玻璃原料微机配料系统控制策略的研究
- 格式:pdf
- 大小:278.92 KB
- 文档页数:5

精确控制浮法玻璃原料及混合料质量原料2010-07-11 09:44:59 阅读70 评论0 字号:大中小订阅在浮法玻璃生产过程中,各工序之间连续性很强,环环相扣,互相制约,彼此影响很大。
在原料的管理,原料加工和配合料制备过程中的细小错误都可能造成生产的不稳定,甚至酿成大的生产事故。
多年来根据生产实践总结出的玻璃生产的“大四稳”——原料稳、燃料稳、熔化稳、成型稳,其中原料稳列为前提,做为玻璃生产的基础稳。
在近几年新上浮法生产线中,由于科学技术的发展,自动化程序和设备性能的进步,使混合料的控制水平已有了大幅度的提高。
在配合料制备过程中其称量系统和调合系统的关键部位多数引进了进口设备,装备水平有了大幅度的提高,对于减少成分波动提高混合料质量方面已有了相当大的改观。
但目前在原料生产工艺中,其质量控制和检测手段仍有不少的问题,离优质浮法玻璃的生产要求有一定的差距,常常造成玻璃生产的不稳定,导致出现气泡、夹杂物等玻璃的质量缺陷,同时也对熔化率和窑龄产生直接影响。
有些先进企业在制定原料标准方面,内容与国家标准相当,但指标略高于国家标准,有的还增加了国家标准没有的要求。
通过精确控制浮法玻璃原料及混合料的质量,努力创建自己的品牌产品,提高市场竞争力,最大限度的提高企业的经济效益。
2做好原料进厂的质量控制工艺部门加强对矿点的加工工艺指导和质量检查。
定期到矿点了解矿山变化情况,从源头上控制进厂原料质量。
认真对原料的成分、水分、粒度、成分均匀性、难熔重矿物的检验,严格按质量标准进行控制。
为了把好合格原料进厂关,浮法玻璃企业有的派人常驻矿山进行质量管理及把关。
多数只在厂内对进厂原料通过外观检查、化验分析进行质最把关。
但在检查把关时只对原料的成分、水分、粒度进行检验和对外观有无明显污染进行检查,各工厂对以上检验方法都比较熟悉和重视。
但一般对原料的成分均匀性、难熔重矿物的含量不进行检查与检验。
如果一批料出现成分不均匀,波动大,容易造成玻璃生产的不稳定。
玻璃原料中存在的对生产的影响因素管控探析玻璃原料质量的优劣直接关系到玻璃生产能否优质、高产、低耗。
本文介绍了原料的采购、管理、加工等工艺过程的微小疏忽都可能导致生产的重大波动,阐述了从多个环节对原料进行控制的重要性。
标签:玻璃原料;生产的影响因素玻璃原料是用于制造玻璃的基本物质。
根据各种原料在玻璃中所起的作用,可分为主要原料和辅助原料两类。
在熔制玻璃时,各种原料在高温条件下,经过极其复杂的物理变化、化学变化以及一系列的物理化学变化,除部分气体逸出外,其余绝大部分都被熔融成均质透明的玻璃液,再冷却到适宜成形的黏度范围,借助成形设备形成玻璃制品。
因此,只有原料成分稳定,配合料的组分均匀,玻璃的化学组成合理,再加上稳定的熔化和成形工艺制度,才能获得化学均匀和温度均匀的玻璃液,为玻璃的优质高产打下基础。
玻璃行业中有一句话:“制得优质的配合料等于完成玻璃生产任务的一半”,可见玻璃原料质量的重要性。
相反,对于原料的采购、管理、加工和配合等工艺过程的微小疏忽,都可能导致生产的重大波动,如原料成分波动、颗粒组成异常等造成玻浅议玻璃原料中存在的对生产的影响因素及管控璃质量缺陷,而且原料方面造成的影响在短期内是难以消除的。
1.玻璃原料的成分玻璃成分是指构成玻璃的各种氧化物及其配比。
它是决定玻璃的物理、化学性质的主要因素。
而玻璃的成分是各种原料的氧化物的总和。
高质量的玻璃,不仅要求原料的有效氧化物的含量高,氧化物含量的稳定性好,控制在工艺允许的范围内,有害杂质少,难熔重矿物的含量极少,有些原料虽然在有效氧化物的含量和波动方面都比较满意,但是含有过量的难熔矿物,这种原料也不能算是满意的,甚至不能用,因难熔重矿物在熔制玻璃过程中极难熔解,残留在成品玻璃中形成玻璃缺陷。
很多生产厂家出现过“原料重矿物超标导致玻璃缺陷”的现象。
例如2005年初公司A线玻璃板面出现大量杂物、气泡,技术部门对熔制车间、原料车间的各项工艺情况进行了全面细致的检查,均未发现异常,再追踪至所用的各种原料,最后通过多处取样分析,发现新换的白云石中的酸不溶矿物超标,含有难熔的重矿物。


玻璃配合料的制备是玻璃生产的第一道工序,生产出合格、优质、量足的配合料供应大窑,达到成分正确、均匀、生产连续稳定,保障整个玻璃生产能够实现优质高产。
在配合料制备过程中,有七八种原料进行称量、混合、输送和窑内投料,一旦出现差错,对玻璃生产的影响难以在短时间内进行清除,造成的损失会是难以估计的,所以说配合料的制备对玻璃生产线是非常重要的,玻璃生产稳定中原料是第一稳。
1配料系统玻璃配料是依据玻璃制品要求的性能和生产工艺技术特点,结合本厂原料的具体情况,制定合理的玻璃配方和配料方案,对各种原料按配方要求进行称量和混合的过程。
每种原料由各自的称量系统进行精确称量,然后通过皮带输送至混合机,混合后再由皮带、提升机等传输设备输送到窑头料仓。
配料系统由料仓系统、给料系统、称重系统、混合系统、输送系统和控制与通讯系统组成。
其中给料系统、称重系统和控制与通讯系统为关键的配料系统机构。
具体的配料系统工艺流程:目前玻璃企业设计的配料系统普遍是排库装置,每种原料有单独的称量系统,包括原料料仓、振打设备、(给)加料设备、电子秤(包括传感器、称斗)和排料设备,对于瓶罐玻璃配料系统中含有多种用料比较少的原料来说,则需要两种或以上料累计加入一个电子秤内进行称量。
运行时配料系统首先要逆流程设备启动,然后电子秤对各种原料按配方的数值设置进行加料称量,各称都称量好后,如果满足混合机开、空、卸料门关和集料皮带开的状态下,电子秤即进入排料周期,将称量好的各种原料按工艺设置的排料顺序卸到称斗下面的集料皮带上,通过皮带将料送入混合机。
各种原料进入混合机后按工艺设置的混合时间进行干混合,按工艺设置要求的加水量向混合机内加水进行湿混合,到达设定的混合时间后混合机开始开料门卸料,混合料全部卸完后通过皮带和提升机设备送入窑头料仓,同时混合料卸完料后经过一定的延时,电子秤开始下一个加料周期。
如果碎玻璃不参与混合机混合,在混合机下面皮带上还有一台碎玻璃称,将加料称量好的碎玻璃随混合机卸出的料一同排出来进入窑头料仓,这样就完成了一个料的配料周期。
玻璃的配料与溶制实验报告篇一:玻璃的设计与烧制实验报告——12材料B组第六小组华南师范大学实验报告学生姓名:李宝仪、李晓君学号:XX2400136、XX2400123 专业:材料化学年级、班级: XX 课程名称:无机非金属材料实验实验项目:玻璃的制备实验指导老师: 罗穗莲实验评分:一、实验目的:1、在实验室条件下进行玻璃成分的设计,原料的选择,配料的计算,配合料的制备,用小型坩埚进行玻璃的熔制,玻璃试样的成型。
2、了解熔制玻璃的设备爱及其测试仪器。
3、观察熔制温度,保温时间和助熔剂的含量对熔化过程的影响。
4、根据实验结果分析玻璃成分,熔制温度是否合理。
二、实验原理:玻璃的熔制,就是把合格的配合料加热熔化使之成为合乎成型要求的玻璃液,把配合料熔制成的玻璃液,把其中的不均质进一步改善成均质的玻璃液,并使之冷却到成型所需粘度,分为配合料的熔制阶段和玻璃液的精炼阶段。
三、实验药品与仪器实验药品:石英砂(SiO2)、碳酸钠(Na2CO3)、碳酸钾(K2CO3)、碳酸钙(Ca2CO3)、碱式碳酸钙、氧化铝、硫酸铜、镁盐(均为化学纯)仪器:高温电炉一台、高铝坩埚、研钵一个、料勺若干、百分之一天平、坩埚钳、石棉手套、浇注玻璃液样品的模具、退火用马沸炉四、实验步骤1、玻璃成分的设计确定玻璃的物理化学性质及工艺性质,依此选择所能形成玻璃的氧化物系统,确定决定玻璃只要性质的氧化物,然后确定各氧化物含量,首先确定玻璃成分。
23机械强度,因此加入3% Al2O33、CaO可以增加玻璃的化学稳定性和机械强度,含量一般不超过12.5%,能降低玻璃液粘度,加速玻璃的熔化和澄清,也是澄清剂的一种,因此加入8%。
实验现象:玻璃透明无气泡,呈浅蓝色。
表面具有光泽,平滑无凹凸面。
内部无气泡,有裂纹,透明度高。
结果分析:玻璃透明无气泡,说明均化澄清阶段效果好,气体率控制得当。
玻璃呈现蓝色,仅仅加入了0.2%的CuO,说明着色剂效果强,用量很少即可。
15玻璃原料配料控制之发展趋势程宗慧(洛阳玻璃股份有限公司洛阳市100738)摘要关键词中图分类号:TQ171文献标识码:A文章编号:1003-1987(2009)04-00-0介绍了玻璃生产中原料控制系统的发展过程及今后的发展方向。
玻璃原料配料控制系统158我公司在非洲中标了一条生产线。
从设计、安装、调试、生产全由我公司负责。
此生产线的原料系统由我公司与世界著名的原料系统设计制造商ZIPPE公司共同设计、调试。
我有幸参与了此条生产线原料系统的调试、生产过程。
此条配料系统的工艺、设备虽没有出现新的变化,但是其控制技术,特别是控制理念确实有其先进性,结合原料控制系统的发展,本人特写出来,与同行探讨,以期共同进步,不当之处望多多给予指正。
早期的玻璃厂采用的称量设备是机械台秤(磅秤),利用杠杆原理进行称量,控制部分采用继电器进行控制。
它具有结构简单、操作方便、价格低、易更换等优点。
但是它的缺点也是明显的,主要表现在以下几个方面:(1)称量精度低,无法满足高质量玻璃生产的要求。
(2)需要人工操作,劳动强度大。
(3)载荷范围小。
(4)易损件多,维修量大。
(5)称量结果不能自动记录,可靠性不高。
目前国内多数玻璃工厂使用的配料控制系统是2O世纪8O年代开发的,主要由计算机、配料控制器、PLC、给料控制装置等组成。
配料控制器控制每台秤的补料、排料,PLC控制配料时序,计算机对整个配料过程进行监控和管理。
这种系统的配料控制器、PLC、计算机之间存在大量的数据交换。
1早期原料系统的简介2传统原料控制系统传统配料控制系统主要存在以下不足:1)系统硬件线路复杂传统配料控制系统中配料控制器与PLC、配料控制器与给料控制装置、PLC与给料控制装置之间有大量的I/O接口,每台秤的配料控制器与计算机都有通讯网线。
这样的系统结构决定了其硬件线路的较为复杂性。
(2)计算机与配料控制器的通讯可靠性差由于计算机没有专用的与配料控制器通讯的软件,计算机与配料控制器的通讯软件是各配料系统供应商自己用“VB”或“VC”等语言编程进行通讯的,考虑难免不周,控制过程会出现通讯不畅、实时采用数据不正确等问题。
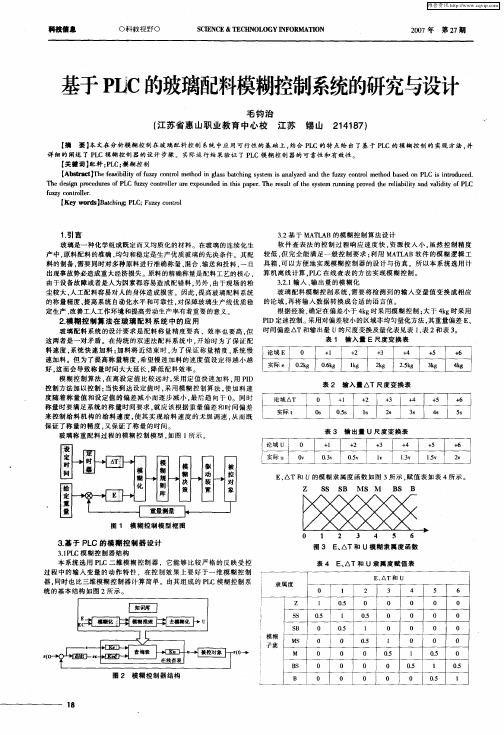
智能化控制在玻璃配料系统的应用针对玻璃高耗能行业,受参数变化和外部干扰严重,提出了在自动配料系统中智能控制来降低能耗。
将智能控制成功应用在玻璃自动配料系统中,采用S7-300及ET200相结合作为整个配料系统的控制、数据的运算、存储与管理,实现集中监视、分散控制。
结果表明:系统稳定,控制效果良好,能耗降低。
标签:低能耗;智能化能效控制;集中监视0 引言一般情况下,一套玻璃配料控制系统主要由上料系统、称量系统、混合输送系统和中央控制系统组成。
通过中央控制系统将各个子系统进行综合智能控制来达到节能降耗的目的。
1 上料系统上料由接料斗、给料机、斗提机等设备构成;除碎玻璃、石英砂外的所有化工原料采用电动葫芦单轨行车人工上料。
电磁振动给料机用于把颗粒状或粉末状物料从贮仓或漏斗中均匀、连续、定量地给到带式输送机、斗提机等设备中。
尤其在自动配料、自动控制等方面,实现生产流程自动化控制和集中控制。
在给料时物料运行按抛物线轨迹前进,对给料槽体磨损小。
该振动给料机结构合理紧凑、重量轻、整体重心偏移较小,安装维修都很方便。
2 称量系统为了保证称量速度和称量精度,采用电子秤实时称量系统,所有加料机均实现快、慢两级加料速度。
称量时先采用快加方式,当称量值接近设定值时,则采用慢加方式,直到达到设定值停止加料。
称量系统是玻璃配料系统中最关键部分,尤其是一些粉料用量比较小,称量精度要求高。
如果采用传统的称量方法,很有可能因称量不准确影响整个配料精度。
本系统采用微小量程自动称量装置,为少量散状物料提供一种将加料、称量、排料自动一体化的称量装置。
该装置称量时称量部分与其它部分分离,每次称量后称量器被排空,不仅提高了称量精度,同时节约成本,提高时效。
3 混合输送系统粉料经称量系统称好后放入混料机进行加水(或汽)与定时混合,混合完毕后打开混料机的放料闸板,将混合料放入过渡仓。
过渡仓中的粉料与称好的碎玻璃渣同时均匀放入配合料斗提机,将料送入窑头料仓。
玻璃原料及配合料的控制探讨作者:欧阳象平来源:《中国科技博览》2018年第04期[摘要]玻璃在生产的过程中,常受到原料和工艺的影响,降低了玻璃的生产品质,导致玻璃出现气泡等缺陷。
在玻璃的生产过程中,可以通过对原料以及配合料进行合理的控制,提高其生产品质,减少微气泡问题的出现。
在下文当中,笔者将对玻璃原料及配合料的控制方法进行讨论分析,提出具体的控制策略,提升玻璃制品的生产品质和质量。
[关键词]玻璃;制作工艺;原料控制;配合料控制中图分类号:S584 文献标识码:A 文章编号:1009-914X(2018)04-0173-01目前,各行各业都逐步的向集约化、节能化方向转型,玻璃制造行业也必须逐步向这一方向发展才能维持行业的持续化发展。
在玻璃制作工艺中,通过合理控制原料与配合料,不仅有利于提升玻璃的品质,还能减少材料消耗,避免出现大量的残次品,达到了一定的节能目的。
目前,一些先进的原料选用和控制技术已经得到了广泛的应用,并取得了良好的节能成果。
在原料与配合料控制方面,还有很大的开发空间。
一、原料与配合料控制分析(一)原料与配合料的粒度控制(1)在玻璃的制作过程中,二氧化硅的熔化时间决定了配合料的熔化时间。
硅砂粒径相差一倍,熔化时间相差三倍,硅砂的粒径越小,熔化时间就越短。
因此,应当尽量选择小粒径的硅砂作为原料。
一般来讲,目前业内使用频率较高的是粒径在0.5mm-0.125mm之间的硅砂,极少部分企业会选择使用0.6mm-0.5mm粒径的硅砂。
(2)众所周知硅砂料中含有大量的R2O,因此粒径比较均匀,表面积小,所以熔化时间相对砂岩料而言更短。
因此,在选料时,应尽量将硅砂作为原料的第一选择。
而对于没有条件的企业来说,可以使用硅砂+砂岩的混合料,这样既满足了低成本的要求,又不至于过分影响玻璃的制作品质,提升了熔化效果。
(二)配合料水分的控制分析配合料混合效果好,初熔能力强,对于提升玻璃制品的制作质量,加快制作流程和降低生产成本非常有益。