公差与配合
- 格式:doc
- 大小:34.50 KB
- 文档页数:3


一、公差与配合、形状和位置公差一)互换性同一批规格大小相同的零件,任取其中一件,不经选择和再加工,就能顺利地装配成符合使用要求的产品,这种性质称为互换性。
在现代化的大量或成批生产中,互换性是工业产品必备的基本性质,日常生活中使用的自行车、钟表等它们所用的零件都有互换性。
零件具有互换性,有利于生产分工协作,也有利于采用先进工艺和专用设备进行高效率的专业化生产。
这不仅可以缩短生产周期、降低成本和保证质量,还可以为产品提供备件,以利维修。
公差与配合制度是实现互换性的必要条件。
国家标准《公差与配合》(GB1800~1804-79)适用于圆柱面及其他由单一尺寸确定的表面或结构的尺寸公差,以及由它们组成的配合。
在实际生产中要严格遵守,在图样上必须正确标注。
二)公差与配合的定义及有关术语1、公差在零件的加工过程中,由于受到机床、刀具、夹具、量具和操作者技术水平等方面的影响,加工出来的零件尺寸必然存在一定的误差,一批零件的尺寸也不可能绝对相等。
因此,在设计时,为了保证零件的互换性,应根据零件的使用要求和加工条件,合理地给零件的某种尺寸规定一个允许的变动量,这个允许尺寸的变动量就是尺寸公差,简称公差。
由4-1(a)表示孔和轴的配合尺寸为φ50图4-1(b)、(c)分别注出了孔和轴直径的允许变动量。
图4-2是说明图4-1所注尺寸公差与配合的示意图。
现以轴的尺寸为例[图4-1(c)](图4-2),介绍有关尺寸公差的术语和定义。
(1)基本尺寸设计给定的尺寸。
例如图中φ50。
(2)实际尺寸通过测量所得的尺寸(存在测量误差)。
(3)极限尺寸允许尺寸变化的两个界限值,它以基本尺寸为基数来确定。
最大极限尺寸两个极限尺寸中较大的一个。
例如图中轴的尺寸φ49.991。
最小极限尺寸两个极限尺寸中较小的一个。
例如图中轴的尺寸φ49.975。
实际尺寸在两个极限尺寸所决定的区间内算合格。
(4)尺寸偏差(简称偏差)某一尺寸减去基本尺寸所得的代数差。


一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。
1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标准直径或标准长度。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图1a所示的孔径:基本尺寸=Ø30最大极限尺寸=Ø30.010最小极限尺寸= Ø29.990上偏差ES=最大极限尺寸—基本尺寸=30.010-30=+0。
010下偏差EI=最小极限尺寸—基本尺寸=29.990-30=-0.010公差=最大极限尺寸—最小极限尺寸=3。
010-29.990=0.020=ES-EI=+0.010-(-0.010)=0。
020如果实际尺寸在Ø30.010与Ø29.990这间,即为合格。




常用配合及其它
1、轴承与轴的配合 k6(gc)▽7=Ra1.6
2、轴承与轴承壳的配合 (D)JS7、 H7▽7=Ra1.6
3、定位配合,如支口与突沿的配合
H8/h7(D3/d3)▽5=Ra 6.3
4、联轴器、齿轮等与轴的配合
H7/k6、H7/r6(D/gc)▽7=Ra1.6
5、滑动轴承与轴的配合 H8/f7(D/dc)▽7=Ra1.6
6、大跨度、多支点轴承与长轴的配合
H9/d9(D4/dc4)▽7=Ra1.6
7、轴承盖与座体的配合 H7/d11▽5=Ra 6.3
8、永久性装配的配合(例如加套、加箍) H7/s6▽7=Ra1.6
9、定位套与轴的配合 D11/k6.H9/k6▽7=Ra1.6
10、键与键槽的配合:轴---N9/h9;孔—JS9/h9▽7=Ra1.6
11、表面光洁度是表面粗糙度的对应关系:
表面光洁度14级=Ra 0.012 表面光洁度13级=Ra 0.025 表面光洁度12级=Ra 0.050 表面光洁度11级=Ra 0.1 表面光洁度10级=Ra 0.2 表面光洁度9级=Ra 0.4
表面光洁度8级=Ra 0.8 表面光洁度7级=Ra 1.6
表面光洁度6级=Ra 3.2 表面光洁度5级=Ra 6.3
表面光洁度4级=Ra 12.5 表面光洁度3级=Ra 25
表面光洁度2级=Ra 50 表面光洁度1级=Ra 100
12、公差与配合在图样上的标注
)(665021.0002.0++∅k 6730f H ∅6
65k ∅。

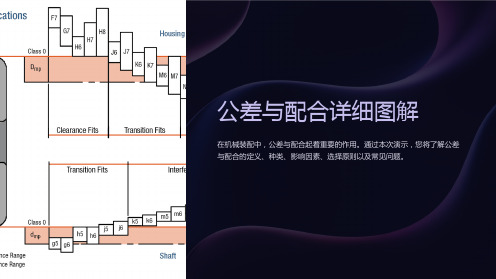
1、公差配合的类型分为三种:间隙配合(原称:动配合)、过渡配合、过盈配合(原称:静配合)。
2、间隙配合——轴与孔之间有明显间隙的配合,轴可以在孔中转动
3、过盈配合——轴与孔之间没有间隙,轴与孔紧密的固联在一起,轴将不能单独转动
4、过渡配合——介于间隙配合与过盈配合之间的配合,有有可能出现间隙,有可能出现过盈,这样的配合可以作为精密定位的配合
5、当轴需要在孔中转动的时候,都选择间隙配合,要求间隙比较大的时候选H11/c11(如:手摇机构),要求能转动,同时又要求间隙不太大就选择H9/d9(如:空转带轮与轴的配合),若还要精密的间隙配合就选择H8/f7(如:滑动轴承的配合)
6、如果希望轴与孔固联在一起,要转动则一起转动,要承受载荷就一起承受载荷,可以选择过盈配合,小过盈量的配合可以传递比较小的力,施加较大的力就会让轴与孔发生转动,装配可以用木榔头敲击装配,配合类型H7/n6,大过盈量的配合可以专递较大的力,一般用压力机进行装配,或者用温差法进行装配,例如:火车轮的轮圈与轮毂的配合就是用温差法进行装配的过盈配合,配合类型H7/z6
7、需要精密定位,又需要能拆卸时,如滚动轴承内圈与轴的配合、外圈与孔的配合可以选择H7/js6,或者H7/k6。

公差与配合1. 引言公差是指零件或制品在加工过程中产生的尺寸偏差,配合则是描述零件之间或零件与装配件之间的相对位置关系。
公差与配合在制造和装配过程中起着重要的作用,它们能够影响产品的质量和性能。
本文将介绍公差的概念和分类、公差的计算方法以及配合的基本概念和种类。
2. 公差的概念和分类在制造过程中,由于各种因素的影响,零件的尺寸可能会与设计尺寸存在偏差。
这种尺寸偏差称为公差。
公差可以分为以下几类:2.1 几何公差几何公差是描述形状、位置和方向关系的公差。
它包括直线度、平面度、圆度、圆柱度、平行度、垂直度、倾斜度等。
2.2 尺寸公差尺寸公差是描述零件尺寸大小的公差。
它包括上下公差、半径公差、直径公差、角度公差等。
2.3 表面质量公差表面质量公差是描述零件表面粗糙度的公差。
它用于描述表面的平滑程度和质量要求。
3. 公差的计算方法公差的计算可以通过以下几种方法实现:3.1 数值法数值法是根据公差的上下限和设计尺寸来确定公差范围的方法。
例如,如果设计尺寸为10mm,上公差为0.1mm,下公差为-0.1mm,则公差范围为9.9mm到10.1mm。
3.2 统计法统计法是根据大量零件尺寸的统计数据来确定公差范围的方法。
通过对生产过程中得到的尺寸数据进行统计分析,可以确定公差范围,使得零件的尺寸分布在设计要求的合理范围内。
3.3 经验法经验法是根据经验和专业知识来确定公差范围的方法。
经验法适用于某些特殊的场合,例如对于复杂零件的公差计算,由于其结构的特殊性,难以通过数值法或统计法来得到准确的公差范围,因此需要依靠经验进行判断。
4. 配合的基本概念和种类配合是指零件之间或零件与装配件之间相对位置关系的描述。
配合可以根据零件之间的间隙和相对位置关系分为以下几种类型:4.1 间隙配合间隙配合是指零件之间具有一定的间隙,可以使零件相对运动,如套装配合、轴配合等。
4.2 过盈配合过盈配合是指零件之间没有间隙,需要施加力或加热等方式使零件相互嵌合,如轴套配合、轴销配合等。

公差与配合标准的主要内容简介一基准制------ 公差与配合标准对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制基孔制-------- 基孔制中的孔称为基准孔,用H 表示,基准孔以下偏差为基本偏差,且数值为零。
其公差带位置在零线上侧。
a------h 间隙es=Xminj------n 过渡p------zc 过盈基轴制------ 基轴制中的轴称为基准轴,用h 表示,基准轴的上偏差为基本偏差且等于零,公差带位置在零线下侧。
A---H 间隙EI= XminJ----N 过渡P---ZC 过盈二、标准公差系列公差等级------ 是指确定尺寸精度的等级。
由于零件和零件上不同部位的尺寸对精确程度的要求往往不相同,为了满足生产的需要,国家标准设置了20 个公差等级。
IT01 . IT0 . IT1. IT2 .IT3 . ………………… IT18高← 公差等级→ 低小← 公差数值→ 大难← 加工程度→ 易IT6: 标准公差6级或6级标准公差∵D↑ △D↑ ∴D↑ T↑故:标准公差与公差等级和基本尺寸有关。
公差单位和公差等级系数(I i)i——计算标准公差的基本单位。
(1): i=0.45 +0.001D(d)用于常用尺寸段内,IT5-IT18(2): I=0.004D+2.1公差等级系数a——反映加工难易(1):在常用尺寸段内:(≤500mm)IT=ai 用于IT5-IT18 IT5 :a=7 沿用GB59IT6-IT18 ,用R5系列(见表2-2)对于最高的三级:IT01-IT1,则用IT=A+BD(测量误差) 其中B按q5增长。
考虑公差等级的一致性,都按一定规律来变化。
IT2.IT3,IT4按几何级数分布。
(详见P14 表2-3)(2): 在大尺寸段:IT=Ai 考虑方式同上。
尺寸分段:如按公式计算标准公差值,则每一个基本尺寸D(d)就有一个相对应的公差值。
常用:13个大尺寸:8个(介于其中有2-3个)见表2-2例:求φ 25孔的IT6,IT7的标准公差?解:∵IT=ai 而i=0.45 +0.001D∴D= ≈23.24i=0.45 +0.001×23.24≈1.31(μm)故:IT6=10i=10×1.31=13.1(μm)IT7=16i=16×1.31=21(μm)( 最后还要进行科学调整!)三.基本偏差系列——两大系列:标准公差(大小)和基本偏差(位置)基本偏差——靠近零线的偏差。



公差与配合一、公差与配合的基本概念1、了解两个术语:1)标准公差:用来确定公差带大小的任一公差,数值可以根据公差等级和基本尺寸,在标准公差数值表上查得。
(公差没有正负,不能是零)2)公差等级:确定尺寸精确程度的等级,共分20级,IT01—IT18高^公差等级低IT01、IT0、IT1、IT2.............IT18小-标准公差值>大2、确定公差带的两个基本要素:1)、大小要素:由标准公差确定2)、位置要素:由基本偏差确定基本偏差:用来确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差。
基本偏差的作用是确定了公差带相对于零线的位置,由于公差带的位置不同就可得到不同的配合,以满足各种配合性质的需要。
新国标就将这些确定公差带位置的基本偏差进行标准化,构成了一个基本偏差系列(共28种)孑L/轴基本偏差代号D.cdD.dE.eEF.efF.fFG.fgG.gH.hJ.jJS.jsK.kM.mN.nP.pR.rS.sT.tU. uV.vX.xY.yZ.zZA.zaZB.zbZC.zc孔的公差带代号I例:。
20H7“t公差等级代号(大小要素)孔的基本偏差代号(位置要素尸3配合:孔的尺寸减轴的尺寸的代数差1)间隙配合(X都为正值)孔的公差带在轴的公差带之上。
配合公差二I最大间隙-最小间隙IA.aH.h属间隙配合2)过盈配合:(Y都为负值)孔的公差带在轴的公差带之下。
配合公差二I最小过盈-最大过盈IP.pZC.zc属过盈配合3)过渡配合:孔的公差带与轴的公差带相互交叠。
配合公差=1 最大间隙-最大过盈IJ.jK.kM.mN.n属过渡配合例题O50+0.025、0的孔与。
50+0.018,+0.002的轴配合,求最大间隙,最大过盈和配合公差Xmax二孔的最大一轴的最小=50.025-50.002=0.023mmYmax二孔的最小一轴的最大=50-50.018=-0.018mm配合公差二I最大间隙-最大过盈I=I0.023-(-0.018)I=0.0414最大实体状态MMC孔或轴具有的材料量为最多时的状态。
怎样选用基孔制和基轴制?
1.当轴的公差不适合改变时,选基轴制。
例如滚动轴承的外圈与孔的配合,就只能选基轴制。
2.当孔的公差不适合改变时,选基孔制。
例如滚动轴承的内圈与轴的配合,就只能选基孔制。
3.当无所谓的时候,应该选基孔制。
因为轴相对好加工一些,轴的加工成本小一些。
公差配合讲的就是配合关系的尺寸数据,举例,对于Φ40的孔,与Φ40的轴配合:
一、当需要能够转动时,叫间隙配合
1、需要非常大的间隙,或着是农用机械:可以选择H11/c11
2、需要间隙稍微小一点:选择H9/d9
3、需要非常小的间隙:选择H8/f7
二、当不需要转动时(包括轴承与轴的配合),叫过渡配合
1、紧密配合,用于定位:H7/js6
2、轴承与轴的配合:H7/k6
三、当需要轴、孔完全固联在一起时,叫过盈配合
1、过盈配合的轴要做得比孔要小,需要用压力机装配,或温差法装配
四、配合前面的字母由A、B、C……X、Y、Z,A级间隙最大,Z级间隙为负值(不仅没有间隙,而其轴比孔小)
五、字母后面的是精度等级,数字越小精度越高
六、基本尺寸是设计的基准值,相互配合的轴与孔都应该是同一个基准值
七、公差是以基本尺寸为基准的一系列配合形式
八、非刚性的过盈配合,可以选择过盈量大的配合,如:H7/z6(这需要用压力机装配的)
九、设计顺序是:首先要确定基本尺寸,而后再选择配合形式
常用优先公差带与配合:
/C12/Course/user/admin/jxsj/hb/gc/7.htm
%%C 直径%%P +- %%D 角度
《机械制图》国家标准(GB4458-84)对零件图线性尺寸公差的标注式样,规定有三种:
1 公差代号标注,如Ф65K7;
2 极限公差标注,如Ф65-0.021+0.009;
3 同时标注公差代号和极限偏差,如Ф65K7-0.021+0.009.
AutoCAD2000所提供的尺寸公差标注,是在尺寸管理命令(Dimension style Manager)中建立一个“公差标注式样”,在(Tolerance)(公差)和(primary Unit)(主要单位)选项卡中进行上下偏差等有关参数的预先设置(具体略过),每标注一个不同的尺寸公差都要返回(Dimension Style Manager)中进行设置,很麻烦,且只能完成上述标注式样的第2种——标注极限偏差。
对尺寸公差标注获得一些体验,现总结如下:
一、属性匹配法:[主要命令:(Properties)属性工具]
利用预先设置的一个尺寸公差式样,然后通过(Properties)属性工具进行修改。
例如把Ф65-0.021+0.009的上下偏差改为Ф65-0.015+0.004
1 单击(Properties)命令按钮,弹出(Properties)属性工具对话框。
2 单击已标注尺寸Ф65-0.021+0.009,回到(Properties)对话框,在(Tolerance)选项中对Tolerances limit upper/Tolerances limit lower显示的上下偏差值进行分别修改即可。
二、尺寸修改法:[主要命令:(Dimension Edit)尺寸标注编辑命令]
利用“尺寸标注编辑命令”标注尺寸公差,是对图中已经标注的尺寸进行修改,不论原尺寸是什么式样,都城可以方便进行修改,如把尺寸58改为
Ф65-0.021+0.009。
1 单击(Dimension Edit)命令按钮。
2 命令提示行显示Enter type of dimension
editing(Home/New/Rotate/Oblique/),输入N确认,显示(Multline Text Editor)多线文本编辑对话框。
3 在(Character)(字符)选项卡中输入%%C65+0.009^-0.021(注意插入“^”)
分开上下偏差),删除“<>”(原尺寸),拖动鼠标选中+0.009^-0.021,单击(a/b)(堆叠/取消堆叠)按钮,单击(OK)按钮。
,退出对话框。
4 鼠标变成捕捉框,捕捉已标尺寸58,确认就修改成Ф65-0.021+0.009(对图中任何尺寸都可以完成修改,有点像(Match Properties)命令。
形状公差是指实际形状对理想形状的允许变动量。
位置公差是指实际位置对理想位置的允许变动量。
两者简称形位公差。
2、用多行文字(M)编辑标注尺寸公差十分方便,操作如下:点击第一条尺寸界限
原点和第二条尺寸界限原点后,输入M回车,弹出多行文字编辑器,在“< >”后输入上偏差、“^”(Shift+6)和下偏差,再将上、下偏差选中,点击堆叠键(a/b)然后点确定。
若不采用自动测量的尺寸,则删去“< >”,输入尺寸数字即可。