高硼高速钢组合轧辊在螺纹钢生产线的应用研究技术总结
- 格式:doc
- 大小:271.00 KB
- 文档页数:13
关于高硼钢轧辊机床加工技术的探究摘要:高硼钢的热处理制度为1050℃/0.5h水冷+810℃ /1h油冷;高硼钢冲击韧性不稳定,存在缺口敏感性,其机械性能不能满足技术要求;文章总结和探讨了4%Ni或2%Ni高硼钢及0.5Ni-0.5%Mo高硼钢的机械性能在机床加工中的现状,重点分析和研究了高硼钢轧辊在机床加工技术。
关键词:高硼钢轧;机床加工;数控技术高硼钢轧辊的切削加工性能差,轧辊车床在车削过程中要选择合理的切削用量,促进高性能轧辊的正常加工。
切削用量包含三个方面:切削速度、切削深度、进给量。
切削速度在切削用量中是影响辊加工的最重要因素。
直接影响机床的震动及寿命、刀具的使用及寿命、轧辊加工精度状况等等。
切削速度在实际轧辊加工中表现为主轴转速的选择,过快则影响加工精度及刀具寿命,过慢则影响切削力及加工效率。
1 提高机床系统刚度轧辊车床系统刚度中有三项直接决定机床的工作能力,分别为机床主轴的回转刚度、托板及刀架系统接触刚度、尾座接触刚度。
以CV8463轧辊车床为例说明问题。
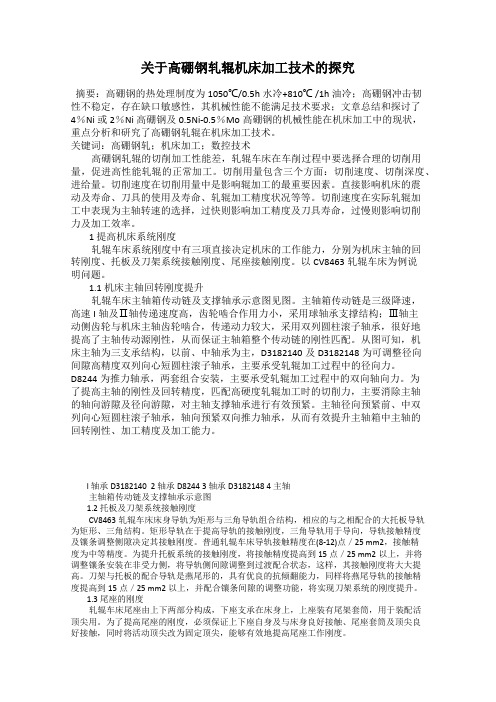
1.1 机床主轴回转刚度提升轧辊车床主轴箱传动链及支撑轴承示意图见图。
主轴箱传动链是三级降速,高速I轴及Ⅱ轴传递速度高,齿轮啮合作用力小,采用球轴承支撑结构;Ⅲ轴主动侧齿轮与机床主轴齿轮啮合,传递动力较大,采用双列圆柱滚子轴承,很好地提高了主轴传动源刚性,从而保证主轴箱整个传动链的刚性匹配。
从图可知,机床主轴为三支承结构,以前、中轴承为主,D3182140及D3182148为可调整径向间隙高精度双列向心短圆柱滚子轴承,主要承受轧辊加工过程中的径向力。
D8244为推力轴承,两套组合安装,主要承受轧辊加工过程中的双向轴向力。
为了提高主轴的刚性及回转精度,匹配高硬度轧辊加工时的切削力,主要消除主轴的轴向游隙及径向游隙,对主轴支撑轴承进行有效预紧。
主轴径向预紧前、中双列向心短圆柱滚子轴承,轴向预紧双向推力轴承,从而有效提升主轴箱中主轴的回转刚性、加工精度及加工能力。

【原创】高速钢轧辊的性能与应用作者: xucz 发布日期: 2009-04-08 13:46轧辊是钢铁材料生产中的重要构件,而其本身材质开发与应用也十分重要,在此简要概述一下高速钢辊材的发展与应用,抛砖引玉,请大家讨论!1,应用现状轧制过程自动化、连续化、重型化是现代轧制技术的发展方向。
近年来,随着我国汽车、家电、铁路、桥梁、建筑业的快速发展,推动了轧钢工业的迅速发展,对轧材的尺寸精度、表面质量、使用性能也提出了更高的要求,促进了轧制技术的进步,轧辊的工作环境越来越苛刻,轧辊的使用性能要求也越来越高。
如何提高轧辊的使用性能以适应轧钢的需求是轧辊工作者面临的新课题。
上世纪末,高速钢复合轧辊工业应用已经取得成功,高速钢复合轧辊是将工作层和芯部以熔铸方式复合起来的高性能轧辊,工作层具有高硬度、高耐磨性和优异的抗热裂纹性能。
采用锻钢、铸钢或球墨铸铁作为轧辊芯部材料具有较高的强韧性。
高速钢复合轧辊充分发挥了两种材料的性能优势,使用寿命比高铬铸铁轧辊提高3倍以上。
目前,高速钢轧辊主要应用于热轧精轧前段机架,并逐步向后段机架推广,有可能在未来十年内完全取代高铬铸铁轧辊。
高速钢轧辊的使用可以减少换辊次数、降低辊耗和周转量,还可以提高轧制精度、实现无规程轧制,具有广阔的应用前景。
1988年日本首先开始采用高速钢轧辊,美国在90年代初开始引入高速钢轧辊,欧洲起步相对较晚但发展很快,我国大型高速钢复合轧辊还处于研制阶段,关键生产工艺尚未成熟,高速钢复合轧辊的使用也仅限于宝钢等几家大型钢铁企业。
开展高速钢轧辊的制造和使用技术研究,可以为新型高速钢轧辊的推广应用奠定基础,因而具有十分重要的实用价值。
未完,待续......相关回复:作者: xucz 发布日期: 2009-04-08 14:05热轧工作辊的工况条件非常复杂,承受剧烈的机械负荷、热负荷和冷却水的循环作用,因而存在多种损伤形式。
热轧工作辊承受的基本应力可分为三类:1). 机械应力:即在轧制过程中,由轧制载荷而产生的直接剪应力、弯曲应力和为了驱动轧辊克服轧制摩擦力所必需的转矩而产生的扭转剪切应力,尤其是在咬钢和抛钢瞬时产生的机械冲击负荷,加剧了机械应力的作用。

高速钢轧辊的加工及运用分析云胜奇发布时间:2022-01-17T02:31:16.933Z 来源:《基层建设》2021年第29期作者:云胜奇[导读] 由于高速钢轧辊机械加工的困难度较大,受机械特性、材质和加工工艺等各种因素影响,机械加工利用率逐渐降低。
本章主要阐述了高速钢对轧辊工艺的主要影响因素和相关应用,陕钢集团龙钢公司轧钢厂陕西省韩城市 715400摘要:由于高速钢轧辊机械加工的困难度较大,受机械特性、材质和加工工艺等各种因素影响,机械加工利用率逐渐降低。
本章主要阐述了高速钢对轧辊工艺的主要影响因素和相关应用,并期望能进一步提高其加工效果。
关键词:加工工艺;加工效率;高速钢轧辊某钢厂主要生产矿用锚杆钢筋和φ12~40mm螺纹钢,同时兼顾高铁、核钢等功能性钢筋精轧螺纹。
轧机布置采用6-6-6、1-10平交替、全连续无张力轧压的工艺型式。
目前现场使用轧辊材料,精轧机组主要是高硼高速钢和高洛铁。
为了提高了轧钢机开工率、钢铁外观品质和负差控制率等,轧钢厂都开始推广使用高速钢轧辊及半高速钢轧辊。
但因为高速钢硬度较高,且不易切削,造成了高速工具钢轧辊应用的发展受到限制。
所以,很有必要研究高速钢轧辊的制造与使用,以提高生产效率。
1高速钢轧辊高速钢轧辊,是高碳高速钢及复合轧辊的缩写。
高速钢轧辊作为一类热轧的金属材料,近年来也蓬勃发展得很快。
而合金钢是高速钢轧辊的主要生产成份,在通过热处理等工艺淬火以后,即便在空气环境中淬火也能硬化。
高碳钢作高速钢的轧辊材质,以球墨铸铁和锻钢或多层石墨用作轧辊芯材质,并由于使用CPC工艺技术或离心复合铸造法将二种截然不同的材质,一般有贝氏体、可转位硬质合金和回火马氏体成为基体组织,碳化物以高度弥散的形态均匀分布于车体内,这就导致了其韧性、耐磨性均相当高,也使得车削用量加工的难度大大提高。
HSS轧辊有淬透性好、热稳定性好等优点,且碳化物坚固性较高,容易产生氧化层,使其抗热裂性和耐磨性都更高。

我国高速钢轧辊的开发和推广应用在普通高速工具钢基础上,通过提高碳、钒含量而发展起来的铸造高速钢轧辊,具有硬度高、红硬性、淬透性和耐磨性好等特点,自1988年在日本首次成功应用以来,已超过20年,目前在国外的轧钢生产中获得了广泛的应用,不仅应用于热轧带钢轧机,还应用于型材轧机、钢管轧机、棒线材轧机和冷轧带钢轧机上。
使用铸造高速钢轧辊后,过钢量明显提高,换辊次数显著减少,轧辊研磨量减少,轧机作业率提高,燃料和动力消耗降低轧钢成本和提高轧材质量。
总结20多年来国内外在高速钢轧辊材质研究中取得的成果,对加快我国高速钢轧辊的开发和推广应用,无疑具有积极的意义。
目前,多数高速钢轧辊成分是以W6Mo5Cr4V2,亦称M2,高速钢为基础,与M2高速钢最大的不同是含有更多的碳和钒。
高速钢轧辊中碳化物的总体积分数和不同类型碳化物的体积分数与其成分密切相关分数一般达到9%~15%,而传统高速工具钢中碳化物体积分数一般不超过8%。
高速钢轧辊成分的主要特点是:①有较高的碳含量和钒含量,目的是为了得到高硬度的MC型碳化物,提高轧辊耐磨性。
②有较高的铬含量,使轧辊中含有一定数量的M7C3型碳化物,对改善辊面抗粗糙性,降低轧制力是有益的。
③离心铸造高速钢轧辊中含有5%以下的铌,可以降低高速钢中合金元素密度差大而引起的偏析。
因轧制钢种、轧机条件和轧辊制造方法的不同,高速钢轧辊的成分也有所差异。
高速钢轧辊中常含有铬、钒、钨、钼等合金元素还含有铌、钴、镍等元素,合金元素。
高速钢轧辊中除了加入上述元素外,采用离心铸造方法生产时一般加入适量铌,可减轻VC的偏析,提高轧辊综合性能。
在热轧高速钢轧辊中,为了提高轧辊的高温耐磨性,通常加入钴元素。
钴元素的加入使高速钢轧辊强度和韧度下降含量越高含量增加,高速钢的珠光体转变的起始点左移,珠光体转变的临界冷却速率增大,淬透性降低,其加入量一般控制在5%以下。
高速钢轧辊中为了改善基体韧度,有时加入少量镍、镍加入量过多,淬火组织中残留奥氏体多,反而增加轧辊回火次数,并降低轧辊耐磨性,其加入量控制在2%以下效果较好。

高速钢轧辊使用效果摘要:高速钢轧辊具有硬度高、红硬性好、耐磨性好等特点,在轧钢行业获得了广泛应用。
文章综述了高速钢轧辊的成分、组织、性能、制造方法和应用效果以及高速钢轧辊使用中的注意问题。
关键词:高速钢轧辊;基本性能;高速钢轧辊的应用;注意事项1引言随着国内外轧制工艺的成熟,轧钢技术的进步,包括对更高的轧制效果、更高的轧材质量和更低的轧制成本的不懈追求,使轧辊制造技术也在发生飞跃性发展。
我国高速钢轧辊的研究和应用起步晚,但已有多个研制成功的报道[1]。
2高速钢轧辊基本特征和性能高速钢轧辊主要特点:(1)高速钢轧辊通常采用高碳高速钢,碳含量一般在1.5%以上,碳化物含量通常在10-20%。
(2)高速钢轧辊工作层材料含有较高的钒、铬、钼、钨、铌等合金元素,合金元素总量达到16%以上,因此轧辊组织中的碳化物以MC型和M2C型为主,碳化物形态好、硬度高、分布弥散、耐磨性好。
(3)高速钢轧辊具有较好的热稳定性和红硬性,在常规的轧制温度下具有较高的硬度和良好的耐磨性。
(4)高速钢轧辊具有良好的淬透性和淬硬性,从辊身表面到工作层内部的硬度几乎不降,从而确保轧辊从外到内具有同等良好的耐磨性。
(5)高速钢轧辊辊身表面硬度为80-90HSD,硬度不均匀度≤2HSD。
(6)高速钢轧辊芯部材料采用高强度合金球墨铸铁,轧辊辊颈强度高、不易断辊[2]。
3 国内高速钢轧辊使用情况目前国内宝钢、太钢、鞍钢、武钢、中天钢铁等已经在成熟的使用高速钢轧辊,使用经验较丰富,多年前已使用进口高速钢轧辊,同时与国内轧辊制造企业(如武钢轧辊)合作,开发国产高速钢轧辊,使用效果较好。
3.1 宝钢热连轧高速钢轧辊使用效果良好使用高速钢以来,通过努力,在调整了轧机工艺参数,积累了辊面判定技术、解决了辊面缺陷检测及消除后,宝钢热轧单元实现了辊耗的历史性突破,从原来的0.7kg/t下降到了目前的0.4kg/t以下。
高速钢轧辊的平均毫米轧制量是高铬辊的2.2-3.5倍,即使考虑到价格因素,高速钢轧辊的性能价格比也要优于高铬辊。

轧辊用高速钢的制备、热处理及组织与性能研究的开题报告一、研究背景轧辊是制钢和轧制金属板材的重要工具,其优良的轧制效果直接影响着轧制质量和产量。
目前普遍使用的轧辊材料为高速钢,其具有良好的硬度、热稳定性和韧性,适用于高温、高压下长期运转。
然而,由于轧辊在使用过程中受到的冲击、摩擦和高温等因素的影响,使其表面易受损伤,导致其使用寿命预期无法达到。
因此,研究开发高性能的轧辊材料,并对其制备、热处理、组织和性能进行深入探究,将有助于提高轧辊的使用寿命和生产效率,从而满足钢铁工业快速发展和需求。
二、研究内容1. 轧辊用高速钢的制备选取合适的高速钢原料,采用真空感应熔炼、氩气保护精炼、连铸等先进工艺制备高性能的轧辊用高速钢材料。
2. 轧辊用高速钢的热处理通过热处理手段对轧辊用高速钢进行淬火、回火等处理,调整其组织结构和性能,提高其硬度、韧性和耐磨性能,增强其耐用性。
3. 轧辊用高速钢的组织与性能研究采用金相、扫描电镜等手段对轧辊用高速钢的组织结构进行研究,分析其晶粒大小、晶界分布、相组成等特征,探究其影响因素。
同时测试其硬度、韧性、耐磨性能等关键指标,建立相应的性能测试体系。
三、研究意义本研究将为轧辊用高速钢的制备、热处理和性能研究提供基础理论与实践指南。
具体意义如下:1. 提高轧辊材料的质量和性能,延长轧辊的使用寿命,降低生产成本。
2. 实现钢铁工业的节能减排和环保发展目标,推动钢铁行业高质量发展。
3. 积累相关材料制备、热处理和性能研究方面的科研经验,推动我国高性能轧辊材料技术的国际领先地位。
四、研究方法本研究将采取实验室试验、理论分析和模拟仿真等多种方法,具体包括:1. 实验室试验:主要包括高速钢材料的制备、热处理及性能测试,通过对不同工艺参数的调整,实现优化制备和热处理目标。
2. 理论分析:基于金相、扫描电镜等手段对高速钢材料的组织成分和性能进行定性定量分析,探索其影响因素。
3. 模拟仿真:采用有限元分析方法,对不同条件下的轧辊使用情况进行仿真模拟,分析轧辊材料的性能与结构变化过程。
高速钢轧辊工艺的改进与研发文章首先总结了高速钢轧辊的主要优势,然后从离心铸造法,连续浇注外层成型法、电渣重熔法、以及液态金属电渣溶解法这四个方面入手,对高速钢轧辊的制造工艺进行了研究,并就工艺改进方面的关键要点予以说明,望引起各方人员的关注与重视。
标签:高速钢轧辊;工艺;改进;优势从轧钢技术发展的角度上来说,提高轧材质量,改善轧钢进度,降低轧钢成本是最主流的发展方向。
以带钢轧制为例,交叉轧制、弯辊技术、多辊轧机、低温及大压下量轧制、连铸连轧短流程等技术对轧辊耐磨性、强度及韧性等提出了更高的要求。
国外于80年代末开发了铸造高速钢轧辊,将其作用于包括带钢热连轧机的精轧段、粗轧段、钢管轧机和高速线材轧机的预精轧段等多个领域中,优势相当明显,国内也开始重视对高速钢轧辊工艺的应用。
文章即从这一角度入手,围绕高速钢轧辊工艺改进与研发方面的相关问题展开分析与探讨。
1 高速钢轧辊主要优势分析相对于传统意义上的钢轧辊而言,高速钢轧辊无论是从室温还是高温耐磨的角度上来说,均具有非常突出的优势。
同时存在较高的硬度和很好的红硬性特征,其抗热裂性能以及抗事故性能均非常突出。
从显微组织的角度上来说,主要是由MC、以及M6C合金碳化物镶嵌于奥氏体基体之上所形成的。
MC以及M6C具有非常突出的硬度优势,加上奥氏体基体具有较高的热稳定性,且在镶嵌过程当中有大量的合金元素参与反应,在回火期间能够析出一定的弥散性碳化物,产生二次回火后硬化现象,促进马氏体分解温度的提升,表现出更加确切的硬性优势。
高速钢轧辊的适应性非常强,能够在延长使用寿命的同时,达到提高轧材质量的目的,可以将其广泛应用于热带连轧精轧机架和各种材质带钢的无规程轧制工作当中,促进其优势的进一步发挥。
2 高速钢轧辊制造技术分析2.1 离心铸造法离心铸造法的主要特点是:将液态外层材料和芯部材料以一定的时间间隔浇入铸型内。
离心旋转时间、辊芯金属液浇注间隔时间、浇注温度及防止外层金属元素偏析和内外层材料界面氧化是此方法制造轧辊成败的关键。
2002年12月December 2002钢 铁 研 究Research on Iron &S teel第6期(总第129期)N o.6 (Sum129)・综述与评介・高速钢轧辊研究的进展符定梅(北京科技大学) 符寒光 邹德宁(西安交通大学)摘 要 高速钢轧辊具有硬度高、红硬性好、耐磨性好等优点,在轧钢行业获得了广泛的应用。
本文综述高速钢轧辊的成分、组织、性能、制造方法、应用效果,以及在使用中应注意的问题,并展望了高速钢轧辊的研究和发展方向。
关键词 高速钢轧辊 制造方法 耐磨性PR OGRESS ON STU DY OF HIGH SPEE D STEE L R OLFu Dingmei(University of Science and T echnology Beijing )Fu Hanguang Z ou Dening (X i ’an Jiaotong University )Synopsis S ince high speed steel roll has advantages of high hardness ,g ood red hardness and excellent wear -resistance ,it has been widely used in steel rolling industry.This paper reviews the com position ,structure ,properties ,manu facturing methods and service results of high speed steel roll.In addition ,s ome problems of using it and the trends of research and development in this field are als o described.K eyw ords high speed steel roll manu facturing methods wear -resistance联系人:符寒光,高级工程师,上海市(201900)上海宝山区三村34号301室1 前 言轧钢技术的进步,包括对更高的轧制效果、更高的轧材质量和更低的轧制成本的不懈追求,使轧辊制造技术也在发生飞跃性发展。
轧辊用高速钢材料的研究现状提高轧材内在质量和尺寸精度、降低生产成本一直是轧钢工作者不懈追求的目标。
应用轧制新技术可以有效提高轧材的质量,但同时也对轧辊质量特别是轧辊的耐磨性、强度及韧性等提出了更高的要求。
改变轧辊材质是提高轧辊性能的重要措施,轧辊材质发展的趋势是广泛使用合金元素且逐渐提高合金化程度,以在轧辊辊身表面形成较多较硬的碳化物,提高轧辊的耐磨性。
为适应这一要求,20世纪80年代末日本首先开发出了铸造高速钢轧辊并将其正式用于带钢热连轧机上。
之后不久,欧美各国钢铁企业也纷纷开发使用高速钢轧辊。
目前,高速钢轧辊已在带钢热连轧机粗、精轧机架,冷轧带钢轧机,高速线材轧机的预精轧机架和棒材轧机上获得了广泛的应用。
其综合使用寿命是传统轧辊材料的3~10倍,经济效益十分显著。
1高速钢轧辊的特点高速钢轧辊是利用具有高硬度,尤其是具有很好红硬性、耐磨性和淬透性的高速钢作为轧辊的工作层,用韧性满足要求的高强度灰铁、球铁、铸钢及锻钢作为轧辊的芯部材料,把工作层和芯部以冶金结合的方式复合的高性能轧辊。
1.1 高速钢轧辊的化学成分特点(1)含有较多的C和V。
C和V可以形成高硬度的MC型碳化物,提高轧辊耐磨性。
(2)有较高的Cr含量。
Cr含量高,可在轧辊组织中形成一定数量的M7C3型碳化物,有利于降低轧制力和改善轧辊辊面的抗粗糙性。
(3)含有一定量的Co(不超过10%)。
Co可提高高速钢轧辊的红硬性,从而提高轧辊耐磨性。
(4)离心铸造高速钢轧辊中含有不超过5%的Nb。
Nb不但可以降低因合金元素密度差大而引起的偏析,还可细化凝固组织,减少网状碳化物,提高轧辊的热疲劳抗力。
因轧制钢种、轧机条件及轧辊制造方法的不同,高速钢轧辊的化学成分也有所差异,常用的高速钢轧辊化学成分。
1.2 高速钢轧辊的组织特点碳化物的种类、形状、体积分数及分布是决定高速钢轧辊性能的主要因素。
高速钢轧辊材料的微观组织结构与合金成分设计和工艺条件等因素有关,因材料成分和工艺条件不同,可出现了各种不同的研究结果。
高硼高速钢合金组合轧辊在螺纹钢生产中的应用研究目录1前言 (1)2应用研究原理 (2)2.1原理综述 (2)2.2 高硼高速钢合金组合辊与高镍铬球铁辊的性能比较 (4)2.2.1两种轧辊在材料性能上的差异分析 (4)2.2.2两种轧辊在机械性能上的比较 (5)3试用方案 (5)3.1轧辊组合结构方案 (5)3.2试验品种架次及目标选择 (6)3.3轧辊孔型冷却方案 (6)4试验结果及分析 (7)4.1试用轧辊单孔单次过钢量结果及分析 (7)4.2试用高硼高速钢合金组合辊后节约时间 (8)4.3成本分析 (8)5经济效益分析 (9)5.1降低吨钢轧辊消耗创造经济效益 (9)5.2减少事故时间、换孔时间创造经济效益 (9)5.3减少中间轧废创造经济效益 (9)5.4年节约轧辊费用 (10)5.5 成本费用 (10)5.6全年创造经济效益 (10)6存在的问题及下一步的打算 (10)7结论 (10)1前言轧辊是冶金行业最大的消耗件,轧辊消耗成本约为轧钢生产成本的5%-10%,直接关系到钢铁生产企业的生产效率、产品质量与生产成本。
目前使用的轧辊大部分为美国在上世纪30年代开发的高镍铬钼无限冷硬铸铁轧辊,工作层使用完毕后便整体报废。
采用辊套式轧辊结构,使轧辊的60%左右可以循环使用,同时轧辊的工作外层采用高合金材料并进行适当的热处理,从而达到理想的使用效果,大幅度提高轧辊使用寿命,降低生产成本。
辊套轧辊是冶金行业与轧辊生产企业长期研究的课题,如何提高其安全性与稳定性及选用合适的结构与材料是解决问题的关键所在。
轧钢分以往采用的就是传统的铸铁轧辊,其中精轧机组采用离心铸造高镍铬针状贝氏体球墨铸铁轧辊(以下简称高镍铬球铁辊),其成品轧辊的单槽过钢量根据轧制规格和工艺条件不同,一般只有300--500t/槽,尤其是采用切分工艺轧制时,因预切分、切分孔型压下负荷大且切分楔子较尖锐,磨损、损坏情况更加严重,单槽过钢量更少。
这就意味着一个班产量800t左右就要更换2--3次轧槽,造成的换辊、换槽次数多、时间长,换辊换槽后轧机调整频繁,产品尺寸波动大,易引发质量事故及生产工艺事故,从而导致整个生产线的作业率下降、成材率指标差等问题,成为当前制约产能发挥和指标优化的一个重要因素。
针对这种情况,厂成立了课题组,研究如何改变轧辊材质,提高轧辊孔型的使用寿命,解决上述问题。
经了解,目前国内为了大幅度提高轧辊使用寿命,已经研究出来投入使用的轧辊材质主要有:(1)碳化钨合金辊环。
碳化钨合金辊环研究最早、也最成熟,虽然很耐磨,硬度高,但是脆性大,不适宜具有较大冲击负荷的棒材轧制,通常用于高速线材的轧制。
(2)钢基硬质合金组合轧辊(以下简称为:ACS轧辊)。
针对切分轧制螺纹钢筋切分及预切分机架定型设计,切分孔具有冲击负荷极大、热应力大的特点,所以,该产品具有耐磨性性好,磨损均匀、抗冲击韧性好、耐热疲劳性能好等优点,它的单槽过钢量是铸铁轧辊的10-15倍以上,在轧制过程中,能很好控制切分料型。
XXX XX公司(3)高硼高速钢合金组合辊采用双金属复合挤压浇注工艺、组织致密、具有较高的红韧性、耐磨性和抗冲击性,使用中不易产生麻面、掉肉等现象、过钢量相对较高,其脆性指标要好于碳化钨,耐磨程度较前述两种材质要差一些,但是其投资成本远低于前两种材质。
在上一年度,进行了钢基硬质合金组合轧辊应用研究,取得了较好效果,使用寿命提高14倍,但是由于轧辊价格太高,备件库存占用资金较大,基于整体生产经营需要,不能使备件库存资金过高,因此,课题组确定选择高硼高速钢合金组合辊,在螺纹钢生中进行应用,以期达到既能够提高轧辊使用寿命又使轧辊库存资金占用不大的目的。
2应用研究原理2.1原理综述热轧棒材线生产中,轧辊是将高温下的轧件进行塑性变形的工具,其直接与高温轧件接触,需要克服轧制压力、轧件咬入瞬间的冲击负荷、高温条件下轧件热量传递到轧辊导致温升硬度降低磨损加快而要尽可能长时间保持孔型外形尺寸符合设计要求等困难。
通常要保证这些性能要求,就是要靠调整轧辊化学成分及加工工艺,以使轧辊的硬度高、强度高、且具有一定的塑性,同时在使用过程中尽可能地利用合理的冷却方式,减少轧件温度向轧辊的传递,减小轧辊温升,保证其硬度变化较小,耐磨性能稳定。
高硼高速钢合金组合辊的制造方法及工艺路线,见图1。
图1 高硼高速钢合金组合轧辊的制造方法及工艺路线XXX XX公司2.2 高硼高速钢合金组合辊与高镍铬球铁辊的性能比较2.2.1两种轧辊在材料性能上的差异分析两种轧辊的低倍组织见图2和图3。
图2 高硼高速钢合金低倍金相组织×100 图3高镍铬球墨铸铁低倍金相组织×100由图2和图3可以看出:高镍铬球墨铸铁由Fe3C、基体及石墨构成,高硼高速钢合金由细密的合金碳化物及基体构成。
高镍铬球墨铸铁由大量的Fe3C构成,而Fe3C硬度不高且成骨架型分布,用于轧辊材料表现为耐磨性不够,同时由于Fe3C呈骨架型分布割裂基体,造成轧钢时易发生掉块现象。
高硼高速钢合金由大量合金碳化物构成,具有较高的含碳量,同时含有大量的W、Mo、V、Cr、Co、B等合金元素,合金含量占40%左右。
碳:碳是获得高硬度耐磨碳化物颗粒增强相所必须的元素,同时部分碳固溶于基体,改善基体的淬透性和淬硬性。
碳的加入量与碳化物形成元素铬、钼、钨和钒等元素有关。
硼:硼在钢中溶解度低,与晶体缺陷(位错、晶界、空位……)有强烈的相互作用,且易于O、C、S等形成夹杂物或析出相,目的是进一步改善机体的淬透性及提高钢的高温强度,强化晶界的作用。
由于硼推迟了铁素体的生核过程(但并不影响奥氏体或铁素体基体的热力学性能,也就是说硼可以降低铁素体的生核速率,但并不影响其长大速率以及珠光体和马氏体的形成速度),这样就推迟了γ→α+β的相变,使钢的S曲线向右平移,而提高钢的淬透性。
同时,由于硼在铁中较小的固溶度,且由于硼、铁原子直径比为0.7,显著大于形成间隙固溶体的上限尺寸0.59,又显著小于形成置换固溶体的下限尺寸0.86,因此不论硼原子以何种方式固溶在基体中,都将引起较大的晶格畸变,促使基体硬度提高。
铬、钼、钨、钒:加入铬、钼、钨和钒的主要目的是为了获得高硬度的耐磨碳化物,铬、钼、钨和钒除了形成碳化物外,还有部分溶入基体,改善基体淬透性和红硬性,溶入基体的铬还可以改善材料的抗氧化性。
合金碳化物硬度高同时分布细密,所以具备优秀的耐磨性;钼可大大加强硼的淬透性作用,二者具有复合作用,特别是当钼、硼含量配比合适时可使钢在相当宽的冷速范围内经控冷得到贝氏体组织。
强韧性基体上微观孔洞较少,也没有骨架性碳化物对基体的割裂作用,所以也具备较高的冲击韧性,同时对冷却水质也没有太高的要求。
2.2.2两种轧辊在机械性能上的比较两种轧辊在机械性能上的差异分析,见表1。
表1 高硼高速钢合金组合辊与高镍铬球铁轧辊主要技术指标对比表对比指标高镍铬球铁轧辊高硼高速钢合金组合辊硬度:(HS)65-75 78-83抗拉强度:(Mpa)400-600 600-800抗压强度:(Mpa)1900-2500 ≥3000冲击韧性(J/cm2) 4.5-5.5 6-12辊面硬度差:(HS)≥5 ≤5淬硬层深度:(mm)<50 ≥60从表1可以看出,高硼高速钢合金组合辊在硬度、抗拉强度、抗压强度和冲击韧性方面的指标都优于高镍铬球铁轧辊,而且高硼高速钢合金组合辊的淬硬层深度更深,有利于孔槽部位硬度层的保证和重车。
3试用方案3.1轧辊组合结构方案高硼高速钢合金组合辊采用独特的过盈襄套式结合,即具有较好红硬性、耐磨性和淬透性的高硼高速钢合金钢作为轧辊工作层(即辊套)与强韧性配合极佳的12Cr2Ni4的锻钢、铸钢或者厂家提供的高镍铬球铁轧辊作为轧辊芯部材料(即辊芯)之间采用过盈热装方式襄套在一起,其装配负差在10个丝左右,在XXX XX公司带动转矩时承受压应力,保证该组合轧辊可以安全使用。
其组合方式如图4所示。
1.辊芯2.热装过盈层3.合金工作层(辊环)图4 高硼高速钢合金组合辊剖面示意图3.2试验品种架次及目标选择从正常生产过程的情况看,孔型磨损快的品种主要集中在Ф12-Φ18小规格螺纹钢切分轧制的精轧机组孔型,尤其又以预切分、切分孔型、成品前孔为甚。
通过了解,由于这种合金组合辊耐磨性能好,单孔过钢量能够较高镍铬球铁辊提高较大幅度,对轧辊耐磨性具有较高需求的12三切分预切分、成品前、14二切分预切分、18二切分预切分几个最关键、磨损最快的部位孔型上进行试用。
这几个部位处于精轧机组位置,名义直径为Ф320mm,最大辊径为Ф350mm,根据原设计轧辊的其他尺寸结合表1情况,此次设计试用的轧辊合金辊环厚度选择为65mm。
试验目标:单孔过钢量达到高镍铬球铁辊的3倍以上,即1200-1500吨/孔·次。
3.3轧辊孔型冷却方案高硼高速钢合金组合辊对冷却水的要求高于铸铁轧辊,冷却水的水压必须达到0.4-0.5Ma左右,水温≤40℃,生产中冷却水必须正对轧槽, 并且必须经常进行检查,否则会出现辊环掉块破裂现象。
为此,专门设计制作了高硼高速钢合金组合辊轧辊专用的冷却系统,如图5。
图5 高硼高速钢合金组合辊孔型冷却方案示意图4试验结果及分析4.1试用轧辊单孔单次过钢量结果及分析与高镍铬球铁辊单槽过钢量情况对比结果见表2。
表2 高硼高速钢合金组合辊与高镍铬球铁辊单槽过钢量情况对比表架次高硼高速钢合金组合辊单孔次过钢量(吨)高镍铬球铁辊单孔次过钢量(吨)对比提高倍数(倍)12成品前孔2500 600 4.1712预切分孔1180 300 3.9314预切分孔1690 400 4.2318预切分孔2600 700 3.71 平均1992.5 500 3.985从表2可以看出,高硼高速钢合金组合辊与高镍铬球铁辊相比,两个架次轧辊的单孔过钢量均是高镍铬球铁辊的3倍以上,使用寿命大幅度延长,超过了预期的3倍以上目标。
XXX XX公司简析:从结果可以说明,高硼高速钢合金组合辊与高镍铬球铁辊相比,具有更高的硬度和耐磨性,其成分配比、加工工艺、装配结构工艺是合理的。
4.2试用高硼高速钢合金组合辊后节约时间高硼高速钢合金组合辊试用后,与高镍铬球铁辊轧制情况比,试用机架后面的精轧机组,工艺事故时间有较明显降低,换孔次数及时间大幅下降,中轧废钢明显减少,详见表3。
表3 高硼高速钢合金组合辊试用前后切分轧制工艺事故时间、换孔时间及中间轧废对比表时段事故时间(小时/天)换孔时间(小时/天)中轧废(吨/天)试用前 3.2 2.3 5试用后 2.9 1.9 4.5对比降低0.3 0.4 0.5从表3可以看出,使用高硼高速钢合金组合辊后减少事故时间和换孔时间,减少了中轧废,为轧制线的顺畅和提高技术指标奠定了基础。