
国家标准对公差与配合进行了严格的规范,其作用和意义主要体现在以下几个方面,首先,国家标准统一了公差与配合的表示方法和计算方法,为机械制造提供了统一的依据,有利于不同厂家之间的技术交流和产品配套。
其次,国家标准规定了不同公差等级和配合类型的适用范围,有利于提高产品的互换性和通用性。
最后,国家标准对公差与配合的选择和应用提出了具体的要求和建议,有利于指导实际生产和加工,提高产品的质量和可靠性。
四、如何正确应用国家标准。
正确应用国家标准对公差与配合是提高产品质量和可靠性的关键。
在实际生产和加工中,应根据国家标准的要求,合理选择公差等级和配合类型,严格控制加工工艺,确保零件尺寸和形位精度的符合要求。
同时,应加强对国家标准的学习和理解,不断提高对公差与配合的认识水平,提高技术工人和管理人员的素质和能力。
一、公差与配合、形状和位置公差一)互换性同一批规格大小相同的零件,任取其中一件,不经选择和再加工,就能顺利地装配成符合使用要求的产品,这种性质称为互换性。
在现代化的大量或成批生产中,互换性是工业产品必备的基本性质,日常生活中使用的自行车、钟表等它们所用的零件都有互换性。
零件具有互换性,有利于生产分工协作,也有利于采用先进工艺和专用设备进行高效率的专业化生产。
这不仅可以缩短生产周期、降低成本和保证质量,还可以为产品提供备件,以利维修。
公差与配合制度是实现互换性的必要条件。
国家标准《公差与配合》(GB1800~1804-79)适用于圆柱面及其他由单一尺寸确定的表面或结构的尺寸公差,以及由它们组成的配合。
在实际生产中要严格遵守,在图样上必须正确标注。
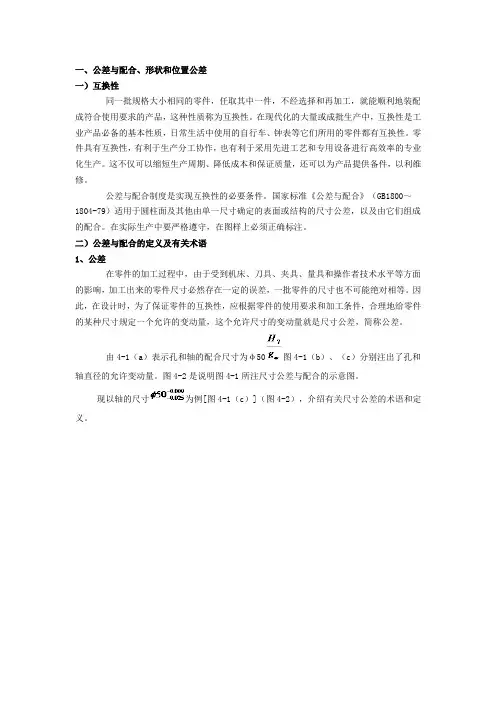
二)公差与配合的定义及有关术语1、公差在零件的加工过程中,由于受到机床、刀具、夹具、量具和操作者技术水平等方面的影响,加工出来的零件尺寸必然存在一定的误差,一批零件的尺寸也不可能绝对相等。
因此,在设计时,为了保证零件的互换性,应根据零件的使用要求和加工条件,合理地给零件的某种尺寸规定一个允许的变动量,这个允许尺寸的变动量就是尺寸公差,简称公差。
由4-1(a)表示孔和轴的配合尺寸为φ50图4-1(b)、(c)分别注出了孔和轴直径的允许变动量。
图4-2是说明图4-1所注尺寸公差与配合的示意图。
现以轴的尺寸为例[图4-1(c)](图4-2),介绍有关尺寸公差的术语和定义。
(1)基本尺寸设计给定的尺寸。
例如图中φ50。
(2)实际尺寸通过测量所得的尺寸(存在测量误差)。
(3)极限尺寸允许尺寸变化的两个界限值,它以基本尺寸为基数来确定。
最大极限尺寸两个极限尺寸中较大的一个。
例如图中轴的尺寸φ49.991。
最小极限尺寸两个极限尺寸中较小的一个。
例如图中轴的尺寸φ49.975。
实际尺寸在两个极限尺寸所决定的区间内算合格。
(4)尺寸偏差(简称偏差)某一尺寸减去基本尺寸所得的代数差。
一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
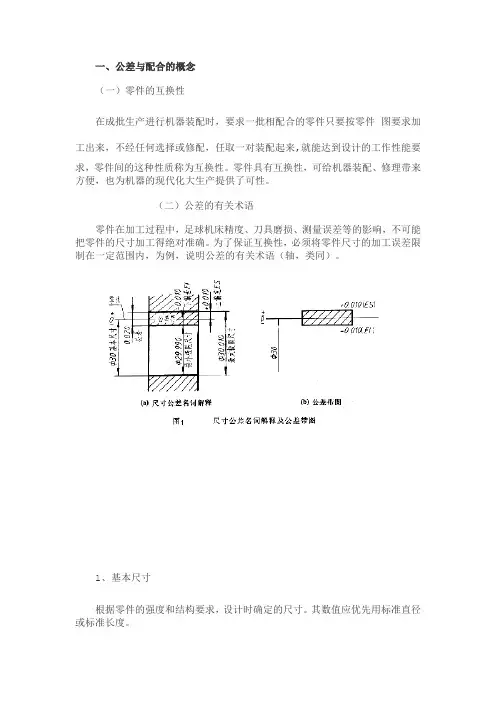
(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。
1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标准直径或标准长度。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图1a所示的孔径:基本尺寸=Ø30最大极限尺寸=Ø30.010最小极限尺寸= Ø29.990上偏差ES=最大极限尺寸—基本尺寸=30.010-30=+0。
010下偏差EI=最小极限尺寸—基本尺寸=29.990-30=-0.010公差=最大极限尺寸—最小极限尺寸=3。
010-29.990=0.020=ES-EI=+0.010-(-0.010)=0。
020如果实际尺寸在Ø30.010与Ø29.990这间,即为合格。
第三章2、公差与配合国家标准线性尺寸精度(公差与配合国家标准)GB/T1800.2-1998的标准规定了有关线性尺寸精度标准的主要内容:标准公差基本偏差公差代号优先、常用和一般公差带基孔制、基轴制常用、优先配合的选用线性尺寸的一般公差GO标准公差系列标准公差IT(ISO Tolerance):是国标规定的,用以确标准公差计算举例标准公差的特点IT6可读作:标准公差6级或简称6级公差。
同一基本尺寸的孔与轴,其标准公差数值大小应随公差等级的高低而不同。
公差等级↑,公差值↓,见P260附表3-2。
同一公差等级的孔与轴,随着基本尺寸大小的不同应规定不同的标准公差值。
公差是加工误差的允许值,同一等级的公差具有相同的加工难易程度。
总之,标准公差的数值,一与公差等级有关,二为基本尺寸的函数。
Home基本偏差系列基本偏差:确定零件公差带相对于零线位置的极限偏差。
它是公差带位置标准化的唯一指标。
除JS和js外,均指靠近零线的偏差。
与公差等级无关。
基本偏差代号:用拉丁字母表示。
大写表示孔,小写表示轴。
在26个字母中除去易与其它混淆的I、L、O、Q、W,再加上七个用两个字母表示的代号(CD、EF、FG、JS、ZA、ZB、ZC),共有28个代号,即孔和轴各有28个基本偏差。
其中JS和js相对于零线完全对称。
对于轴:a~h的基本偏差为上偏差es,其绝对值依次减小,j~zc 的基本偏差为下偏差ei,其绝对值依次增大。
对于孔:A~H的基本偏差为下偏差EI,其绝对值依次减小,J~ZC的基本偏差为上偏差ES,其绝对值依次增大。
H为基准孔,基本偏差为下偏差,值为零;h为基准轴,基本偏差为上偏差,值为零。
基本偏差值轴的基本偏差:是根据科学实验和生产实践的需要确定的,其计算公式见P42表3-2。
孔的基本偏差:基本尺寸≤500mm时,孔的基本偏差是从轴的基本偏差换算而来。
换算规则为:通用规则:用同一字母表示的孔、轴基本偏差的绝对值相等,符号相反。
公差与配合标准的主要内容简介一基准制------ 公差与配合标准对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制基孔制-------- 基孔制中的孔称为基准孔,用H 表示,基准孔以下偏差为基本偏差,且数值为零。
其公差带位置在零线上侧。
a------h 间隙es=Xminj------n 过渡p------zc 过盈基轴制------ 基轴制中的轴称为基准轴,用h 表示,基准轴的上偏差为基本偏差且等于零,公差带位置在零线下侧。
A---H 间隙EI= XminJ----N 过渡P---ZC 过盈二、标准公差系列公差等级------ 是指确定尺寸精度的等级。
由于零件和零件上不同部位的尺寸对精确程度的要求往往不相同,为了满足生产的需要,国家标准设置了20 个公差等级。
IT01 . IT0 . IT1. IT2 .IT3 . ………………… IT18高← 公差等级→ 低小← 公差数值→ 大难← 加工程度→ 易IT6: 标准公差6级或6级标准公差∵D↑ △D↑ ∴D↑ T↑故:标准公差与公差等级和基本尺寸有关。
公差单位和公差等级系数(I i)i——计算标准公差的基本单位。
(1): i=0.45 +0.001D(d)用于常用尺寸段内,IT5-IT18(2): I=0.004D+2.1公差等级系数a——反映加工难易(1):在常用尺寸段内:(≤500mm)IT=ai 用于IT5-IT18 IT5 :a=7 沿用GB59IT6-IT18 ,用R5系列(见表2-2)对于最高的三级:IT01-IT1,则用IT=A+BD(测量误差) 其中B按q5增长。
考虑公差等级的一致性,都按一定规律来变化。
IT2.IT3,IT4按几何级数分布。
(详见P14 表2-3)(2): 在大尺寸段:IT=Ai 考虑方式同上。
尺寸分段:如按公式计算标准公差值,则每一个基本尺寸D(d)就有一个相对应的公差值。
常用:13个大尺寸:8个(介于其中有2-3个)见表2-2例:求φ 25孔的IT6,IT7的标准公差?解:∵IT=ai 而i=0.45 +0.001D∴D= ≈23.24i=0.45 +0.001×23.24≈1.31(μm)故:IT6=10i=10×1.31=13.1(μm)IT7=16i=16×1.31=21(μm)( 最后还要进行科学调整!)三.基本偏差系列——两大系列:标准公差(大小)和基本偏差(位置)基本偏差——靠近零线的偏差。
《GBT18011999极限与配合公差带和配合的选择》一、极限与配合的基本概念极限与配合是机械设计中的重要概念,它涉及到零件的尺寸精度、形状精度和位置精度。
GBT18011999是我国关于极限与配合的国家标准,旨在规范零件加工和检验过程中的尺寸公差、形状公差和位置公差。
1. 极限极限是指零件尺寸允许的最大和最小值。
在实际生产中,由于各种因素的影响,零件尺寸很难达到理想状态。
因此,设定极限值是为了保证零件在一定的尺寸范围内满足使用要求。
2. 配合二、公差带的选择公差带是指在极限尺寸范围内,允许零件尺寸波动的区域。
合理选择公差带,有助于提高零件的加工质量和使用性能。
1. 公差等级的选择(1)零件的功能要求:功能要求高的零件,应选择较高的公差等级;(2)加工工艺:加工难度大、成本高的零件,可选择较低的公差等级;(3)经济性:在满足使用要求的前提下,尽量选择较低的公差等级,以降低生产成本。
2. 配合类型的选择(1)间隙配合:适用于温度变化较大、装配方便、对磨损有一定要求的场合;(2)过渡配合:适用于要求具有一定紧密性和拆卸方便的场合;(3)过盈配合:适用于承受较大载荷、要求较高精度和防松动的场合。
三、公差带和配合的选择方法1. 分析零件的使用要求:了解零件在设备中的功能、工作条件、装配关系等;2. 确定公差等级:根据零件的使用要求,选择合适的公差等级;3. 选择配合类型:根据零件的使用环境和功能要求,选择合适的配合类型;4. 校核:对所选公差带和配合类型进行校核,确保满足使用要求。
《GBT18011999极限与配合公差带和配合的选择》四、公差带和配合的调整与优化在选择公差带和配合的过程中,可能需要对初步方案进行调整和优化,以确保零件的可靠性和经济性。
1. 调整公差带宽度(1)加工能力:若加工设备精度提高,可适当缩小公差带宽度;(2)装配需求:若装配过程中出现困难,可适当增大公差带宽度;(3)成本控制:在满足使用要求的前提下,适当调整公差带宽度,以降低生产成本。