DYNAFORM-材料成型工艺仿真
- 格式:ppt
- 大小:1.22 MB
- 文档页数:28

基于Dynaform 软件的板料冲压成形仿真操作指引1 常用仿真术语定义:冲压成形:用模具和冲压设备使板材产生塑性变形获得形状、尺寸、性能合乎要求的冲压件的加工方法。
多在室温下进行。
其效率高,精度高,材料利用率也高,可自动化加工。
冲压成形工序与工艺:剪切:将板材剪切成条料、块料或具有一定形状的毛坯的加工工序称为剪切。
分平剪、斜剪和震动剪。
冲裁:借助模具使板材分离的工艺。
分为落料和冲孔。
落料--从板料上冲下所需形状尺寸坯料或零件的工序;冲孔-- 在工件上冲出所需形状孔的工序。
弯曲:在弯曲力矩作用下,使平板毛坯、型材、管材等产生一定曲率和角度,形成一定形状冲压件的方法。
拉深:冲裁得到的平板毛坯成形成开口空心零件的冲压加工方法。
拉伸参数:• 拉深系数m :拉深零件的平均直径 d 与拉深前毛坯 D 之比值m, m = d/D ;• 拉深程度或拉深比:拉深系数 m 的倒数 1/m ;• 极限拉深系数:毛坯直径 D 确定下,能拉深的零件最小直径 d 与D 之比。
胀形:指将材料不向变形区转移,只在变形区内产生径向和切向拉深变形的冲压成形方法。
翻边:在毛坯的平面或曲面部分的边缘,沿一定曲线翻起竖立直边的成形方法。
板材冲压成形性能评价指标:硬化指数n 、厚度方向系数γ、成形极限图。
成形极限:是指冲压加工过程中所能达到的最大变形程度。
2 Dynaform 仿真分析目的及流程ETA/DYNAFORM 5.7是由美国工程技术联合公司(ENGINEERING TECHNOLOGY ASSOCIALTES, INC.)开发的一个基于LS-DYNA 的板料成形模拟软件包。
作为一款专业的CAE 软件,ETA/DYNAFORM 综合了LS-DYNA 强大的板料成形分析功能以及强大的流线型前后处理功能。
它主要应用于板料成形工业中模具的设计和开发,可以帮助模具设计人员显著减少模具开发设计时间和试模周期。
基于Dynaform 软件的仿真结果,可以预测板料冲压成形中出现的各种问题,如破裂、起皱、回弹、翘曲、板料流动不均匀等缺陷,分析如何及时发现问题,并提供解决方案。
机电与能源实验中心实 验 报 告实验名称冲压工艺及模具设计实验 专业班级 机制091 姓 名 学 号 30906010宁波理工实验项目名称:基于Dynaform的圆筒形零件拉深成形模拟报告人:学号:3090601专业/班级:机制091实验时间:2012.10.17 指导教师:一、实验目的与要求【实验目的】1.掌握Dynaform板材成形CAE分析的基本方法。
2.掌握基于Dynaform的拉深成形方法,能进行后处理分析。
【实验题目与要求】筒形件拉深,直径为学号后三位加100,深度为直径的2.5倍,凸缘宽度为半径的35%。
前处理文件名为,学号_姓名拼音首字母,其它自定。
如学号为3090611138的张三同学,筒形件直径为238mm,前处理文件名为:3090611138_zs.df 。
模拟完成后,写模拟分析报告,两周内交班长。
请班长按学号先后清理整齐,上交。
要求必须写清楚下面内容:1. 模拟条件:零件名称、厚度t=2、材料DQSK36、成形条件自行优化(成形方式,速度等)。
标出零件尺寸。
2.修改成形参数,优化结果。
研究有无压边力的影响,压边力大小的影响;3. 结果:●给出dynaform变形网格图。
●给出变形完成(最后一帧)的成形极限图(Forming Limit Diagram);●给出变成完成(最后一帧)的厚度变化图(Thickness);●给出压边力曲线;二、实验方法、步骤、内容(样例)1.利用三维造型软件对待分析的产品进行三维建模,如图1所示。
图1三维建模2.将模型保存为*.igs格式,导入Dyanform,并进行网格划分,如图2所示。
图2划分网格模型3.设置Dynaform的前处理模拟类型_Double action______,板材厚度__2____,工序类型__拉伸_____;零件材料_DQSK___36_____;工具运动速度_____5000_____;压边圈闭合速度____2000______;压边力___200000________;4.启动后处理,并查看结果;a)最后一帧的成形极限图,如图3所示。
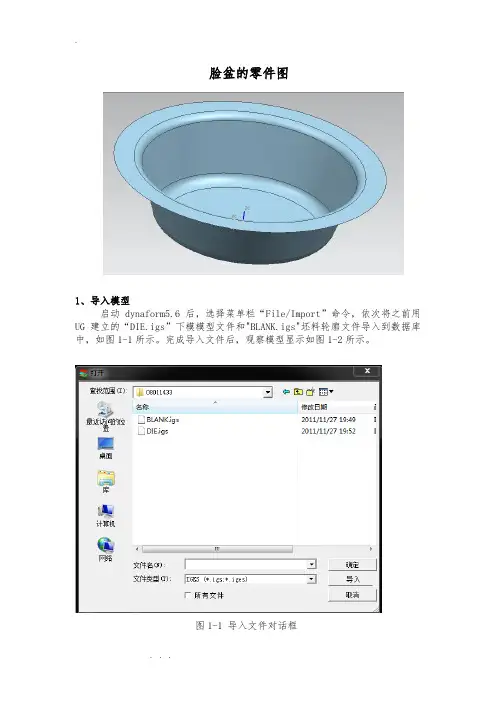
脸盆的零件图1、导入模型启动dynaform5.6后,选择菜单栏“File/Import”命令,依次将之前用UG建立的“DIE.igs”下模模型文件和"BLANK.igs"坯料轮廓文件导入到数据库中,如图1-1所示。
完成导入文件后,观察模型显示如图1-2所示。
图1-1 导入文件对话框图1-2 导入模型文件2、编辑零件选择菜单“Part/Edit”命令,弹出如图2-1所示的“Edit Part”对话框,修改各零件层的名称、编号和颜色,将毛坯层命名为“BLANK”,将下模层命名为“DIE”,修改后如图2-2所示,单击OK按钮确定。
图2-1 零件编辑对话框图2-2 编辑零件3、参数设定选择”Tool/Analysis Steup“命令,弹出“Analysis Steup”对话框在成型类型Draw Type的下拉菜单中选择双动(Double action),按照图3-1更改相应设置,点击“OK”按钮退出对话框。
图3-1 分析参数设置对话框4、网格划分(1)DIE层网格的划分设定当前零件层为DIE层,在工具栏中点击按钮,弹出如图4-1所示的对话框,点击“BLANK 2”将BLANK层关闭。
图4-1 关闭零件“BLANK”对坯料零件“DIE”进行网格划分,选择菜单中的“Preprocess/Element”命令,弹出“Element”对话框,如图4-2所示。
然后选择按钮,弹出4-3所示的对话框,设置成图4-3所示的参数。
点击“Select Surfaces”按钮,在弹出的对话框中点击“Displayed Surf”按钮选择需要划分的曲面,如图4-4所示,此时“DIE”将高亮显示,点击“OK”按钮选择完毕自动退回到Surface Mesh 对话框中,依次单击“Apply”“Yes”“Exit”“OK”按钮完成网格的划分,划分完后,效果如图4-5所示图4-2“Element ”对话框 图4-3 “Surface Mesh ”对话框图4-4“Select Surfaces ”对话框图4-5 DIE划分网格单元结果图(2)BLANK层网格的划分在工具栏中点击按钮,弹出如图4-6所示的对话框。

一、准备工作安装好dynaform软件(已破解,很好安装,但是是5.1版本,经本人亲测win7系统不兼容,大家可以在网上下载更高的版本,或者去xp系统的同学那里做,或者像我一样重装xp系统……),安装包和老师给的资料我会一起打包发给大家。
说明一下,关于具体过程本人已经写得相当相当详细了,望大家仔细钻研,按步骤进行,不要按错,不复杂,多琢磨几遍就会了。
有什么不懂的可以问我。
二、打开软件这个不细说了吧,打开后界面如图三、导入模型点击File→Import,出现Import File对话框,找到“新建文件夹”(这个要看大家把下载的文件放在哪儿了,新建文件夹里有四个模型文件,需要依次导入)。
选中binder.igs,点击Import,再点击blank-140.igs,再点击Import,如此,依次导入四个模型文件,最后点击OK确认。
四个模型导入后,结果如图四、重命名文件此步骤仅仅是更改四个模型文件的文件名,便于后续操作识别。
需要注意的是,文件名就是它们的作用,另外,不同零件的颜色不同,文件名的颜色和零件的颜色是对应的。
点击Parts→Edit,出现Edit Part对话框,这里便要依次更改文件名。
首先选用红色文件名“c001v000 1”,在上面的Name对话框中输入binder(可以大写,或者其他的文件名也可以,这里只是便于区别),然后点击Modify,先不要点OK。
点击黄绿色文件名“IGS00001 2”,在上面的Name对话框中输入banker,然后点击Modify,先不要点OK。
点击蓝色文件名“IGS00002 3”,在上面的Name对话框中输入die,然后点击Modify,先不要点OK。
点击紫色文件名“IGS00003 4”,在上面的Name对话框中输入punch,然后点击Modify,这是点OK确认。
注:binder压边圈banker板料die凹模punch凸模五、网格划分说明:点击工具栏中的图标,会弹出如下的对话框在此需要指出的是,这是选择显示那个零件的一个工具,例如上图中1、2、3、4四个零件都被选中了(彩色时是选中,白色时是未被选中),因此四个零件都显示出来了,但如果只选中binder1,那么就只会显示零件1,而屏幕右下角的位置,表示当前被选中的零件,解释完毕,开始划分网格。
基于DYNAFORM的板料成形研究摘要板料拉深成形是现在工业领域中一种重要的加工方法。
在拉深成形的过程中,零件容易出现开裂,起皱等问题。
随着计算机模拟和仿真技术的发展,板料拉深成形过程的分析、缺陷分布等问题都可以通过有限元模拟软件预测分析。
针对这些问题,用PRO/ENGINEER软件将零件进行三维建模,导入DYNAFORM,进行初步模拟,设置模拟控制参数,主要是修改板料厚度、板料性能、冲压速度、模具圆角半径等参数。
找出模具倒角、材料厚度、冲压速度对材料成形性能的影响,从而对于指导成形工艺的设计具有重要的意义。
关键词:DYNAFORM,拉深,模拟,参数Based on the dynaform plate formingresearchAbstract:Deep drawing of sheet metal industry is now an important processing method. In the drawing forming process, the parts prone to cracking, wrinkling and other problems.Along with the computer simulation and the simulation technology development, the process of sheet forming analysis, defects distribution problems can be simulated by FEM software prediction analysis. To solve these problems, PRO / ENGINEER software part three-dimensional modeling, import on DYNAFORM, a preliminary simulation, set the parameters of analog control, primarily to modify the sheet thickness, sheet performance, pressing speed, die fillet radius and other parameters.Identify mold chamfer, material thickness, speed of pressing forming properties of the material, which for the guidance of the design of the forming process of great significance.Key words: DYNAFORM, drawing, simulation, parameter毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
DYNAFORM软件基于有限元方法建立, 被用于模拟钣金成形工艺。
Dynaform软件包含BSE、DFE、Formability三个大模块,几乎涵盖冲压模模面设计的所有要素,包括:定最佳冲压方向、坯料的设计、工艺补充面的设计、拉延筋的设计、凸凹模圆角设计、冲压速度的设置、压边力的设计、摩擦系数、切边线的求解、压力机吨位等。
DYNAFORM软件可应用于不同的领域,汽车、航空航天、家电、厨房卫生等行业。
可以预测成形过程中板料的裂纹、起皱、减薄、划痕、回弹、成形刚度、表面质量,评估板料的成形性能,从而为板成形工艺及模具设计提供帮助。
DYNAFORM软件设置过程与实际生产过程一致,操作上手容易。
来设计可以对冲压生产的全过程进行模拟:坯料在重力作用下的变形、压边圈闭合过程、拉延过程、切边回弹、回弹补偿、翻边、胀形、液压成形、弯管成形。
DYNAFORM软件适用的设备有:单动压力机、双动压力机、无压边压力机、螺旋压力机、锻锤、组合模具和特种锻压设备等。
DYNAFORM 的模块包含:冲压过程仿真(Formability) ;模具设计模块(DFE) ;坯料工程模块(BSE) ;精确求解器模块(LS-DYNA)。
功能介绍1.FS-Formability-Simulation成形仿真模块可以仿真各类冲压成形:板料成形,弯管,液压涨形可以对冲压生产的全过程进行模拟:坯料在重力作用下的变形、压边圈闭合过程、拉延过程、切边回弹、回弹补偿、翻边、胀形、液压成形、弯管成形,还可以仿真超塑性成形过程,热成形等适用的设备有:单动压力机、双动压力机、无压边压力机、螺旋压力机、锻锤、组合模具和特种锻压设备等。
成形仿真模块在世界各大汽车公司、家电、电子、航空航天、模具、零配件等领域得到广泛的应用。
通过成形仿真模块,可以预测成形缺陷起皱,开裂,回弹,表面质量等,可以预测成形力,压边力,液压涨形的压力曲线,材料性能评估等本模块中的主要功能特色有:1)可以允许三角形、四边形网格混合划分,可以用最少的单元最大程度的逼近模具的形状,并可方便进行网格修剪;2)等效拉延筋的定义通过拾取凹模(或下压边圈)上的节点(线)生成拉延筋(多种截面),可以方便分段,合并,修改拉延筋及其阻力。
计算机仿真技术研究报告论文(设计)题目计算机仿真技术研究报告作者所在系别材料工程系作者所在专业材料成型及控制工程作者所在班级B09811作者姓名宋明明作者学号200940xxxxx指导教师姓名赵军指导教师职称讲师完成时间2012 年12 月北华航天工业学院教务处制目录一、喷雾器滤液槽成型研究•••••••••••••• 1二、厨房洗菜盆成型研究••••••••••••••• 5三、自拟件成型研究•••••••••••••••••9四、小轴套成型研究•••••••••••••••••13五、钣金反拉深件成型研究••••••••••••••17六、自拟二次拉深件成型研究•••••••••••••22七、冲压弯曲件成型研究•••••••••••••••26八、液压胀形件成型研究•••••••••••••••30一、喷雾器滤液槽成型研究1.1零件结构分析1.1.1建立三维模型图1为零件的三维模型图图11.1.2结构分析此件名为喷雾器滤液槽,底部有许多小孔,后侧壁上有两个大孔,厚度为1mm,材料为铝材,适合拉深成形。
在进行dynaform划分网格时需要把这些孔进行填补修整。
1.2模具设计下图2为喷雾器滤液槽的拉深模具及压边圈(外围很大的一片即为压边圈)。
压边圈很大是为了保证能够完全压住坯料,防止其起皱。
划分网格后的模具如图3。
图2 图31.3冲压工艺分析1.3.1材料特性分析此材料为AA6009,属于铝材,主要应用在汽车车身板上。
6×××系列铝板材主要含有镁和硅两种元素,故集中了4×××系列和5×××系列的优点。
铝是一种轻金属,其化合物在自然界中分布极广,地壳中铝的含量约为8%(重量),仅次于氧和硅,居第三位。
在金属品种中,仅次于钢铁,为第二大类金属。
铝的导电性、延展性良好,应用范围十分广泛。
铝及铝合金与其它一般特性,铝及铝合金其它金属材料相比,具有以下一些特点:1、密度小。

基于Dynaform的多工序拉深仿真研究
基于Dynaform的多工序拉深仿真研究
文/石然然,刘超·北京市计算中心
【期刊名称】锻造与冲压
【年(卷),期】2014(000)024
【总页数】3
石然然,主要研究方向为CAE仿真;从事关于冲压、结构、跌落、疲劳等计算机仿真咨询工作。
以非线性有限元软件Dynaform为平台,进行手机电池外壳多工序拉深仿真研究,分析仿真结果与实际生产基本吻合。
因此通过基于Dynaform的手机电池多工序仿真模拟,可以快速预测电池外壳生产过程中出现的问题,调整生产工艺参数,缩短产品生产周期,节省生产成本,为企业带来可观效益。
手机电池外壳属于多工序拉深冲压件,成形困难且工艺要求较高,电池的质量直接影响到手机的寿命和使用性能。
在电池制造的试模阶段,需要工作人员反复试验来寻找最优的制造工艺参数。
面对手机市场越来越激烈的竞争,如何在短时间内生产高质量产品成为手机制造的关键。
随着计算机技术及有限元技术的发展,应用数值模拟技术对板料成形过程进行计算机模拟以替代实际试模,为冲压件工艺设计及模具设计提供可靠的判据和合理的工艺参数,已成为当前冲压件工艺设计和模具设计中的一种重要手段。
本文基于北京康迪普瑞有限公司的手机电池外壳的生产项目进行研究,目的是通过基于Dynaform的数值模拟技术预测生产过程中可能出现的问题,减少试模次数,节约生产成本。
模拟参数设置
本研究中电池外壳的生产过程需连续经7次拉深后进行切边等后续工序。
电池。
Dynaform模拟设计说明书姓名:班级:学号:指导老师:目录一,导入文件 (4)二,划分网格 (5)三,检查网格并修补网格 (6)四,定义工具 (7)五,定义毛坯 (11)六,定义成形参数和控制参数 (13)七,提交工作到求解器进行计算 (14)八,后处理分析 (15)九,小结 (17)十,致谢 (18)绪论冲压成形是塑性加工的基本方法之一,它主要用于加工板料零件,可以加工金属板料,也可以加工非金属板料。
冲压加工时,板料在模具的作用下,于其内部产生使之变形的内力。
当内力的作用达到一定程度时,板料毛坯或毛坯的某个部位便会产生与内力的作用性质相对应的变形,从而获得一定形状、尺寸和性能的零件。
许多金属冲压件具有外形尺寸较大,材料比较薄,型面起伏复杂,尺寸精度与表面质量要求较高,在拉伸成形过程中容易出现拉裂、起皱现象。
模具调试过程中需要浪费大量的人力、物力和财力。
近年来随着计算机技术的不断发展,CAE(计算机辅助工程)技术目前已经在各大模具厂广泛用于产品模拟分析、冲压板材成形过程分析。
通过提前对产品可能出现的成形缺陷进行研究,预示冲压件冲压成形的可行性。
根据理论上的模拟分析结果,提高产品工艺补充设计的合理性,减少模具实际调试次数,近而达到缩短模具制造周期、降低生产调试成本,提高企业生产效能,保证新产品及时投放市场。
本说明书利用Dynaform分析软件,以一U形件冲压成型分析为例,介绍CAE技术在金属件冲压成形的应用。
一导入文件1.1导入文件选择“File”→“Import”菜单项,将需要分析的U型件及坯料的IGS格式的模型文件导入到数据库中,如图1所示。
图11.2保存数据库点击下拉菜单“File”→“Save as”,然后命名为“v001.df”,点击“保存”。
二网格划分2.1曲面网格划分依次点击下拉菜单“BSE”→“Preparation”→“PART MESH”,打开对话框,各参数设置如图2。
依次点击“Select Surfaces”→“Displayed Surf”→“OK”→“Apply”→“OK”→“Yes”,完成网格化分,结果如图3。
基于Dynaform散热片成型仿真分析与实践摘要:基于Dynaform 对SPCC 0.6和DCO3 0.6冷轧板的冲压过程的仿真分析和对照,发现其差异性,通过工艺参数的修改,快速实现了DC03 0.6油汀散热片材质的可靠替换,材料成本可降低20%。
关键词:散热片冲压;SPCC 0.6;DCO3 0.61、前言油汀散热片为多空间的自由曲面,其结构复杂,油包处拉伸系数大,因此对材质的要求比较高,普通的SPCC冷轧钢板很难满足其使用需求。
目前该零件都采用DC03以上牌号的冷轧板。
由于钢材的全面涨价,产品的成本持续高升,为降低成本,希望在现有的生产设备及模具下采用低牌号的SPCC冷轧板替代DC03钢板。
由于薄壁零件的冲压成形比较复杂,其成形过程常常产生许多缺陷,如破裂、起皱、弹性补偿不当等,且油汀散热片对外观、隐裂纹等缺陷要求高。
传统的制造依靠设计者的经验通过反复试模、修改模具、定型及实际试产等一系列的复杂过程。
这种过程由于耗费大量的人力、物力和财力不能满足企业经营的需求和市场发展的要求。
本文通过对油汀散热片冲压成型进行模拟分析,分析SPCC和DCO3材质的成型性、减薄率、应力和应变等,对实际生产提供了参考依据。
2、冲压仿真的原理和步骤文献[1]比较详细的介绍了冲压过程仿真的原理和步骤。
薄板冲压成型包含了多个复杂的物理过程,如板料的弹塑性变形过程,板料与模具的摩擦磨损过程,摩擦生热及热传导过程,冲击声波的传输过程等。
本文假设材料满足各向同性硬化条件,在反向加载时不出现包辛格效应,采用BWC单元和Hill屈服准则[2]对板材进行分析模拟,其步骤归纳如下:(1)建立冲压过程的力学模型;(2)在力学模型基础上建立有限元分析模型;(3)根据薄板变形特性选定单元类型并确定有关参数;(4)根据薄板变形特性选定弹塑性本构关系及有关参数;(5)根据板料及模具表面特性及其润滑状态选定摩擦定律及参数;(6)对压板的刚体运动和薄板的弹塑性变形进行求解;(7)将求解的结果按一定的要求形成文字或图形文件供后处理系统使用3、仿真过程及结果部件之间添加接触设置,压边圈压紧力及冲压速度选用现有DCO3的工艺参数,压紧力为20KN,冲压速度为5000mm/s。
1 绪论1.1 研究背景车身覆盖件成型是一个复杂的变形过程,成型质量受许多的因素影响。
传统冲压过程主要是依靠技术人员的经验来设计加工工艺和模具,然后通过试模生产来检验覆盖件是否符合产品的设计要求。
这样不仅产品的设计周期长而且消耗大量的人力物力。
随着计算机软硬件技术、图形学技术、人工智能技术、板料塑性变形理论和数值计算方法等的发展.以及与传统的工艺/模具设计技术的交叉集成开创了利用CAD/CAM/CAPP技术和CAE数值模拟分析技术进行覆盖件成型工艺设计的新领域。
最近几年,随着计算科学的快速发展和有限元技术应用的日益成熟,CAE技术模拟分析金属在塑性变形过程中的流动规律在现实生产中得到愈来愈广泛的应用。
CAE 技术的成功运用,不仅大大缩短了模具和新产品的开发周期,降低了生产成本,提高企业的市场竞争能力,而且有利于将有限元分析法和传统的实验方法结合起来,从而推动模具现代制造业的快速发展,国内外已经有很多学者在这方面做了研究[1]。
传统的汽车覆盖件模具因其体积大、工作型面复杂、设计周期长,已成为开发新车型的瓶颈。
目前大多采用钢制模具来生产薄板类以及覆盖件类零件.因此带来冲压模具制造周期长、成本高和加工难度大等一系列问题,尤其是在零件的中小批量生产和新产品试制时,这些不足就更加凸显出来。
对于成熟零件,探讨研究基于Dynaform的CAE技术对汽车覆盖件及其冲压模具的设计过程进行仿真模拟分析[2]。
在板料成形生产中,使用传统工艺试制模具耗时较多不能适应竞争日趋激烈的现代市场,对成本、产品研发周期以及产品质量等方面提出了越来越迫切的要求。
在传统的模具设计制造过程中,过多时间浪费在“设计→试制→发现问题→再设计→再试制→再发现问题”的循环中,因而成本耗费大,面对现代市场对产品更新换代目益加快的需要,原始方法可是远远不能够解决问题的。
相比之下,在模具设计过程中使用CAD/CAM/CAE技术的优越性更为明显,国内虽有许多企业采用该技术并取得了一些经验和技巧,但能真正利用UG、Pro/E,Deform及Dynaform等大型软件进行模具的三维参数化设计与制造,并进行冲压仿真来指导设计的还不多。
基于Dynaform的盒形件拉深成形仿真技术研究管艳杰;游晓红【摘要】板料拉深是一个非常复杂的塑性变形过程,如何提高工艺质量及效率是一个普遍关注的问题.本文以盒形件拉深为例,通过Dynaform软件对其拉深工艺进行了模拟研究,并用正交试验分析了几种主要工艺参数对制件局部减薄的影响.%Taking box as an example, by use of Dynaform, the simulation study on its drawing process has beenrncarried on in the text. The influence of some main process parameters on the local thinning issue has been analyzedrnby orthogonal experiment.【期刊名称】《锻压装备与制造技术》【年(卷),期】2012(000)002【总页数】3页(P65-67)【关键词】机械制造;拉深;盒形件;板料成形;Dynaform【作者】管艳杰;游晓红【作者单位】太原科技大学,山西太原030024;太原科技大学,山西太原030024【正文语种】中文【中图分类】TG386.3+2板料拉深成形是现代工业中的一种重要加工方法,在汽车、航空航天等领域都有广泛的应用,是一个同时包含几何、材料和边界条件非线性的非常复杂的力学过程[1]。
在板料成形生产中,一般用于试制模具需要近3年的时间[2]。
而在市场竞争日益激烈的情况下,对缩短开发周期、降低成本、提高产品质量的要求越来越迫切。
于是,有限元模拟应运而生。
它不仅能模拟制件成形过程,更能够形象地揭示材料的变形机理,使设计人员根据已有经验实时调整模具参数及成形工艺,修改毛坯形状和尺寸,大大缩短试模和修模时间,有效提高产品质量和生产效率[3~4]。
板料拉深成形涉及到材料、几何、边界非线性,精确数值模拟难度较大。
目录一、实验过程报告 (1)1、实验目的 (1)2、实验内容 (1)3、实验用具 (1)4、实验步骤 (1)5、实验材料(铝合金Ly12)性能分析 (2)6、影响材料冲杯实验结果的因素 (2)7、实验数据 (2)二、用DYNAFORM软件模拟实验过程中的拉深试件 (3)1、创建三维模型 (3)2、数据库操作 (4)(1) 创建DYNAFORM数据库 (4)(2) 导入模型 (4)(3) 参数设定 (5)3、网格划分 (6)(1) 毛坯网格划分 (6)(2) 工具网格划分 (8)4、传统设置 (9)(1) 从PUNCH零件层单元网格等距偏移出DIE零件层单元网格 (9)(2) 创建BINDER层及网格划分 (10)(3) 分离PUNCH和BINDER层 (11)(4) 定义工具 (12)(5) 定义毛坯,设置工艺参数 (13)(6) 自动定位工具 (14)(7) 测量PUNCH的运动行程 (16)(8) 定义PUNCH运动曲线 (16)(9) 定义压边圈(BINDER)的压力曲线 (18)5、设置分析参数及求解计算 (18)6、后置处理 (19)7、模拟结果分析 (20)(1) PUNCH的运动位移曲线 (20)(2) BINDER的压力载荷曲线 (20)(3) 零件的最终外形图 (21)(4) 最终零件的壁厚变化分布图 (21)(5) 最终零件的FLD图 (22)8、实验结果模拟分析 (22)(1) 不同直径毛坯的成形极限图 (22)(2) 不同直径毛坯的厚度分布图 (24)(3) 不同直径毛坯的平均应力分布图 (26)一、实验过程报告1、实验目的(1)掌握最小拉深系数的测定方法。
(2)认识起皱、拉裂现象及其影响因素。
(3)熟悉掌握dynaform软件操作方法,熟悉板料成形模拟原理。
2、实验内容(1)拉深系数m是每次拉深后圆筒形件的直径与拉深前坯料(或工序件)直径的比值。
由公式m=d/D计算。
由上式可以看出,m值越小,表明拉深前后的直径差越大,也就是该次工序的变形度越大。
基于Dynaform盒形件冲压成形仿真摘要:Dynaform是基于有限元理论建立的成形模拟和分析软件。
拉深成形是一种常见的成形方法,它的实质在于凸缘部分材料的转移和塑性变形,拉深过程中制件的主要失效形式有起皱和破裂。
文章基于Dynaform分析引起起皱的各种因素以及对盒形件拉深成形质量造成的影响,可弥补拉深模具经验设计的不足,缩短模具的设计周期,并对类似产品的模具设计具有一定的借鉴作用。
关键词: Dynaform; 有限元分析;盒形件一、前言冲压成形是现代工业的一种重要的加工成形方法,它广泛应用于汽车、航天等领域,是一个包括了几何、材料以及边界条件非线性的复杂力学过程[1]。
由于冲压件成形力学过程的复杂性,使得依靠实际经验和反复修模、试模,进行模具设计的传统方法既费时又费力。
将计算机模拟引入冲压模具的设计过程中,是现代模具设计发展的必然。
Dynaform板料成形软件,可以预测成形过程中板料的裂纹、起皱、减薄、划痕、回弹,评估板料的成形性能,从而为板料成形工艺及模具设计提供帮助[2]。
它将在缩短模具设计周期和改善产品成形质量等方面发挥极其重要的作用。
盒形件是典型的板料冲压成形制品,在其拉深成形过程中,坯料的凸缘部分是主要变形区,凸缘变形区在切向压应力的作用下,可能产生失稳,其特征表现为凸缘边缘的材料产生皱折。
轻微的起皱可以通过凸凹模间隙来调整,仅在拉深件侧壁上留下皱痕; 但严重的起皱将不能满足制件的尺寸精度和使用要求,并且会导致坯料成形时不能顺利通过凸凹模间隙而造成拉裂失效。
影响拉深件起皱的主要因素有: (1) 是否采用压边装置以及压边力是否合适; (2) 材料的机械性能,如材料弹性模量E、毛坯相对厚度t/D等; ( 3) 拉深成形时的阻力大小[3]。
二、盒形基准件模型的建立1、CAD模型图1、零件尺寸图图2、实体模型图盒形件的尺寸和实体模型如图1、2所示,板料材料选取厚度为1mm的bufd。
采用UG软件建立盒形件拉深成形的几何实体模型,如图2所示。