全钢子午胎设备三鼓成型机 ppt课件
- 格式:ppt
- 大小:2.36 MB
- 文档页数:21
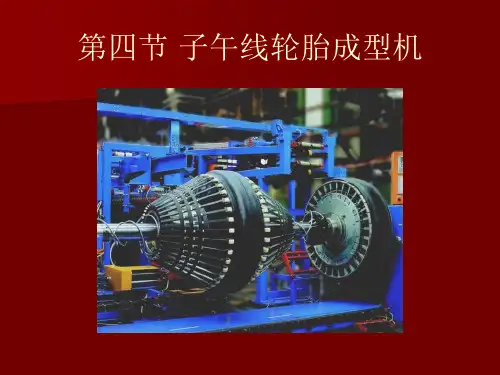
三鼓现场保全培训资料三鼓成型机整机有三个鼓(由左向右依次是)胎体贴合鼓,成型鼓,带束层贴合鼓。
三个鼓是轮胎胎胚完成的主要部件,所以胎胚的完成分为三大步:A、在胎体贴合鼓上,主供料架、PA组合件、第一步贴内衬胎侧复合件。
2子口包布贴合。
3帘布贴合。
4胎体传递环把已夹好的胎圈移到贴合鼓位后用吸盘吸起胎体移到等待位置向成型鼓位移出。
B、带束层贴合鼓,以带束层供料架和胎面供料架为辅助,前4步贴合4层带束层。
第五步贴合胎面,第六步取胎面向成型鼓移出。
C、胎体移到成型鼓上再由垫胶供料架移出上垫胶,后由带束层传递环夹胎面移到成型鼓位后。
(依次的工作步是)超定型同时中鼓充气,后压滚压胎面,反包杆反包,压胎侧后卸胎,一个合格的胎胚下线,一个完美的流程结束。
三鼓成型机整机框架分为三大部分:床身部套,主供料架,和带束层供料架。
其中床身部套为整机机械的核心部位也是整机机械结构的复杂部位。
整机的部套结构,机械调试的整个过程及相关部套、部件日常损坏和维修、维护。
以下作为介绍:A.机械结构、维修:胎圈预置工作工艺流程一、床身部套床身部套主要由右机箱(成型鼓、带束层贴合鼓)、左机箱(胎体贴合鼓)、直线导轨的两个传递环(胎体传递环、带束层传递环)、胎面垫胶供料架、后压辊装置(胎体贴合鼓、成型鼓)、胎圈预置和卸胎装置九个部套构成。
(1)右机箱部套:A、右机箱主要是成型鼓、带束层贴合鼓的主动力装置,由一个伺服电机通过同步带及离合器拖动主轴旋转。
a.成型鼓的转动和制动:主机箱内主轴两端各有一个构造不同的电磁离合器,当成型鼓转动时前端离合器吸合,后端离合器分离,确保成型鼓正常运转。
当成型鼓扩张或收缩时,前端离合器分离,后端离合器吸合,确保内轴正常旋转,完成成型鼓扩张或收缩。
成型鼓的制动由伺服电机自身控制,无需外在制动装置。
b.成型鼓的主动作有:前后转、平宽扩缩、反包杆起落、扇形块起落,8个动作完成。
成型鼓的构造简述如下:成型鼓内部两侧各有一个机加工大套进风为动力控制反包杆升起;大套内有4个机加工小气缸,以进风为动力控制反包杆落.。

第一章全钢子午胎简介第一节什么是全钢丝子午线轮胎l、子午线人们为了确定各自在地球上的位置,科学家们以地球的南极和北极为中心,把地球分成360等分,地球表面从北极到南极通过英国伦敦格林威治天文台的那条径线叫做(0º径线。
同时,以赤道线为基准,把地球分成南北各90条与赤道相平行的等分线圈叫纬线。
通过格林威治天文台的这条0º径线叫本初子午线,其它径线通称子午线。
2、子午线轮胎子午线轮胎的胎体帘线排列方向象地球子午线一样,以轮轴为中心,从一个胎圈到另一个胎圈,径向排列。
带束层帘线虽然是斜向交叉排列,但与胎冠中心线呈很小的角度。
胎体帘线按子午线方向排列内胎冠中心线呈90º;并有帘线排列几乎接近圆周方向的带束层束箍紧胎体的这类轮胎叫做子午线轮胎;这是子午胎与斜交胎的根本区别。
子午线轮胎在国外和台湾等地称之为“辐射轮胎(RADIAL TYRE)”,意思是胎体帘布像轮辋的辐条一样向四周辐射,这一名称更贴近子午线轮胎的内在结构。
子午线轮胎结构的设想是一个英国人在1913年提出并取得专利的,但因当时的骨架材料和制造设备不能满足子午线轮胎的技术要求,因而未能在当时实现生产。
在三十多年以后由法国米其林公司研制成功了子午线轮胎。
1948年米其林公司首先在市场上推出了子午线轮胎。
3、全钢丝子午线轮胎轮胎的骨架材料-胎体和带束层全部采用钢丝帘线的子午线轮胎叫做全钢丝子午线轮胎。
第二节全钢子午胎的基本结构全钢子午胎分有内胎和无内胎两种形式。
有内胎全钢子午胎除外胎以外,还配有内胎和垫带,而无内胎轮胎不需要配装内胎和垫带而直接和轮辋装配。
两者外胎除子口区域和内衬层结构不同外,其他区域基本相同。
1.全钢子午胎断面及各部位名称1.1有内胎全钢子午胎1.2 无内胎全钢胎2.各部件作用:2.1胎面胎面与地面相接触,故除保护胎体之外,尚有耐磨耗、缓和冲击、防滑、驱动和制动等作用。
2.2胎肩胎肩部位较厚,为轮胎支撑部位,此部位厚度大,散热慢,所以在轮胎设计时应特别注意散热功能。
目录一使用环境条件二控制系统主要技术性能三控制原理及结构四安装五上电操作六控制方式七成型鼓、带束层鼓工位操作箱操作八贴合鼓工位操作箱操作九上位机触摸屏操作十主供料架操作十一辅供料架操作十二常见故障及处理一、使用环境条件1.海拔高度不超过2000米;2.周围介质温度为-10℃~+40℃,24小时周围内平均温度不高于35℃;3.相对湿度不大于80%;4.无导电尘埃及破坏绝缘的腐蚀性气体的场所;5.无爆炸危险的场所;6.无剧烈振动,颠簸及垂直倾斜度不超过5°的场所;7.电源①频率:50HZ;②输入电压:三相五线制,380V±10%;8.应用500VMΩ绝缘电阻表对系统各电源与地(屏体)之间进行测试,其绝缘电阻≥10MΩ;9.在系统各电源与地(屏体)之间施加50HZ、500V高压,历时一分钟,系统应没有闪烁和击穿现象;二、控制系统主要技术性能1.整个系统的控制符合成型机系统工艺过程;2.系统进行伺服运动控制时,其误差符合机械要求(详见机械部分);三、控制原理及结构成型机控制系统采用美国ROCKWELL自动化公司的Allen-Bradley最新型ControlLogix5561系列PLC,并配有用于信息交换的以太网络及分布式I/O的DeviceNet网络和专用于伺服运动控制的SERCOS 光纤网络。
(见控制系统结构图)控制系统结构图机器接线电气柜由主电气柜和安装于机器设备上的现场工作站、分开关盒、控制盘和操作盘组成。
主电气柜包括PLC、电源模块、接触器、交流伺服装置和其它电子设备。
开关柜和成型机设备之间的接线通过网络线连接。
成型机的所有部分都由AB公司的ControlLogix5561型PLC控制,具有DeviceNet现场总线,连接位于机器设备上的各现场工作站。
采用现场工作站可有效地减少电缆数量和敷设工作量,可降低成本和缩短安装周期,也有利于以后的维护。
变频器也通过DeviceNet网络与控制器连接。