重复性与再现性案例
- 格式:xls
- 大小:92.00 KB
- 文档页数:6
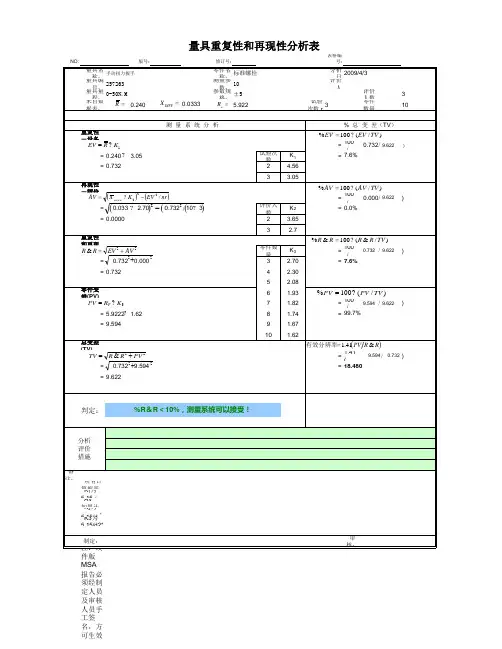
量具重复性与再现性分析:GR&R 是用来检定检测产品的人员是否具备识别产品特性的能力,正常的产品是否会误判,不正常的产品是否会漏判,也就是检定“检测系统是否正常”的一个工具。
GR&R是研究重复性和再现性的,是计量型分析。
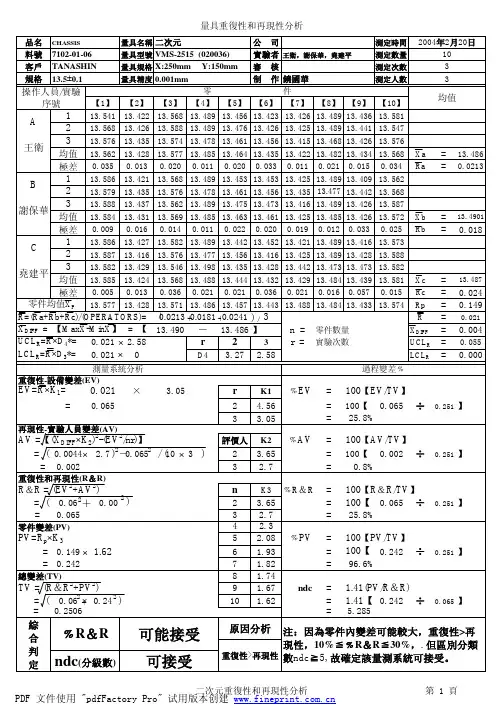
1.简称:重复性(EV)(equipment variance)设备偏差、(再现性AV)(appriser variance)人員偏差、产品偏差(PV)(products variance),2.重复性(Repeatability):重复性是用本方法在正常和正确操作情况下,由同一操作人员,在同一实验室内,使用同一仪器,并在短期内,对相同试样所作多个单次测试结果,在95%概率水平两个独立测试结果的最大差值。
在中国仪器中当测量条件是在以下4个状况下实验时,相同的待测量的测量结果有一致性的称为重复性,4个条件如下:a、相同的测量环境b、相同的测量仪器及在相同的条件下使用c、相同的位置d、在短时间内的重复3.再现性(Reproducibility)是指两个不同的实验室对同一物料进行测定两个分析结果接近的程度.再现性的值总是大于或等于重复性,因为再现性的测量结果把重复性引起的偏差考虑进去了。
在很多实际工作中,最重要的再现性指由不同操作者、采用相同的方法、仪器,在相同的环境条件下,检测同一被测物的重复检测结果之间的一致性,即检测条件的改变只限于操作者的改变。
也就是说别人用你说的方法和仪器也能做出同样的结果来,这就是试验的再现性。
当然,这样的试验就叫做再现性实验。
4.测量结果的重复性:是指“在相同测量条件下,对同一被测量进行连续多次测量所得结果之间的一致性”。
上述定义中的“一致性”是定量的,可以用重复性条件下对同一量进行多次测量所得结果的分散性来表示。
而表示测量结果分散性的量,最为常用的是实验标准。
重复性条件。
质言之,就是在尽量相同的条件下,包括程序、人员、仪器、环境等,以及尽量短的时间间隔内完成重复测量任务。
一个正确的GRR(重复性和再现性)步骤:1、确定要分析的测量系统。
这个步骤需要建立测量系统分析计划,必须参照控制计划编制。
控制计划中提及的测量系统按TS16949技术规范7.6.1的要求必须进行测量系统分析。
现在的一般情况下是对控制计划中进行产品特性检测的测量系统进行分析,过程特性的没有太多的关注。
测量系统分析的方法有很多,这里单讲GRR。
2、GRR分析人员按计划确定被分析人员(本案例按照3个人),被分析人员应该是日常测量系统中的人员;3、选取样本(本案例按10个样本)。
10个样本的选择应该覆盖预期的制造过程变差。
注意:这10个样品不是随便取的,更不是找10个特别好的(合格的)产品,10个产品最好能够包括超出上下规格限的不合格品,如果短期内无法找到不合格品,应尽可能取不同尺寸的产品。
也就是说,10个产品是由分析人员提前“选”出来的,而不是随便的抽取。
一个好的测量系统,不光能够识别“合格”的产品,也应该能够识别“不合格”的产品;4、将10个零件进行编号,确定每个被分析人员测量的次数,本案例按3次;5、选择日常使用的量具,如卡尺。
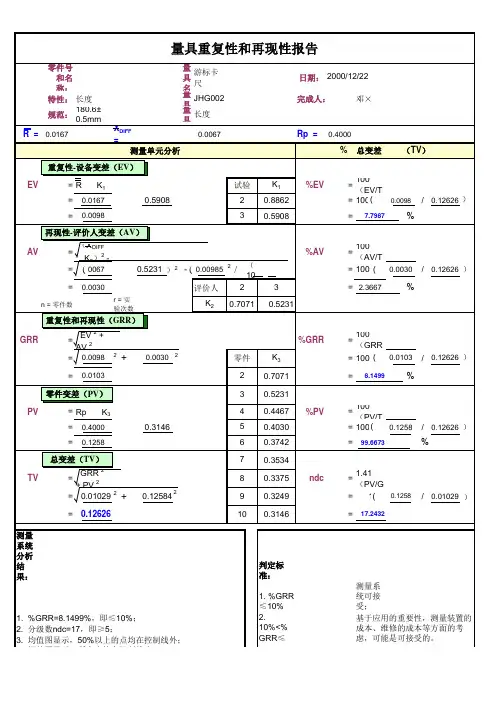
注意:如果是普通的卡尺(精度0.02的),是读不出XX.01或XX.03的,很多企业的GRR报告中居然能写出类似的数字,是多么的可笑呀;6、测量人员(被分析人员)、10个样品、量具已经备妥,按以下规则进行检测,分析人员负责记录并观察3人的检测(如手法等);6.1、A检测员先检测1-10个产品,10个产品的检测无具体顺序,随意选择,检测人员不应知道产品的编号,此为盲测;6.2、B和C依次检测,第一次检测完毕;6.3、重复以上6.1和6.2完成第二和第三次检测;6.4、数据录入以下的Excel表中;7、结果分析:GRR%小于等于10%且NDC大于等于5时为可接受;GRR%大于10%且小于等于30%、NDC大于等于4时为可能可以接受,如果定义为接受,请确定接受的条件;GRR%大于30%且NDC小于4时为不可接受,测量系统需要改善;8、如果结果不可接受,分析EV%和AV%,找出原因进行改善,再返回到第二步重新进行分析;9、均值极差控制图的判断:均值图应该至少50%以上的点在控制限外,极差图应正常;10、按客户要求提交GRR结果并存档。
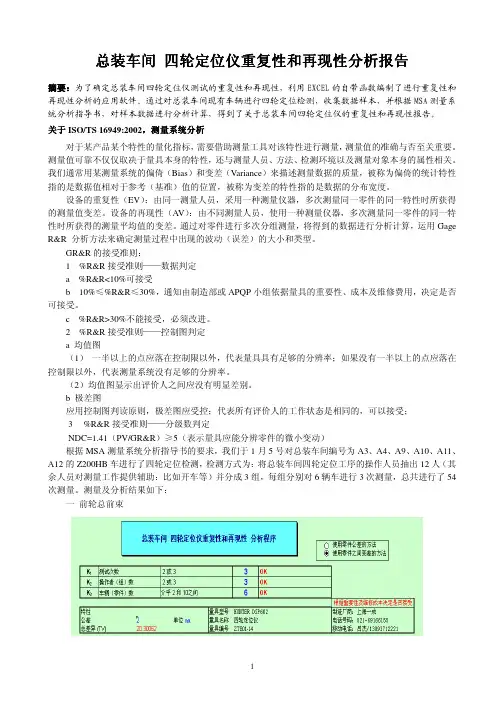
总装车间 四轮定位仪重复性和再现性四轮定位仪重复性和再现性分析分析分析报告报告摘要:为了确定总装车间四轮定位仪测试的重复性和再现性,利用EXCEL 的自带函数编制了进行重复性和再现性分析的应用软件。
通过对总装车间现有车辆进行四轮定位检测,收集数据样本,并根据MSA 测量系统分析指导书,对样本数据进行分析计算,得到了关于总装车间四轮定位仪的重复性和再现性报告。
关于ISO/TS 16949:2002,测量系统分析对于某产品某个特性的量化指标,需要借助测量工具对该特性进行测量,测量值的准确与否至关重要。
测量值可靠不仅仅取决于量具本身的特性,还与测量人员、方法、检测环境以及测量对象本身的属性相关。
我们通常用某测量系统的偏倚(Bias )和变差(Variance )来描述测量数据的质量,被称为偏倚的统计特性指的是数据值相对于参考(基准)值的位置,被称为变差的特性指的是数据的分布宽度。
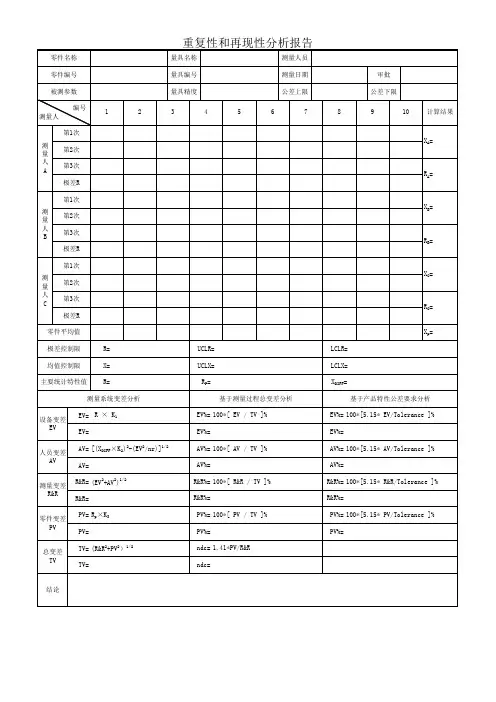
设备的重复性(EV ):由同一测量人员,采用一种测量仪器,多次测量同一零件的同一特性时所获得的测量值变差。
设备的再现性(A V ):由不同测量人员,使用一种测量仪器,多次测量同一零件的同一特性时所获得的测量平均值的变差。
通过对零件进行多次分组测量,将得到的数据进行分析计算,运用Gage R&R 分析方法来确定测量过程中出现的波动(误差)的大小和类型。
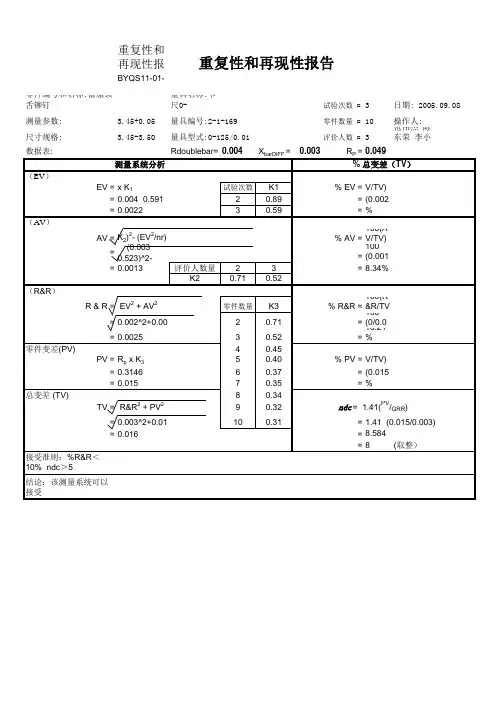
GR&R 的接受准则:1 %R&R 接受准则——数据判定a %R&R<10%可接受b 10%≤%R&R ≤30%,通知由制造部或APQP 小组依据量具的重要性、成本及维修费用,决定是否可接受。
c %R&R>30%不能接受,必须改进。
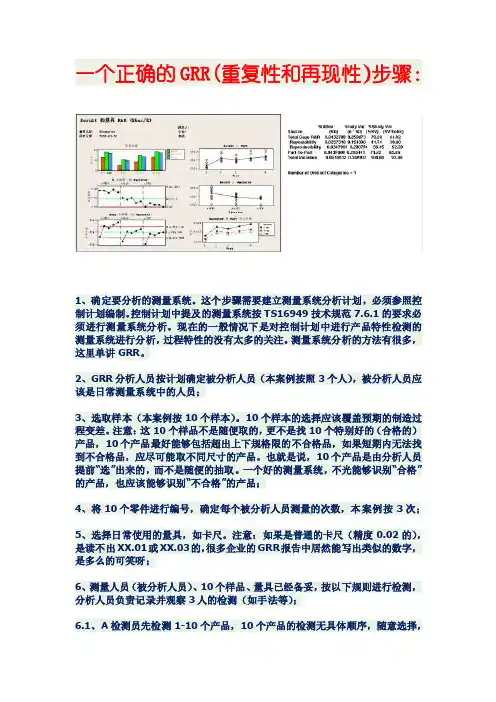
2 %R&R 接受准则——控制图判定a 均值图(1) 一半以上的点应落在控制限以外,代表量具具有足够的分辨率;如果没有一半以上的点应落在控制限以外,代表测量系统没有足够的分辨率。
(2)均值图显示出评价人之间应没有明显差别。
GR&Rgaugerepetition&reappearance量具重复性与再现性分析R&R是推进6 SIGMA及QS 9000中常用的评价测定系统再现性及再生性的工具,被广泛应用于尺寸测定的工具上,根据本人的经验,其一般不用于电子测量仪器上,特别是数显的仪器.同时在应用GR&R方法时,很关键的是安排测量人员,测量样本及收集数据,这些步骤将影响评价的结果.备注: MSA 和GR&R是两个概念,MSA是测定系统分析的全称,其包含5种评价方法,通常称5-STUDY,即: BIAS, STABILITY, REPEATABILITY, REPRODUCIBILITY, LINEARITY.1. 测量系统分析(MSA) :Measurement Systems Analysis量具可重复性与可再现性分析(GR&R) :Gauge Repeatability and Reproducibility2. 测量系统:零件+ 评价人+ 测量工具3. 通常用以下程序来评价测量系统:3.1、偏倚:测量结果的观测平均值与基准值的差值。
偏倚常被称为“准确度”。
基准值:也称为可接受的基准值或标准值,是充当测量值的一个一致认可的基准,一个基准值可以通过采用更高级别的测量设备进行多次测量,取其平均值来确定。
3.2、重复性:由一个评价人,采用同一种测量仪器,多次测量同一零件的同一特性时获得的测试值变差。
3.3、再生性:由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。
3.4、稳定性:是测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。
3.5、线性:在量具预期的工作量程内,偏倚值的差值。
4. 总体说来,以上这些程序有时被称为“量具R&R ”程序,这是因为它们常常只是用来评价再现性和重复性这两项统计特性。
5.1、重复性:测量过程的重复性意味著测量系统自身的变异是一致的。