八.ST配置要求
1.ST的作用﹕減少頂出板與下固定板接觸面積, 易調整頂出板平面度,防止頂出板與下固定板直 接接觸,便于廢料的溢出 2. ST材質--S45C,熱處理HRC40°~45 3.ST規格(直徑為16,20,25三種規格,一般 用20的規格) 4.ST位置的確定。回位梢(RP)下必裝ST,因受力 最大,防止變形﹔ST避免與其它零件干涉,如SP、 EGP、K.0孔及頂管。
典型兩板模之運動原理
•
從塑膠模具的運動形式來化 分,其中主要有三種典型的運動 形式.下面我們就對這三種典型 的運動過程逐一做詳細介紹:
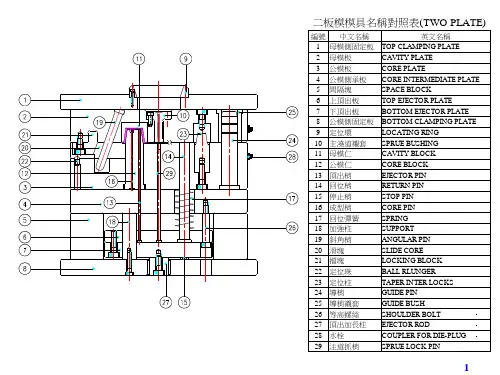
1) 典型的兩板模(大水口 sc
type)運動過程:
當模具駕到注塑機上時,母模 側固定在注塑機前面板上,是 不可動的,公模側可隨注塑機 一起運動
開模過程:(1)公模側在注塑機的 拉動下與母模側分開,分開到設 定距離時停止不動. (2)在注塑機脊桿地推動下,頂出 板帶動頂出機構(頂針,頂桿,斜 稍etc)開始頂出運動,將成品頂 出(自動落下或由機械手取走)
GP長度確定
高出成品面15-25MM
此種為有滑塊時,如 GP倒裝,需高出拔桿 10-15MM
四.GB配置要求
1.GB材質SUJ2;材質SUJ2,熱處理HRC48~52表面 研磨
2.GB直徑及位置的選取 3.GB配置形式及使用場合(如下圖)
4.GB長度的確定(如下圖)
五 運 輸 板
.
(A) (B)
使用場合:主要用於RP,滑塊上。 RP上彈簧規格的選取: 一般採用DL型。彈簧安裝要求: A. 在作動前狀態下,彈簧預壓量取 5-10MM B. 如需先回位情況下,彈簧預壓量 取10MM以上。
滑塊上的彈簧規格選取:視滑塊的大 小而定,一般小滑塊可採用DF型,而 大滑塊及天側滑塊多採用DL型。 選取彈簧時,先計算出滑塊本身的重 量及滑塊行程。然後查找彈簧規格。 注意彈簧本身的荷重及壓縮量,看是 否滿足其要求。