钢结构焊缝超声波探伤原始记录
- 格式:doc
- 大小:56.50 KB
- 文档页数:1
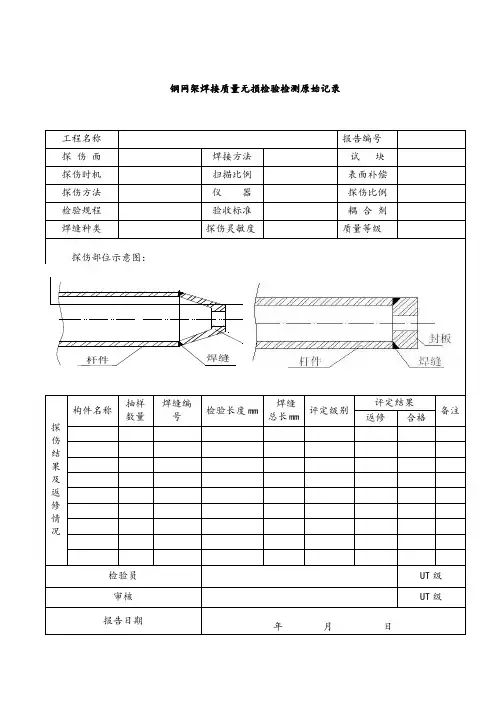
钢网架焊接质量无损检验检测原始记录工程名称报告编号探伤面焊接方法试块探伤时机扫描比例表面补偿探伤方法仪器探伤比例检验规程验收标准耦合剂焊缝种类探伤灵敏度质量等级探伤部位示意图:探伤结果及返修情况构件名称抽样数量焊缝编号检验长度mm焊缝总长mm评定级别评定结果备注返修合格检验员UT级审核UT级报告日期年月日杆件焊缝锥头涂层厚度检测原始记录检验:审核:年月日高强度大六角螺栓检测原始记录检验:审核:年月日扭剪型高强螺栓检测原始记录检验:审核:年月日紧固件机械性能检测原始记录检验:审核:年月日粗牙螺纹螺母检测原始记录检验:审核:年月日六角头螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点高强螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点检测原始记录检验:审核:年月日钢网架焊接空心球节点检测原始记录检验:审核:年月日钢筋焊接件检测原始记录检验:审核:年月日焊接接头及焊接试样检测原始记录检验:审核:年月日构件摩擦面检测原始记录检验:审核:年月日焊接球及螺栓球加工质量检测原始记录检验:审核:年月日钢网架杆件尺寸检测原始记录检验:审核:年月日钢网架支承面检测原始记录检验:审核:年月日总拼及安装质量检测原始记录检验:审核:年月日钢柱垂直度检测原始记录检验:审核:年月日节点承载力检测原始记录检验:审核:年月日网架工程挠度检测原始记录表检测:审核:钢网架整体偏差检测原始记录检验:审核:年月日垂直度和侧向弯曲检测原始记录检验:审核:年月日主体结构尺寸检测原始记录检验:审核:年月日。
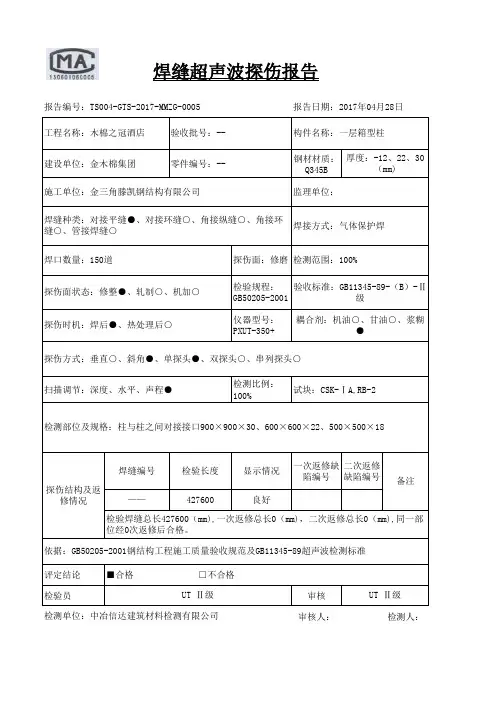
钢材材质:Q345B 探伤面:修磨检验规程:GB50205-2001仪器型号:PXUT-350+检测比例:100%焊缝编号检验长度显示情况一次返修缺陷编号二次返修缺陷编号——427600良好评定结论检验员审核审核人:检测人:报告编号:TS004-GTS-2017-MMZG-0005报告日期:2017年04月28日工程名称:木棉之冠酒店验收批号:--构件名称:一层箱型柱建设单位:金木棉集团焊口数量:150道检测范围:100%探伤面状态:修整●、轧制○、机加○验收标准:GB11345-89-(B)-Ⅱ级探伤时机:焊后●、热处理后○耦合剂:机油○、甘油○、浆糊●零件编号:--厚度:-12、22、30(mm)施工单位:金三角滕凯钢结构有限公司监理单位:焊缝种类:对接平缝●、对接环缝○、角接纵缝○、角接环缝○、管接焊缝○焊接方式:气体保护焊依据:GB50205-2001钢结构工程施工质量验收规范及GB11345-89超声波检测标准■合格 □不合格UT Ⅱ级UT Ⅱ级检测单位:中冶信达建筑材料检测有限公司探伤方式:垂直○、斜角●、单探头●、双探头○、串列探头○扫描调节:深度、水平、声程●试块:CSK-ⅠA,RB-2检测部位及规格:柱与柱之间对接接口900×900×30、600×600×22、500×500×18探伤结构及返修情况备注检验焊缝总长427600(mm),一次返修总长0(mm),二次返修总长0(mm),同一部位经0次返修后合格。
钢材材质:Q345B 探伤面:修磨检验规程:GB50205-2001仪器型号:PXUT-350+检测比例:100%焊缝编号检验长度显示情况一次返修缺陷编号二次返修缺陷编号——427600良好评定结论检验员审核审核人:检测人:监理单位:焊缝种类:对接平缝●、对接环缝○、角接纵缝○、角接环缝○、管接焊缝○焊接方式:气体保护焊焊口数量:150道检测范围:100%报告编号:TS004-GTS-2017-MMZG-0005报告日期:2017年05月21日工程名称:木棉之冠酒店验收批号:--构件名称:二层箱型柱建设单位:金木棉集团零件编号:--厚度:-12、22、30(mm)UT Ⅱ级UT Ⅱ级检测单位:中冶信达建筑材料检测有限公司检测部位及规格:柱与柱之间对接接口900×900×30、600×600×22、500×500×18探伤结构及返修情况备注检验焊缝总长427600(mm),一次返修总长0(mm),二次返修总长0(mm),同一部位经0次返修后合格。
钢结构焊缝超声波探伤检测报告一、引言钢结构在现代建筑和工程中广泛应用,为确保钢结构的安全和质量,需要对焊缝进行超声波探伤检测。
本报告旨在总结和分析钢结构焊缝超声波探伤检测的结果,提供相应的结论和建议。
二、方法与原理1. 超声波探伤原理超声波探伤是利用超声波在材料中的传播特性来检测和评估材料的内部缺陷和异物的一种无损检测技术。
在钢结构焊缝超声波探伤中,一般使用纵波和横波两种超声波模式。
2. 设备及仪器本次探伤测试采用了XXX品牌的超声波探伤仪器,配备了适当的传感器和探头。
该仪器具备高精度、高灵敏度和便携性的特点,能够有效地检测钢结构焊缝中的缺陷。
3. 探伤方法首先,对待测的焊缝进行准备工作,包括清洁、除锈等。
然后,将超声波探头置于焊缝表面,以一定的速度进行移动。
仪器将自动记录并显示超声波的传播特性和检测结果。
三、检测结果通过对焊缝进行超声波探伤检测,得到了以下结果:1. 检测到的焊缝缺陷在焊接过程中,可能会出现焊缝的气孔、裂纹、夹杂物等缺陷。
在本次探伤中,共检测出X处焊缝缺陷,主要包括气孔和夹杂物。
2. 缺陷的尺寸和位置通过超声波探伤仪器的分析,确定了焊缝缺陷的尺寸和位置。
其中,气孔的尺寸范围在X~Y毫米之间,主要分布在焊缝的边缘位置。
夹杂物的尺寸范围在X~Y毫米之间,主要位于焊缝的内部位置。
3. 缺陷对钢结构强度的影响通过对焊缝缺陷的分析,评估了其对钢结构强度和稳定性的影响。
结果表明,焊缝缺陷对钢结构的强度和稳定性产生了一定程度的负面影响。
具体的影响程度需要进一步的工程计算和分析。
四、结论与建议1. 结论本次钢结构焊缝超声波探伤检测发现了焊缝中的气孔和夹杂物等缺陷。
这些缺陷对钢结构的强度和稳定性产生一定的影响。
2. 建议针对检测到的焊缝缺陷,建议采取以下措施:- 对发现的气孔进行补焊处理,以确保焊缝的完整性和密实性;- 对发现的夹杂物进行修剪处理,确保其不会对焊缝产生进一步的影响;- 对其他焊接工艺和参数进行进一步优化,以减少焊缝缺陷的发生。
金属框架焊缝超声波探伤原始记录
背景
金属框架在许多工业领域中具有重要作用。
在制造和使用金属框架时,焊接是常用的连接方法。
然而,焊接过程中可能会产生焊缝缺陷,这可能会影响金属框架的强度和稳定性。
因此,进行焊缝的超声波探伤是必要的,以确保焊接质量符合标准和要求。
目的
本次超声波探伤的目标是检测金属框架焊缝是否存在缺陷,并记录探测结果。
方法
1. 使用超声波探伤仪器对金属框架焊缝进行扫描。
2. 选择适当的超声波传感器和参数设置,以确保对焊缝进行全面而准确的检测。
3. 在探测过程中,保持传感器与焊缝之间的合适距离和角度。
4. 将探测到的数据记录下来,包括回波幅度、回波时间和信号强度等信息。
结果
根据超声波探伤的结果,下面是我们记录的探测数据:
根据以上数据,我们初步判断焊缝没有明显的异常情况。
结论
根据本次超声波探伤的结果和数据分析,我们初步认为金属框架焊缝没有明显缺陷。
然而,为了确保焊接质量符合标准和要求,建议继续进行定期的超声波探伤和监测。
请注意,以上结论是根据本次探测的数据而得出的,具体的结论应进一步进行专业评估和审查。
参考文献
1. 超声波探伤技术标准
2. 金属焊接质量检测手册。
钢结构焊缝超声波检验报告
本报告是对常州动力装备产业园标准厂房8#车间工程中
___所提供的H型钢梁进行钢结构焊缝超声波检验的结果报告。
验收规范为GB-2001《钢结构工程质量验收规范》。
母材材质为Q235B,焊缝类型为对接焊缝,试块为CSK-1A和RB-2.检
验仪器为GTS-22,检验标准为JC11-2-25.
本次检验共检验了10个构件,焊接方法为气体保护焊,
耦合剂为浆糊。
探伤面为45度对接面,探头规格为Φ3-16dB,灵敏度为2.5P8×12K2.5.检验日期为2014年9月25日,检验
地点为厂内。
构件数量为10个,质量等级为Ⅱ级。
本次检验结果显示,受检焊缝均符合GB-2001《钢结构工程质量验收规范》标准二级焊缝要求,评定等级均为Ⅱ级,焊缝质量等级也为Ⅱ级。
因此,本次检验结果合格。
报告批准人、审核人和校核人的信息未在文章中提供,需要补充完整。
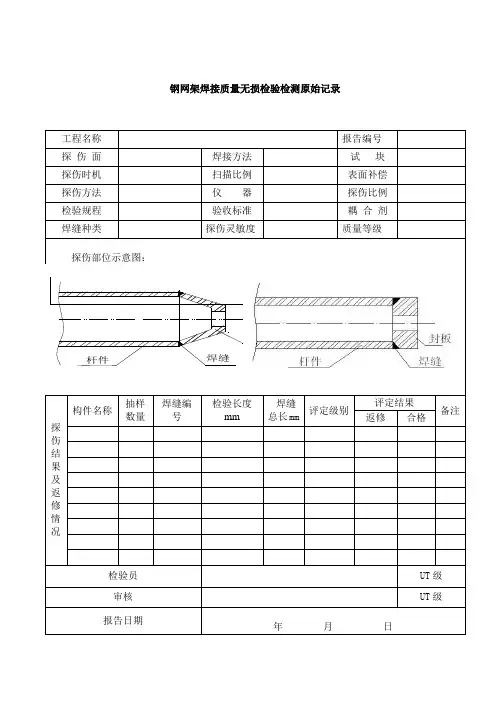
钢网架焊接质量无损检验检测原始记录工程名称报告编号探伤面焊接方法试块探伤时机扫描比例表面补偿探伤方法仪器探伤比例检验规程验收标准耦合剂焊缝种类探伤灵敏度质量等级探伤部位示意图:探伤结果及返修情况构件名称抽样数量焊缝编号检验长度mm焊缝总长mm评定级别评定结果备注返修合格检验员UT级审核UT级报告日期年月日杆件焊缝锥头涂层厚度检测原始记录检验:审核:年月日高强度大六角螺栓检测原始记录检验:审核:年月日扭剪型高强螺栓检测原始记录检验:审核:年月日紧固件机械性能检测原始记录检验:审核:年月日粗牙螺纹螺母检测原始记录检验:审核:年月日六角头螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点高强螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点检测原始记录检验:审核:年月日钢网架焊接空心球节点检测原始记录检验:审核:年月日钢筋焊接件检测原始记录检验:审核:年月日焊接接头及焊接试样检测原始记录检验:审核:年月日构件摩擦面检测原始记录检验:审核:年月日焊接球及螺栓球加工质量检测原始记录检验:审核:年月日钢网架杆件尺寸检测原始记录检验:审核:年月日钢网架支承面检测原始记录检验:审核:年月日总拼及安装质量检测原始记录检验:审核:年月日钢柱垂直度检测原始记录检验:审核:年月日节点承载力检测原始记录检验:审核:年月日网架工程挠度检测原始记录表检测:审核:钢网架整体偏差检测原始记录检验:审核:年月日垂直度和侧向弯曲检测原始记录检验:审核:年月日主体结构尺寸检测原始记录检验:审核:年月日。
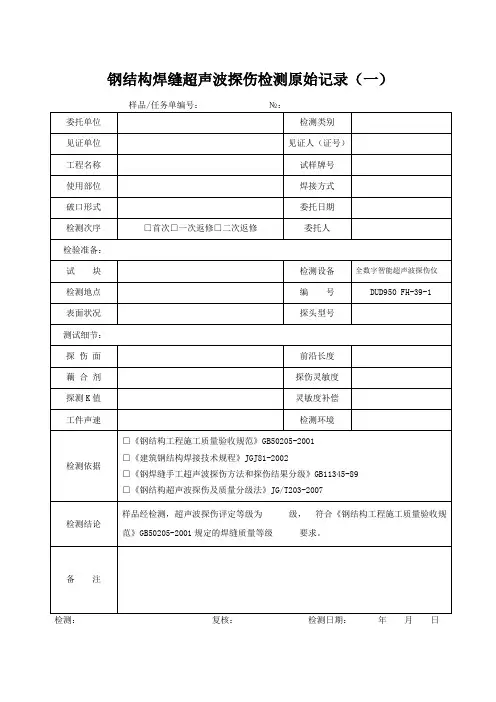
钢网架焊接质量无损检验检测原始记录
检验长度焊缝
评定级别评定结果
备注
锥头
涂层厚度检测原始记录
检验:审核:
年月日
高强度大六角螺栓检测原始记录
检验:审核:
年月日
扭剪型高强螺栓检测原始记录
检验:审核:
年月日
紧固件机械性能检测原始记录
检验:审核:
年月日
粗牙螺纹螺母检测原始记录
检验:审核:
年月日
六角头螺栓检测原始记录
检验:审核:
年月日
钢网架螺栓球节点高强螺栓检测原始记录
检验:审核:
年月日
钢网架螺栓球节点检测原始记录
检验:审核:
年月日
钢网架焊接空心球节点检测原始记录
检验:审核:
年月日
钢筋焊接件检测原始记录
检验:审核:
年月日
焊接接头及焊接试样检测原始记录
检验:审核:
年月日
构件摩擦面检测原始记录
检验:审核:
年月日
焊接球及螺栓球加工质量检测原始记录
检验:审核:
年月日
钢网架杆件尺寸检测原始记录
检验:审核:
年月日
钢网架支承面检测原始记录
检验:审核:
年月日
总拼及安装质量检测原始记录
检验:审核:
年月日
钢柱垂直度检测原始记录
检验:审核:
年月日
节点承载力检测原始记录
检验:审核:
年月日
网架工程挠度检测原始记录表
检测:审核:
钢网架整体偏差检测原始记录
检验:审核:
年月日
垂直度和侧向弯曲检测原始记录
检验:审核:
年月日
主体结构尺寸检测原始记录
检验:审核:
年月日。