G02G3圆弧插补指令编程
- 格式:doc
- 大小:26.00 KB
- 文档页数:1

圆弧插补指令G02/G03指令格式:G02R__X (U )__ Z (W )__ F__ ;G03 I__ K__指令意义:刀具沿X 、Z 两轴同时从起点位置(当前程序段运行前的位置)以R 指定的值为半径或以I 、K 值确定的圆心顺时针(G02)/逆时针(G03)圆弧插补至X(U )、Z (W )指定的终点位置。
指令地址:G02:顺时针圆弧插补,见图3-15A ; G03:逆时针圆弧插补,见图3-15B ;X :终点位置在X 轴方向的绝对坐标值,其取值范围是:-9999.999mm ~+9999.999mm;Z :终点位置在Z 轴方向的绝对坐标值,其取值范围是:-9999.999mm ~+9999.999mm;U :终点位置相对起点位置在X 轴方向的坐标值,其取值范围是:-9999.999mm ~+9999.999mm;W :终点位置相对起点位置在Z 轴方向的坐标值,其取值范围是:-9999.999mm ~+9999.999mm;I :圆心相对圆弧起点在X 轴上的坐标值,其取值范围是:-9999.999mm ~+9999.999mm;K :圆心相对圆弧起点在Z 轴上的坐标值,其取值范围是:-9999.999mm ~+9999.999mm;R :圆弧半径;F :沿圆周运动的切线速度,其取值范围是:1~15000mm/min,其速度合成图见本手册3.6节进给功能F 代码。
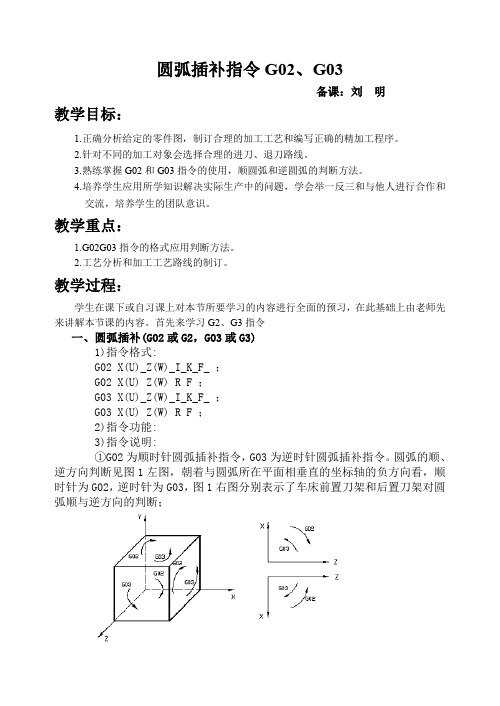
图3-15A G02轨迹图图3-15B G03轨迹图指令说明:● 顺时针或逆时针是从垂直于圆弧所在平面的坐标轴的正方向看到的回转方向,它是与采用前刀座坐标系还是后刀座坐标系有关的,如图3-16;图3-16 圆弧方向的确定● 圆弧中心用地址I 、K 指定时,其分别对应于X ,Z 轴。
I 、K 表示从圆弧起点到圆心的矢量分量,是增量值:I =圆心坐标X -圆弧起始点的X 坐标; K =圆心坐标Z -圆弧起始点的Z 坐标;OKI图3-17 圆弧I 、K 值I 、K 根据方向带有符号,I 、K 方向与X 、Z 轴方向相同,则取正值;否则,取负值。
G02/G03圆弧插补指令一、场地安全:1. 强调实习课堂安全要求;2. 上机安全操作规程。
二、教学目的:知识目标:1. 了解并掌握G02/G03指令的功能和格式。
2 .掌握简单形面的程序设计思路和方法。
技能目标:1.通过对简单零件的加工,能熟练使用数控车床面板上的各功能键2 .通过车削带圆柱、倒角、倒圆及圆弧的工件,培养学生基本操作技能,养成安全文明生产的习惯。
3 .培养学生综合分析能力。
三、教学重、难点:重点:1. G02/G03指令格式,参数含义。
2.顺逆圆弧的判断。
难点:顺逆圆弧的判断。
四、教学方法:任务驱动法、仿真教学法五、课堂设计:1 .课时安排:2 课时2.理论与仿真练习相结合3. 时间分配:复习与新课导入:5 分钟理论讲授:30 分钟课堂练习:40分钟总结:3分钟作业布置:2分钟六、教学过程:(一)组织教学:1 .检查学生出勤情况、工作服及胸卡佩戴情况2 .强调课堂纪律,做到安全文明生产3 .简要总结上次课题的教学情况二)新课导入:回顾前面所学的快速定位G00直线插补G01指令,我们学会了简单台阶零件的编程,但实际很多零件的外形轮廓往往是圆弧连接的,例如这个(教具):同学们都知道,加工直线轮廓用直线插补,那加工圆弧轮廓呢?生:用圆弧插补师:对,这就是今天我们要学习的,圆弧插补指令G02/G03.提问学生:(三)新课讲解:1 •认识新指令:①指令概述:G02/G03圆弧插补指令使刀具在指定平面内按给定的F进给速度作圆弧运动,切削出圆弧轮廓。
②圆弧顺、逆的判断:圆弧插补指令分为顺时针圆弧插补指令和逆时针圆弧插补指令.(那么什么时候用顺时针圆弧插补指令和逆时针圆弧插补指令),这里首先要看机床是前置刀架,还是后置刀架我们用的机床是前置刀架,因此,顺时针方向用G03圆弧指令,逆时针方向用G02圆弧指令。
③指令格式:G02 X(U) Z(W)R F(逆时针圆弧插补)G03 X(U) Z(W)R F(顺时针圆弧插补)④字母含义:X、Z:圆弧终点的绝对坐标U、W圆弧终点相对于圆弧起点的坐标增量R:圆弧半径F:切削进给速度2 •指令注意事项:(a)前置刀顺逆圆弧的判断(四)、编程实例:某公司数控车间,现要加工一批零件,所用毛坯为C 42>80的45钢棒料, 如果你是该车间的技术人员,请编写零件的加工程序。
圆弧插补指令G02、G03备课:刘明教学目标:1.正确分析给定的零件图,制订合理的加工工艺和编写正确的精加工程序。
2.针对不同的加工对象会选择合理的进刀、退刀路线。
3.熟练掌握G02和G03指令的使用,顺圆弧和逆圆弧的判断方法。
4.培养学生应用所学知识解决实际生产中的问题,学会举一反三和与他人进行合作和交流,培养学生的团队意识。
教学重点:1.G02G03指令的格式应用判断方法。
2.工艺分析和加工工艺路线的制订。
教学过程:学生在课下或自习课上对本节所要学习的内容进行全面的预习,在此基础上由老师先来讲解本节课的内容。
首先来学习G2、G3指令一、圆弧插补(G02或G2,G03或G3)1)指令格式:G02 X(U)_Z(W)_I_K_F_ ;G02 X(U) Z(W) R F ;G03 X(U)_Z(W)_I_K_F_ ;G03 X(U) Z(W) R F ;2)指令功能:3)指令说明:①G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令。
圆弧的顺、逆方向判断见图1左图,朝着与圆弧所在平面相垂直的坐标轴的负方向看,顺时针为G02,逆时针为G03,图1右图分别表示了车床前置刀架和后置刀架对圆弧顺与逆方向的判断;图1 圆弧的顺、逆方向②如图2,采用绝对坐标编程,X、Z为圆弧终点坐标值;采用增量坐标编程,U、W为圆弧终点相对圆弧起点的坐标增量,R是圆弧半径,当圆弧所对圆心角为0°~180°时,R取正值;当圆心角为180°~360°时,R取负值。
I、K为圆心在X、Z轴方向上相对圆弧起点的坐标增量(用半径值表示),I、K为零时可以省略。
图2 圆弧绝对坐标,相对坐标图3 圆弧插补G02 X50.0 Z30.0 I25.0 F0.3; G03 X87.98 Z50.0 I-30.0 K-40.0 F0.3;G02 U20.0 W-20.0 I25.0 F0.3; /绝对坐标,直径编程G02 X50.Z30.0 R25.0 F0.3; G03 U37.98 W-30.0 I-30.0 K-40.0 F0.3;G02 U20.0 W-20.0 R25.0 F0.3; /相对坐标,直径编程教学环节:一、复习G00、G01指令引入新课请用G0、G1指令编出图4的精加工程序。
圆弧插补指令,G02,G03一、零件图样图2.2.1 零件图如图 2.2.1,该零件由三处外圆(Ø34、Ø26、Ø16)、两段倒圆(R4、R5)、一段倒角(C2)组成。
外圆粗车工作已经完成,请编制精加工程序。
编程原点设置在工件右端面的中心,经计算各基点的坐标从右到左依次为A(12,0)、B(16,-2)、C(16,-15)、D(26,-20)、E(26,-31)、F(34,-35)、G(34,-45)。
二、工艺分析该工件采用三爪卡盘装夹定位,外圆粗车工作已经完成,仅编制精加工程序,端面和切断采用手动操作完成。
加工工艺如表2.1.1所示:三、程序编制(一)圆弧编程指令G02、G03指令格式:图2.2.2 圆弧编程指令如图2.2.2所示,其中,G02表示顺时针方向圆弧插补,G03表示逆时针方向圆弧插补。
X_Z_为圆弧的终点坐标值,其值可以是绝对坐标,也可以是增量坐标。
在增量坐标方式下,其值为圆弧终点坐标相对于圆弧起点的增量值。
R_为圆弧半径。
I_K_为圆弧的圆心相对于起点分别在X、Z坐标轴上的增量值(半径值)。
1、顺、逆圆弧的判断。
圆弧插补的顺、逆方向的判断方法如图2.2.3所示。
先确定数控车床的Y轴,然后逆着Y轴看该圆弧,顺时针方向圆弧用G02表示,逆时针方向圆弧用G03表示。
A)后置刀架B)前置刀架图2.2.3 圆弧顺逆的判断2、I、K值的判断。
在判断I、K值时,一定要注意该值为矢量值。
如图2.2.4所示,圆弧在编程时的I、K 值均为负值。
I0和K0可以省略。
图2.2.4 I、K值的判断3、圆弧半径的确定。
圆弧半径R有正值与负值之分。
当圆弧圆心角小于或等于180°时,程序中的R用正值表示。
当圆弧圆心角大于180°并小于360°时,R用负值表示。
图2.2.5 圆弧半径R正负值的确定如图2.2.5所示,刀具在A点,指令“G03 X60 Z40 R50 F100”使刀具沿圆弧段1从A 到B。
圆弧插补1、G02、G03:圆弧插补功能:刀具以圆弧轨迹从起始点移动到终点,方向由G指令确定:G2——顺时针方向G3——逆时针方向在地址F下编程的进给率决定圆弧插补速度。
圆弧可以按下述不同的方式表示:1)、圆心坐标和终点坐标2)、半径和终点坐标3)、圆心和张角4)、张角和终点坐标G2和G3一直有效,直到被G功能组种其它的指令(G00,G01,……)取代为止。
上图为在三个平面上圆弧插补G2/G3的方向规定说明:只有用圆心坐标和终点坐标才可以编程一个整圆!在用半径表示圆弧时,可以通过CR=...的符号正确的选择圆弧,因为在相同的起始点、终点、半径和相同的方向时可以有两种圆弧。
其中,CR=-...表明圆弧段大于半圆,而正号表明圆弧段小于或等于半圆格式:1)、圆心坐标和终点坐标G2 X... Y... I... J...2)、半径和终点坐标G2 X... Y... CR=... F...3)、圆心和张角G2 AR=... I... J... F...4)、张角和终点坐标G2 AR=... X... Y... F...例程分别为:圆心坐标和终点坐标半径和终点坐标圆心和张角张角和终点坐标综合题ZYU123G90G54G17G64M03S1000G00Z5X-40Y-40G01Z-1F300X-20Y0X30Y20X60Y0X80G03X100Y20CR=20F200 G01Y80F300G02X80Y100CR=20F200 G01X25F300X0Y75Y-20G00X-40Y-40Z50M05M30。