铸造过程模拟仿真
- 格式:doc
- 大小:27.00 KB
- 文档页数:4
铸造过程仿真及优化方法的研究随着现代制造业的快速发展,金属铸造技术在各个领域得到了广泛应用。
与传统的手工制造相比,机械化铸造效率更高、成本更低、品质更稳定。
然而,在铸造过程中,往往会出现一些不可避免的问题,如气孔、缩松、翘曲等,这些问题如果不能得到及时有效的解决,将直接影响到铸件的质量和性能,甚至会造成不可挽回的损失。
为了解决这些问题,铸造企业通常需要通过实验方法进行试制,这既费时又费力,而且效果也不稳定,存在一定的风险,更何况新型产品的开发需要大量的试制。
基于此,仿真技术应运而生,铸造过程仿真成为铸造工程师们日常工作的重要工具。
铸造过程仿真技术是将数学模型应用于铸造过程中的预测和分析,通过计算机仿真模拟出铸铁、铸钢、非铁金属等不同材料在铸造过程中的温度场、应力场、变形场等物理参数,从而实现对铸造过程的模拟与可视化。
仿真技术不仅可以大大缩短铸造周期、降低成本,更可以帮助工程师在设计阶段就对铸件进行评估和优化,大幅提高产品的质量和生产效率。
铸造过程仿真的核心是计算模型,计算模型涉及到材料的力学性质、传热特性、熔体流动特性等多个方面。
通过对计算模型的准确建立和优化,可以获得更真实的计算结果。
此外,还需要对仿真软件有一定的掌握,如何进行仿真条件设定、计算参数调整、结果分析等都需要掌握。
针对铸造过程中的一些典型问题,如翘曲、缩松、未充型、气孔等,可以通过针对性的模拟,找到并改善铸造工艺,优化铸造方案。
例如,通过加入温度传感器、采集实时温度数据、进行实时温度控制,可以减少铸造过程中的变形和热应力,从而避免翘曲问题的出现。
针对气孔问题,可以通过模拟观察铸件内部气流动态,调整浇注方式和浇泼速度,从而降低气体的混入,减少气孔的产生。
除了利用仿真技术进行铸造工艺优化,还可以结合多项优化策略,如优化铸造设计、改进模具结构、采用提高材料液态流动性能的铸造材料等,综合提高铸造产品的质量和生产效率。
总之,铸造过程仿真技术的应用可以大大降低铸造过程中的损失,提高产品质量,同时节约时间和成本,是铸造生产过程中不可或缺的重要工具。

压力铸造生产虚拟仿真综合实验实验报告
压力铸造是一种重要的金属成型工艺,广泛应用于汽车、航空、机械等行业。
传统的压力铸造生产过程需要大量的实验和试验,而且成本高、周期长、效率低。
为了提高压力铸造生产的效率和质量,压力铸造生产虚拟仿真技术应运而生。
本次实验采用了压力铸造生产虚拟仿真技术,通过建立压力铸造模型,进行了一系列仿真实验。
我们建立了压力铸造模型。
根据实际生产情况,我们采用了SOLIDWORKS软件建立了一个三维模型。
该模型可以模拟铸件的结构和几何形状,并可以进行参数化设计和优化。
同时,我们还建立了模具和注塑机模型,可以对模具和注塑机进行设计和优化。
我们对压力铸造过程进行了仿真实验。
在仿真实验中,我们可以对铸件的填充、凝固和收缩进行模拟,同时可以对模具和注塑机的运动进行模拟。
通过仿真实验,我们可以优化模具和注塑机的设计,提高铸件的质量和生产效率。
我们对压力铸造生产的各个环节进行了优化和改进。
通过实验,我们发现在压力铸造过程中,填充速度和温度是影响铸件质量的关键因素。
因此,在实际生产中,我们可以通过调整填充速度和温度来控制铸件的质量。
同时,我们还可以通过优化模具和注塑机的设计,
降低生产成本,提高生产效率。
压力铸造生产虚拟仿真技术是一种非常有效的生产工具,可以帮助企业提高生产效率和质量。
通过本次实验,我们深入了解了压力铸造生产虚拟仿真技术的原理和应用,对于今后的生产实践具有重要的参考价值。
铸造模拟仿真软件操作方法
铸造模拟仿真软件的操作方法通常包括以下几个步骤:
1. 启动软件:双击软件图标或者在开始菜单中找到软件并点击启动。
2. 创建模型:在软件中选择一个可以铸造的物体模型,并将其导入到软件中。
可以通过导入现有的CAD文件或者手动创建模型。
3. 设置材料参数:在软件中设置要使用的材料的参数,包括铸造温度、熔化温度、热传导率等。
4. 设置工艺参数:根据具体铸造工艺,设置一些参数,如液态金属的注入速度、冷却时间等。
5. 设定边界条件:设置模型的外部边界条件,如环境温度、表面传热系数等。
6. 运行仿真:点击运行按钮开始进行仿真。
软件会根据所设置的参数对模型进行铸造过程的仿真,并生成相应的结果。
7. 分析结果:根据仿真结果,对铸造过程进行分析,并根据需要修改参数和重新运行仿真。
8. 导出结果:最后,可以将仿真结果导出为报告、图像或者其他需要的格式。
不同的铸造模拟仿真软件可能还有其他的具体操作方法,具体操作步骤可能会有所不同。
因此,在使用具体软件之前,最好参考相应的软件使用手册或者在线教程来获取详细的操作方法和指导。
熔模铸造过程数值模拟—国外精铸技术进展述评北京航空航天大学陈冰20世纪90年代以来,国外一大批商业化铸造过程数值模拟软件的出现,标志着此项技术已完全成熟并进入实用化阶段,有相当一部分已成功地用于熔模铸造。
其中,A FSolid (3D)(美国), PASSAGF/POWERCAST(美国)、MAGMA(德国)、PAM-CAST(法国)、ProCAST(美国)等最具代表性。
尤其值得一提的是由美国UES公司开发的ProCAST,和美国铸造师协会(American Foundrymen's Society)开发的 AFSolid(3D),它们代表了二种不同类型的软件系统。
一. 熔模精密铸造过程数值模拟的佼佼者——ProCAST早在1985年,美国UES Software Co.便以工程工作站/Unix为开发平台,着手开发ProCAST[1]。
为了保证模拟结果的准确性,ProCAST一开始就采用有限元方法(FEM)作为模拟的核心技术。
自1987年起,开发用于熔模铸造(精铸)的专业模块。
1990年后,位于瑞士洛桑的Calcom SA和瑞士联邦科技研究院也参加ProCAST部分模块的开发工作。
2002年,UES Software和Calcom SA先后加盟ESI 集团(法国)。
通过联合,ESI集团在虚拟制造领域的领先地位进一步增强。
现在,ProCAST也有微机/Windows或Windows NT版本。
三维几何造型模块支持IGES、STEP、STL 或Parasolids等标准的CAD文件格式。
Meshcast模块能自动生成有限元网格。
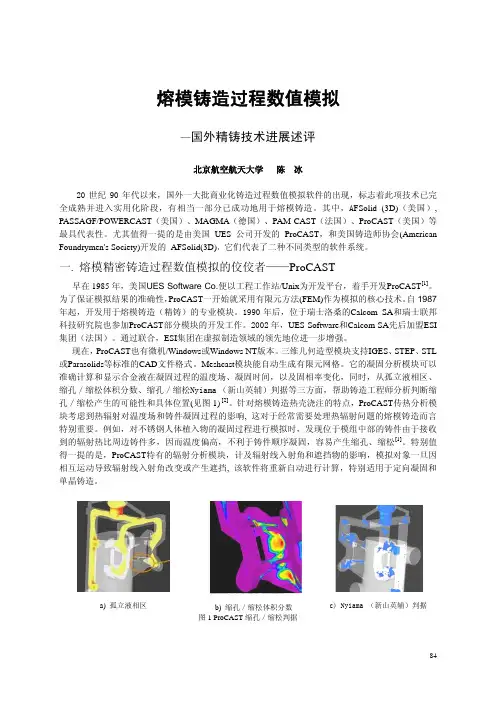
它的凝固分析模块可以准确计算和显示合金液在凝固过程的温度场、凝固时间,以及固相率变化,同时,从孤立液相区、缩孔/缩松体积分数、缩孔/缩松Nyiama (新山英辅)判据等三方面,帮助铸造工程师分析判断缩孔/缩松产生的可能性和具体位置(见图1) [2]。
针对熔模铸造热壳浇注的特点,ProCAST传热分析模块考虑到热辐射对温度场和铸件凝固过程的影响, 这对于经常需要处理热辐射问题的熔模铸造而言特别重要。
铸造仿真分析报告1. 引言本文档为铸造仿真分析的报告,根据实际铸造工艺和仿真数据,对铸件的铸造过程进行了分析和评估。
通过仿真分析,可以提供准确的铸造工艺参数和辅助决策,从而优化铸造工艺,提高产品质量,降低生产成本。
本报告将详细介绍铸造仿真所涉及的模型、材料和分析结果,供相关人员参考。
2. 铸造模型在铸造仿真分析中,我们选择了某个具体的铸造模型进行仿真。
该模型是由CAD软件建模生成的三维几何模型,包括铸件和模具。
模具的形状和尺寸与真实情况一致,并考虑了芯子的位置和形状。
同时,还考虑了其他辅助结构和装备,如浇口、浇道和支撑结构等。
3. 材料参数在仿真分析中,材料参数是非常重要的输入。
通过实验和研究,我们得到了铸造材料的各种物理和力学参数。
这些参数包括材料的热尺寸、导热系数、比热容和机械性能等。
在铸造过程中,这些参数将直接影响到铸件的温度分布和变形情况。
4. 工艺参数铸造工艺参数是指在铸造过程中控制和调节的参数,如浇注温度、浇注速度、浇注方向和冷却时间等。
这些参数对于铸造过程的控制非常重要,能够直接影响铸件的质量和性能。
5. 仿真结果根据铸造模型和输入的材料参数和工艺参数,进行了铸造仿真。
通过仿真软件的模拟计算,得到了一系列的仿真结果。
这些结果包括铸件的温度分布、凝固曲线、应力分布和变形情况等。
这些结果能够直观地展示铸造过程的物理特性和工艺效果。
6. 结果分析根据仿真结果,我们对铸件的铸造过程进行了详细的分析。
根据温度分布,可以判断出铸件的凝固过程和热传导情况。
通过应力分布和变形情况,可以评估铸件的内部质量和外观形态。
同时,还可以根据仿真结果对铸造工艺参数进行优化和调整,以改善铸件的质量和性能。
7. 结论通过铸造仿真分析,我们得到了铸件的详细铸造过程和相关的物理特性。
通过分析模型和仿真结果,我们可以对铸造工艺参数进行优化和调整,以提高铸件的质量和效率。
此外,仿真分析还可以帮助我们预测和解决一些潜在的问题,如热裂纹和变形等。
金属铸造成形过程的数值模拟金属铸造是一种复杂的成形工艺,在这个过程中,金属经历了从液态到固态的转变。
为了了解金属铸造过程中的物理和化学变化,生产厂家通常会使用数值模拟技术来模拟这个过程。
数值模拟技术是一种预测性技术,它可以模拟金属铸造的温度场、压力等参数,甚至可以预测颗粒的行为。
在这篇文章中,我们将深入探究金属铸造成形过程的数值模拟技术。
首先,让我们简要介绍金属铸造成形的过程。
通常,金属铸造分为砂型铸造、金属型铸造和压铸等几种类型。
每种类型的铸造工艺都有其独特的特点,但它们的基本处理程序是相似的。
在标准的金属铸造过程中,首先熔化金属,随后将熔化的金属倒入模具或模型中,然后等待金属冷却成形。
数值模拟是一种可以预测金属铸造成形的过程,可帮助制造商优化成形过程并减少生产成本。
铸造数值模拟的过程包括数学描述、数值方法、计算机仿真等几个步骤。
数学描述是指将铸造过程中涉及到的物理各参数用数学公式表示出来,包括温度、流体力学、热力学和相变等。
数值方法是指使用计算机模拟数学公式,对金属铸造过程进行数值计算。
这个过程中,需要选取合适的数值方法、计算模型和模拟系统。
最后,计算机仿真帮助生产厂商检查结果并进行模拟验证。
在金属铸造成形的数值模拟过程中,最重要的功能之一是热仿真模块。
这个模块使用计算机模拟成形过程中金属的温度场变化。
不同铸造过程中的有不同的需求——砂型铸造需要精确地控制铸型的壁厚和冷却速度,而金属熔模铸造需要保证金属的温度始终保持在一定范围内。
在这个过程中,需要研究的一些关键问题是:铸造过程中温度场的分布情况,铸件表面和内部的固相发展、应力态、收缩和裂缝分布、铸件质量等。
通过数值模拟技术,生产厂商可以对这些问题进行系统的研究并改进生产工艺,以提高金属铸造的质量和效率。
除了热仿真模块以外,金属铸造成形过程中的还需要进行液态流体力学模块的建模。
这个模块可以模拟固液相态变化以及流体动力学等过程。
在这个模块中,铸造中的流体力学问题涉及到:流动场、流体力学性质、子集模型的分析等等。
THERCAST®——铸造成型仿真软件世界最佳的连铸工艺和模铸工艺的数值模拟软件。
THERCAST®仿真软件是一套三维有限元模拟软件系统,主要用于模拟、预测、分析、优化钢铁以及其他金属的铸造工艺。
在设计、优化、启动、运行新的铸造过程或者优化现有铸造过程时,该软件系统均能有效节省时间、降低成本、提高质量。
THERCAST®仿真软件能持续监控温度随时间变化的趋势,跟踪生产环节中任意一点或区间的压力以及其他属性,为后续工艺处理提供合理建议,并为后续工艺处理提供有效模拟数据。
THERCAST®仿真软件适用铸造工艺:连续铸造工艺砂型铸造工艺熔模铸造工艺高(低)压铸造工艺消失模铸造工艺THERCAST®仿真软件主要功能精确模拟真实的铸造过程THERCAST®软件的显著优势是能够精确地模拟铸造过程的每个方面。
您可以使用软件设计新的铸造流程,或者改进现有铸造流程,通过软件获得的结果甚至比您实际参与铸造流程还要清晰。
提高质量、降低成本,消减能耗,保障生产安全。
热机械基础THERCAST®软件基于非稳态的三维有限元算法,将铸造流程中的多种热力属性和机械属性集成在单独的模型和算法内,极大的提高了软件的精度,为计算提供更多所需的准确信息,如预测空气间隙等条件可能造成的裂纹、热裂、胀鼓、铸漏等缺陷。
性能和可扩展性THERCAST®软件优化了快速矢量和矩阵算法,保障了数据在处理器和内存之间的高速交换。
同时拥有强大的并行处理能力,最大限度的发挥了无限核心处理器的功能。
并行处理能力基于SPMD(单进程、多数据)技术,能够提高性能,减少模拟耗时,大幅提高处理能力。
安装方便,操作简单THERCAST®软件拥有功能强大、简洁直观的用户界面,最大限度的缩减了培训时间。
使用系统的默认值设置可以尽量缩短安装过程。
模块化的功能也能让流程设计或者流程改进时的建模变得更加简单,其构架和许可证保障了适用于不同环境和用户。
1. 在proe 中建模,并保存为副本,文件类型为.stl 。
2. 打开anypre ,导入刚才生成的文件
3.设置实体
《热加工CAD 》作业——Anycasting 王小颖080305117
1
《热加工CAD》作业——Anycasting 王小颖080305117
3.设置铸型
4.设置求解域,默认
5.划分均匀网格
2
《热加工CAD》作业——Anycasting 王小颖080305117
6.任务设定采用非金属模砂型铸造
7. 材料设定
8. 初边值条件,默认
9. 界面换热条件,默认
10.浇口条件
11.重力设置,激活即可
12.可选模块:
13.求方法,默认
14.结束,输出条件,默认
15.保存并运行
3
《热加工CAD》作业——Anycasting 王小颖080305117
16. 打开anypost,打开项目文件zhaoweiyi.rtl
17.所有模拟结果如下图
4
《热加工CAD》作业——Anycasting 王小颖080305117
5
《热加工CAD》作业——Anycasting 王小颖080305117
6
《热加工CAD》作业——Anycasting 王小颖080305117
7。
铸造过程的模拟仿真技术及在发动机零部件设计上的应用铸造过程的模拟仿真技术是利用计算机软件模拟铸造过程中的各种物理现象,通过数值计算和仿真实验,预测铸件的形貌、尺寸和质量等性能指标,以指导和优化铸造工艺和设计。
在发动机零部件设计上,铸造过程的模拟仿真技术可以应用于优化零部件的结构和性能,提高铸件质量和生产效率。
首先,铸造过程的模拟仿真技术可以帮助优化零部件的结构。
在发动机零部件设计中,零件的结构决定了其受力性能、热传导性能和流体传输性能等。
通过模拟仿真技术,可以分析和预测不同结构参数对零件性能的影响,优化零件的结构设计。
例如,在涡轮叶片的设计中,可以通过仿真分析确定叶片的形状、数量和角度,以达到最佳的气流动力学性能。
其次,铸造过程的模拟仿真技术可以帮助改善零部件的材料选型。
在发动机零部件的设计中,材料的选择关系到零件的机械性能、耐热性能和腐蚀性能等。
通过模拟仿真技术,可以模拟和分析不同材料的熔化和凝固过程,预测铸造过程中的温度场、相变和晶粒结构等参数。
然后,根据这些参数,可以评估不同材料的性能,并选择最适合的材料。
例如,在涡轮叶片的设计中,可以通过仿真分析确定叶片的纳米晶复合材料的制备工艺,以提高叶片的耐热性和机械强度。
此外,铸造过程的模拟仿真技术还可以优化零部件的生产工艺。
在发动机零部件的制造过程中,熔化、浇注、凝固和冷却等工艺参数都会对铸件的质量和性能产生影响。
通过模拟仿真技术,可以模拟和分析铸造工艺中的熔化、浇注和凝固过程,预测和优化铸件的尺寸、结构和缺陷等。
同时,还可以根据模拟结果,预测和优化零件的冷却工艺,以降低铸件的残余应力和变形等问题。
例如,在汽车发动机缸体的铸造过程中,可以通过仿真分析优化浇注系统的结构和位置,提高铸件的充型性和冷却性能。
总之,铸造过程的模拟仿真技术在发动机零部件设计上具有重要的应用价值。
通过模拟仿真,可以优化零件的结构和材料选型,改进零件的生产工艺,提高零件的性能和质量。
铸造过程模拟仿真1、概述在铸造生产中,铸件凝固过程是最重要的过程之一,大部分铸造缺陷产生于这一过程。
凝固过程的数值模拟对优化铸造工艺,预测和控制铸件质量和各种铸造缺陷以及提高生产效率都非常重要。
凝固过程数值模拟可以实现下述目的:1)预知凝固时间以便预测生产率。
2)预知开箱时间。
3)预测缩孔和缩松。
4)预知铸型的表面温度以及内部的温度分布,以便预测金属型表面熔接情况,方便金属型设计。
5)控制凝固条件[1]。
为预测铸应力,微观及宏观偏析,铸件性能等提供必要的依据和分析计算的基础数据。
作为铸造工艺过程计算机数值模拟的基础,温度场模拟技术的发展历程最长,技术也最成熟。
温度场模拟是建立在不稳定导热偏微分方程的基础上进行的。
考虑了传热过程的热传导、对流、辐射、结晶潜热等热行为。
所采用的计算方法主要有:有限差分法、有限元法、边界元法等;所采用的边界条件处理方法有N方程法、温度函数法、点热流法、综合热阻法和动态边界条件法;潜热处理方法有:温度回升法、热函法和固相率法。
自丹麦Forsound于1962年第一次采用电子计算机模拟铸件凝固过程以来,为铸造工作者科学地掌握与分析铸造工艺过程提出了新的方法与思路,在全世界范围内产生了积极的影响,许多国家的专家与学者陆续开展此项研究工作。
在铸造工艺过程中,铸件凝固过程温度场的数值模拟计算相对简单,因此,各国的专家与学者们均以铸件凝固过程的温度场数值模拟为研究起点。
继丹麦人之后,美国在60年代中期开始进行大型铸钢件温度场的计算机数值模拟计算研究,且模拟计算的结果与实测温度场吻合良好;进入70年代后,更多的国家加入了铸件凝固过程数值模拟的研究行列中,相继开展了有关研究与应用,理论研究与实际应用各具特色。
其中有代表性的研究人员有美国芝加哥大学的R.D.Pehlke教授、佐治亚工学院的J.Berry教授、日本日立研究所的新山英辅教授、大阪大学的大中逸雄教授、德国亚探工业大学的P.Sham教授和丹麦科技大学的P.N.Hansen教授等。
我国的铸件凝固过程温度场数值模拟研究始于70年代末期,沈阳铸造研究所的张毅高级工程师与大连工学院的金俊泽教授在我国率先开展了铸造工艺过程的计算机数值模拟研究工作,虽然起步较晚,但研究工作注重与生产实践密切结合,取得了较好的应用效果,形成了我国在这一研究领域的研究特色[2]。
1988年5月,在美国佛罗里达州召开的第四届铸造和焊接计算机数值模拟会议上,共有来自10个研究单位的从事铸造凝固过程计算机数值模拟技术研究的专家和学者参加了会议组织的模拟斧锤型铸件凝固过程的现场比赛。
由于该铸件在几何形状上属复杂类型,模拟计算有一定的难度。
从比赛结果看,绝大部分的模拟结果与实际测温结果相吻合。
此次比赛得出如下结论[8]:l)铸件凝固过程的计算机模拟达到了相当的水平,如三维自动刻分、三维模拟计算、三维温度场显示等,并产生了一些软件包,如日立公司的HICASS、丹麦的Geomesh、大阪大学的SOLAM及亚琛的CASTS等。
2)模拟计算的结果都接近实测,这说明有限差分、有限元和边界元这三种计算方法对温度场计算都能满足精度要求,同时也说明了铸件凝固过程温度场计算机模拟计算技术已趋成熟。
3)比赛结果是新山英辅获胜。
他所提出的缩松判据成为预测缩松缺陷的理想判据之一,常用于铸钢件的缩松预测。
2、数学模型的建立和程序设计液态金属浇入铸型,它在型腔内的冷却凝固过程是一个通过铸型向环境散热的过程。
在这个过程中,铸件和铸型内部温度分布要随时间变化。
从传热方式看,这一散热过程是按导热,对流及辐射三种方式综合进行的[3-4]。
显然,对流和辐射的热流主要发生在边界上。
当液态金属充满型腔后,如果不考虑铸件凝固过程中液态金属中发生的对流现象,铸件凝固过程基本上看成是一个不稳定导热过程。
因此铸件凝固过程的数学模型正是根据不稳定导热偏微分方程建立的。
但还必须考虑铸件凝固过程中的潜热释放。
基于分析和计算模型开发相应的程序,即可实现铸造凝固过程温度场的计算。
温度场的数值模拟在热模拟中,温度场的数值模拟是最基本的,以三维温度场为主要内容的铸件凝固过程模拟技术已进入实用阶段,日本许多铸造厂采用此项技术。
英国的Solstar系统由三维造型,网格自动剖分,有限差分传热计算,缩孔缩松预测,热物性数据库及图形处理等模块组成。
3、铸件充型过程的数值模拟铸件的充型过程伴随着液态金属的流动、温度的变化和流动区域的变化等复杂现象,它是一个极不稳定的过程,铸件的气孔、浇不足及冷隔等缺陷与这一过程有关,因此对充型工艺进行模拟计算可以预测在充型过程中产生的铸造缺陷,进而优化充型工艺,消除缺陷[5]。
进入80年代后,以温度场模拟技术为基础,铸件充型过程的数值模拟研究开始兴起。
首先进行这一研究工作的是美国匹兹堡大学的Stoehr教授和其学生黄文星,他们在1983年用二维方法模拟了金属流体流入一矩形水平型腔和一底部是阶梯式的垂直腔的充型流动过程,由此掀起了充型过程的计算机数值模拟研究热潮。
绝大多数从事铸件凝固模拟技术研究的专家和学者又纷纷开展了这项研究工作。
目前,充型模拟研究在理论上正趋向成熟,主要工作是考虑模拟计算的准确性和实用性。
在充型过程的模拟中,采用比较多的算法有SOLA-VOF,SIMPLER,MAC,SMAC,COMMIX等,公认的较为实用的算法是SOLA-VOF,很多改进方案都是针对它的。
这些算法涉及到的控制方程包括动量方程、连续方程、能量方程、体积函数方程和湍流动能方程等[6]。
目前,以SOLA-VOF法为基础,提出了许多新的计算处理方法,如高斯-赛德尔法,但还没有一种方法能取得一致的公认。
目前充型过程模拟计算已由二维发展到三维,随着研究的深入,研究朝着尽可能地考虑较多的影响因素,降低计算时间,提高计算精度的方向发展。
尽管理论模型已经成熟,但在具体处理方法上尚有很大的研究空间,研究焦点聚集在湍流问题、边界条件、压力场迭代方法、缺陷预测、速度场与温度场的耦合计算和复杂计算域的迭代收敛及稳定问题等[7]。
(1)湍流问题充型模拟的一些控制方程是在层流的假设下推导并应用的,但在充型过程中,金属液常常呈强湍流流动,若用层流流动的方程进行模拟计算,必然造成很大误差,因而必须考虑湍流的影响,目前主要采用K-ε湍流流动模型。
(2)边界条件边界条件分为流动和传热两大部分。
由于现有算法对流动边界条件中自由表面的处理方法还很不理想,导致压力迭代发散,速度场计算结果不对称等。
目前已提出一些改进算法,使模拟结果较为接近实际。
(3)压力场迭代压力的求解是流体流动计算的一个较难解决的问题,SOLA-VOF算法采用压力迭代的方法求解压力场,但由于速度边界条件、压力迭代方法等处理不当,造成压力迭代经常发散。
现在已有人根据梯度法和搜索原理,对压力迭代过程进行了重新设计,并与速度边界条件的改进算法相结合,使压力迭代过程变得迅速稳定,压力场计算结果较为合理。
(4)缺陷预测利用该技术预测铸件的缺陷,主要有气孔、夹杂、冷隔、缩孔缩松、偏析等。
缺陷的预测主要靠判据,而判据与金属的种类和型腔的形状有关,目前已有一些判据在应用,如缩孔判据豆。
(5)耦合计算充型过程伴随传热,将充型过程的速度场和温度场的计算进行耦合,充型结束后即可得到型腔中的温度场,进而进行凝固过程的模拟计算。
(6)迭代收敛速度场的计算是一个非常耗时的过程,常常由于算法问题,造成迭代收敛困难,目前还需对SOLA-VOF模型改进,使其在处理复杂件时能够稳定收敛,得到合理的结果。
在大多数研究人员致力于充型过程模拟计算技术研究的同时,德国的MAGMA公司先行一步,他们已推出铸件充型过程模拟计算的软件包,抢占市场。
MAGMA软件包的功能诱人,但其价位很高。
目前,铸件充型和凝固过程的数值模拟技术的研究与应用已由砂型铸造向金属型铸造工艺展,这一方面反映了这一技术的成熟,同时也反映了这项技术是有生命力的。
铸造充型过程数值模拟技术主要有三种方法:1 SIMPLE法,即压力连接方程半隐式方法(Semi- Implicit Method for Pressure Linked Equation);2 SMAC法,即简化标示粒子法(Simplifed Marker and Cell);3 SOL A- VOF法,即解法(Solu-tion Algorithm)及体积函数法(Volume of Fluid)。
4、应力场的数值模拟铸件热应力的数值模拟是通过对铸件凝固过程中热应力场的计算、冷却过程中残余热应力的计算来预测热裂纹敏感区和热裂纹的。
应力场分析可预测铸件热裂及变形等缺陷。
由于三维应力场模拟涉及弹性-塑性-蠕变理论及高温下的力学性能和热物性参数等,研究的难度大[9]。
现在研究多着重于建立专门用于铸造过程的三维应力场分析软件包,有些研究是利用国外的通用有限元软件对部分铸件的应力场进行模拟分析,这对优化铸造工艺和提高铸模寿命发挥了重要作用。
应力场模拟分析正向实用化发展,但迄今为止还没有一种科学方法准确测量金属铸件各个部位的热应力或残余应力。
5、铸件微观组织模拟铸件微观组织数值模拟是计算铸件凝固过程中的成核、生长等,以及凝固后铸件的微观组织和可能具备的性能[10]。
铸件微观组织模拟经过了定性模拟、半定量模拟和定量模拟阶段,由定点形核到随机形核。
这一研究存在的问题是很难建立一个相当完善的数学模型来精确计算形核数,枝晶生长速度及组织转变等。
瑞士M Rappaz教授与美国Stefanescu教授在1985年前后同时进行该项目的研究。
他们从宏观温度场入手,分别对铝合金及镍基合金和铁的晶粒数,晶粒尺寸分布及二次臂距进行估算。
铸件微观组织模拟研究今后将向定向凝固及单晶方面发展,同时在计算精度、计算速度等方面有很多工作要做。
结语经过几十年的发展和完善,铸造成形工艺模拟和工艺CAD技术已发展成为一种先进制造技术,它是由铸造工程技术和计算机工程技术这两个不同常科的融合而产生的,是传统产业技术与现代高科技相交的产生,它改变了铸造这一传统产业的工艺设计方法,是一次用学来代替猜测的飞跃。
进入下一个世纪后,铸造工艺过程中模拟技术的研究工作在现有基础上将有进一步的发展,模拟技术将向智能化方向发展,即不但能够模拟工艺过程,指出问题及工艺缺陷,还将具有分析问题和缺陷原因的功能,并提出工艺改进措施。
参考文献:【1】柳百成等.新一代材料精确成形技术.机械工程科学技术前沿. 北京:机械工业出版社,1996【2】柳百成,荆涛.铸造工艺计算机辅助设计研究进展.中国机械工程学报,1993(5):26~34 【3】高志强,邱伟,张为善,柳百成.铸造充型过程初始温度场的数值模拟及实验研究.清华大学学报,1996(8):50~55 7【4】邱伟,高志强,柳百成.用改进的SOLA VOF法模拟铸造充型过程.清华大学学报,1997(11) 【5】邱伟,沈厚发,高志强,白雪峰,柳百成.耦合传热与流动的铝合金铸件充型三维数值模拟.铸造,1997(4):1~4【6】陈瑶,白雪峰,朱日明,柳百成.铸造过程应力场数值模拟集成化技术的研究.铸造,1997(3):1~5【7】贾宝仟,柳百成,王东涛.铸钢件准固态区域应力应变数值模拟及热裂机制.金属学报,1997(5):504~508【8】Dantzig J A, Roplekar J K . A Mathematical Model of the MHD-DC Casting Process[A]. Proceeding of the 5th International Conference on the Sem-i Solid Processing of Alloys and Composites, Golden, Colorado[C]. USA, 1999:241-248. 【9】柳百成等.并行工程环境下成形铸件制造工艺CAD/CAE系统.高技术通讯,1996(3):40~42. 【10】李永保,柳百成,熊守美.面向并行工程的铸造工艺集成CAD/CAE系统的研究.中国机械工程,1997(7):35~37。