安川机器人操作及简单故障处理
- 格式:doc
- 大小:54.50 KB
- 文档页数:11

ABS 原点超出允许范围时异常处理异常内容机器人动作中因为停电,电源OFF之前和电源ON之后机器人的坐标在允许范围以上。
(详细内容请参考YASNAC XRC使用说明书的3.2“第2原点的设定”)通过位置确认操作,如机器人现在位置数据没有异常就可以对错误清除。
位置确认操作顺序1.在触摸屏上将设备的工作状态切换到手动工作模式MAIN 画面中选择MANUAL2.将机器人切换到教示模式MAIN 画面的ROBOT 选择中选择TEACH,机器人控制手柄上选择3.机器人SERVO On操作机器人控制手柄将报警清除在触摸屏中将报警清除按下机器人电工箱上SERVO ON REDAY(绿色按钮)按钮,确认按钮指示灯处于闪动状态4.机器人控制手柄的主页面中选择ROBOT ->SECOND HOME POS按移动光标,进行选择确认机器人操作手柄显示中有第2原点(SPECIFIED )的PULSE和现在位置(CURRENT )的PULSE,及其偏差值(DIFFERENCE )5.操作机器人到第2原点处第2原点设定在LOADER取片待机的位置。
通过机器人控制手柄操作机器人到LOADER取片待机的位置。
在机器人控制手柄中确认现在为止和第2原点位置PULSE相一致,(SECOND HOME POS 中DIFFERENCE 各数值接近于0)6.进行位置确认操作进入机器人控制手柄的SECOND HOME POS后,按移动机器人至LOADER待机位置。
确项目中的各个轴的数值为0 PULSE。
按 并移动光标至DATA菜单选项,选择位置确认。
7.切换机器人运行模式为REMOTE在机器人控制手柄上按取消的TEACH模式,并使该指示灯OFF。
在触摸屏中切换机器人的工作模式为REMOT模式。
SELECTFWD TEACH TEACH。

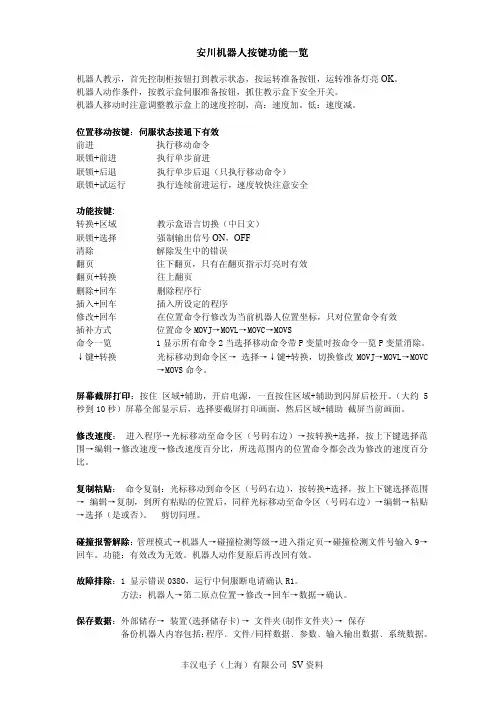
丰汉电子(上海)有限公司 SV 资料 安川机器人按键功能一览机器人教示,首先控制柜按钮打到教示状态,按运转准备按钮,运转准备灯亮OK 。
机器人动作条件,按教示盒伺服准备按钮,抓住教示盒下安全开关。
机器人移动时注意调整教示盒上的速度控制,高:速度加。
低:速度减。
位置移动位置移动按键按键按键:伺服状态接通下有效伺服状态接通下有效前进 执行移动命令联锁+前进 执行单步前进联锁+后退 执行单步后退(只执行移动命令)联锁+试运行 执行连续前进运行,速度较快注意安全功能按键:转换+区域 教示盒语言切换(中日文)联锁+选择 强制输出信号ON ,OFF清除 解除发生中的错误翻页 往下翻页,只有在翻页指示灯亮时有效翻页+转换 往上翻页删除+回车 删除程序行插入+回车 插入所设定的程序修改+回车 在位置命令行修改为当前机器人位置坐标,只对位置命令有效 插补方式 位置命令MOVJ→MOVL→MOVC→MOVS命令一览 1显示所有命令2当选择移动命令带P 变量时按命令一览P 变量消除。
↓键+转换 光标移动到命令区→ 选择→↓键+转换,切换修改MOVJ→MOVL→MOVC→MOVS 命令。
屏幕截屏打印屏幕截屏打印:按住 区域+辅助,开启电源,一直按住区域+辅助到闪屏后松开。
(大约5秒到10秒)屏幕全部显示后,选择要截屏打印画面,然后区域+辅助 截屏当前画面。
修改速度修改速度: 进入程序→光标移动至命令区(号码右边)→按转换+选择,按上下键选择范围→编辑→修改速度→修改速度百分比,所选范围内的位置命令都会改为修改的速度百分比。
复制复制粘贴粘贴粘贴: 命令复制:光标移动到命令区(号码右边),按转换+选择,按上下键选择范围→ 编辑→复制,到所有粘贴的位置后,同样光标移动至命令区(号码右边)→编辑→粘贴→选择(是或否)。
剪切同理。
碰撞报警解除碰撞报警解除:管理模式→机器人→碰撞检测等级→进入指定页→碰撞检测文件号输入9→回车。

安川机器人按键功能一览安川机器人的按键功能那可真是五花八门,就像一个神秘的宝藏盒子,等待着我们去一一开启。
先来说说那个显眼的“启动”按键,它就像一个冲锋的号角。
我记得有一次在工厂车间里,操作师傅轻轻按下这个启动键,机器人瞬间就像被赋予了生命一样,手臂灵活地摆动起来,准确无误地抓取零件,那动作流畅得让人惊叹。
师傅跟我说,这个启动键可不能随便乱按,得在一切准备就绪,程序设定无误的情况下才能按下,不然机器人可能会“闹脾气”,导致生产出现问题。
再看看“停止”按键,它就像一个紧急刹车,能在关键时刻让机器人乖乖停下。
有一回,在运行过程中突然发现零件的位置有点偏差,师傅眼疾手快地按下停止键,避免了一场可能的失误。
这时候的停止键,简直就是救场的英雄。
还有“复位”按键,它就像是机器人的“记忆清除器”。
有一次机器人的动作出现了一点小错乱,师傅按下复位键,机器人就像是重新找回了自我,回到最初的状态,重新开始工作。
“手动操作”按键则给了我们更多的掌控权。
有一回我亲自体验了一下,通过这个按键小心翼翼地控制着机器人的动作,那种感觉就像是在指挥一个听话的超级大力士,每一个细微的动作都能由我来决定,不过这可得小心操作,不然一个不小心可能就会弄出乱子。
“速度调节”按键也很重要,它能让机器人的动作快慢随心。
记得有个紧急订单,需要机器人加快速度干活,师傅就通过这个按键把速度调上去,机器人就像开足了马力的跑车,高效地完成了任务。
“模式选择”按键就像是机器人的多面性格切换开关。
不同的模式对应着不同的工作场景和任务需求,选择对了模式,机器人就能发挥出最大的效能。
总之,安川机器人的这些按键功能各有各的用处,它们相互配合,让机器人能够高效、精准地完成各种复杂的任务。
就像一个精密的乐团,每个按键都是一个独特的音符,共同奏响了高效生产的乐章。
安川机器人操作及简单故障处理集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-安川机器人操作及简单故障处理一.机器人简介1、硬件构成:我公司二期所用的日本安川公司机器人共有15台,全部为MOTOMAN系列产品,共有SK120,SK6,SV3及UP6四种型号。
四种型号的机器人都是由机器人本体,控制柜两部分构成。
机器人本体上装有伺服马达,传动机构及减速机构等机械装置。
这几种型号的机器人都是有六个轴关节,由六台伺服马达和六套传动机构组成。
六个轴的名称分别为S、L、U、R、B、T轴,其中S轴控制整个本体的来回旋转、L轴控制机器人下臂的前后摆动、U轴控制机器人上臂上下摆动、R轴控制上臂的来回旋转、B轴控制机器人手腕的上下摆动、T轴控制手腕的来回旋转。
六个马达共同运动可以使机器人运行到其工作范围内的任意的一个空间位置。
控制柜内装有全部控制装置、再现操作盒及示教盘。
控制装置包括主计算机(CPU单元),伺服马达驱动器,各种外部信号输入输出板,电源装置等。
此系列机器人电源的额定输入为AC220V50/60HZ三相电源,在国内使用时必须配备电源变压器。
再现操作盒上装有各种操作按纽、指示灯及通讯口等装置。
示教盘上有液晶显示器和各种操作按纽,主要用于编写程序、操作机器人及观察其工作状况等。
2、机器人工作方式:机器人的工作方式为示教再现型,即由操作者操作机器人完成一遍所有的预定动作,机器人记录下所走过各个位置点的坐标随后自动运行中按照示教的位置、速度完成所有动作。
机器人运动时的坐标系统有五个分别为:关节坐标系、直角坐标系、圆柱坐标系、工具坐标系和用户坐标系。
机器人在关节坐标系中运动方式为各轴单独运动互不影响;在直角坐标系中机器人以本体轴的X、Y、Z三个方向平行移动;在圆柱坐标系中机器人以本体轴Z轴为中心回旋、直角或平行移动;在工具坐标系中机器人以工具尖端点的X、Y、Z轴平行移动;在用户坐标系中由用户在机器人工作的范围之内任意设定不同角度的X、Y、Z 轴,机器人可延所设的各轴平行移动。
安川机器人操作及简单故障处理一.机器人简介1、硬件构成:我公司二期所用的日本安川公司机器人共有15 台,全部为MOTOMAN系列产品,共有SK120,SK6,SV3及UP6四种型号。
四种型号的机器人都是由机器人本体,控制柜两部分构成。
机器人本体上装有伺服马达,传动机构及减速机构等机械装置。
这几种型号的机器人都是有六个轴关节,由六台伺服马达和六套传动机构组成。
六个轴的名称分别为S、L、U、R、B、T轴,其中S轴控制整个本体的来回旋转、L轴控制机器人下臂的前后摆动、U轴控制机器人上臂上下摆动、R轴控制上臂的来回旋转、B轴控制机器人手腕的上下摆动、T轴控制手腕的来回旋转。
六个马达共同运动可以使机器人运行到其工作范围内的任意的一个空间位置。
控制柜内装有全部控制装置、再现操作盒及示教盘。
控制装置包括主计算机(CPU单元),伺服马达驱动器,各种外部信号输入输出板,电源装置等。
此系列机器人电源的额定输入为AC220V 50/60HZ三相电源,在国内使用时必须配备电源变压器。
再现操作盒上装有各种操作按纽、指示灯及通讯口等装置。
示教盘上有液晶显示器和各种操作按纽,主要用于编写程序、操作机器人及观察其工作状况等。
2、机器人工作方式:机器人的工作方式为示教再现型,即由操作者操作机器人完成一遍所有的预定动作,机器人记录下所走过各个位置点的坐标随后自动运行中按照示教的位置、速度完成所有动作。
机器人运动时的坐标系统有五个分别为:关节坐标系、直角坐标系、圆柱坐标系、工具坐标系和用户坐标系。
机器人在关节坐标系中运动方式为各轴单独运动互不影响;在直角坐标系中机器人以本体轴的X、Y、Z三个方向平行移动;在圆柱坐标系中机器人以本体轴Z轴为中心回旋、直角或平行移动;在工具坐标系中机器人以工具尖端点的X、Y、Z 轴平行移动;在用户坐标系中由用户在机器人工作的范围之内任意设定不同角度的X、Y、Z轴,机器人可延所设的各轴平行移动。
二.机器人的操作和程序的编写1、再现操作盒操作键说明:见P2-32、示教盘操作键说明:见P2-63、程序结构说明:机器人的程序语言为安川公司自己开发的专用语言(INFORM II),其指令主要分为移动指令、输入输出指令、控制指令和平移指令、运算指令等。
安川操作手册简易操作手册1.引言1.1 目的1.2 受众1.3 范围2.安全注意事项2.1 安全警示标志2.2 健康和安全要求2.3 风险评估2.4 安全设备2.5 停机程序2.6 紧急停机3.介绍3.1 型号和规格3.2 功能和特点3.3 配置和组件4.准备工作4.1 安装要求4.2 电源和电气连接 4.3 网络连接4.4 硬件和软件要求4.5 备份和恢复5.设置5.1 初始化过程5.2 软件安装5.3 系统设置5.4 校准和校验6.操作指南6.1 控制界面6.2 操作基础6.3 运动和路径规划 6.4 程序编写6.5 监控和调试7.维护和保养7.1 保养计划7.2 清洁和润滑7.3 维修故障排除7.4 部件更换和升级8.支持和资源8.1 常见问题解答8.2 技术支持8.3 在线资源8.4 联系信息9.附件9.1 附件一:安川规格表9.2 附件二:安装示意图9.3 附件三:示例程序代码法律名词及注释:- 安全警示标志:指示潜在的危险情况或特殊注意事项的标志。
- 风险评估:对潜在风险进行评估和分析的过程,以确定适当的控制措施。
- 紧急停机:紧急情况下迅速停止运行的程序。
- 软件安装:将操作系统和相关软件安装到控制系统的过程。
- 备份和恢复:对数据进行定期备份,并在需要时进行恢复的过程。
本文档涉及附件:1.安川规格表:提供了的型号、规格和性能参数的详细信息。
2.安装示意图:图示的安装方式、位置和相关的连接示意图。
3.示例程序代码:提供了编写程序的示例代码,供参考和学习。
EA2024N机器人使用说明书安川EA2024N机器人使用说明书安川一、产品概述EA2024N机器人是安川(Yaskawa)公司推出的一款四轴工业机器人,具有高精度、高速度、高可靠性等特点。
该机器人广泛应用于装配、搬运、焊接、喷涂等工业自动化领域。
本文将详细介绍EA2024N机器人的安装、配置、操作、故障排除及注意事项。
二、安装与配置1、电气接线按照机器人底座上的电气接线图进行正确的电气连接。
确保电源线、控制线、I/O线等连接正确,以免出现短路、断路等问题。
2、控制系统连接将机器人控制系统与PC或PLC等设备进行连接,确保通信正常。
使用合适的通信线缆连接控制系统的串口和PC/PLC的串口。
3、机器人参数设置在机器人控制系统上设置必要的参数,例如机器人坐标系、工具坐标系、重力补偿等。
这些参数对于机器人的正常运行至关重要,请根据实际需求进行设置。
三、操作指南1、编程软件安装下载并安装适合EA2024N机器人的编程软件,例如安川MOTION-SUITE。
安装过程中,请遵循软件厂商提供的安装指南。
2、机器人启动与停止在操作机器人之前,请确保所有安全措施已经到位,例如将紧急停止开关设置在易于触及的位置。
启动机器人时,请按照编程软件的操作指南进行操作。
同样,在需要停止机器人时,请遵循正确的操作流程。
3、参数设置与编程使用编程软件对机器人进行编程和参数设置。
根据实际生产需求,编写适合EA2024N机器人的程序,并进行调试和优化。
四、故障排除1、故障诊断当机器人出现故障时,首先检查机器人显示屏上的错误信息。
根据错误代码和提示信息,查找故障原因。
2、故障排除步骤根据故障原因,采取相应的排除步骤。
例如,重新连接电气线路、调整参数、重启控制系统等。
如果问题仍然存在,建议联系专业技术人员进行检修。
五、注意事项1、安全操作操作机器人时,务必遵守安全操作规程。
确保机器人运行区域内的安全防护措施完备,例如防护栏、安全警示标识等。
安川操作简要安川操作简要1.介绍1.1 本文档旨在提供安川的操作细节和指导。
1.2 安川是一种先进的工业,广泛应用于自动化生产线。
2.安全操作2.1 安川在操作前,必须进行必要的安全检查,并确保人员远离作业区域。
2.2 在操作过程中,操作人员应穿着适当的防护装备,如安全帽和安全鞋等。
2.3 当有人接近操作区域时,安川应停止运行,以保障工作人员的安全。
3.操作3.1 启动前,操作人员应熟悉的控制面板和操作界面。
3.2 使用控制面板输入正确的指令,以启动的运行。
3.3 在操作过程中,操作人员应监控的运行状态,并及时处理异常情况。
4.程序设置4.1 在操作之前,操作人员应预先设置的工作程序。
4.2 使用安川的编程语言,编写适合的程序来完成所需的任务。
4.3 确保程序的正确性和稳定性,避免发生错误和停机的情况。
5.故障排除5.1 在操作过程中,如遇到故障或异常情况,操作人员应首先停止的运行。
5.2 根据故障信息进行排查,采取相应的措施来修复故障。
5.3 如无法解决故障,应及时联系安川的维修人员进行处理。
6.维护保养6.1 周期性的对安川进行维护保养是必要的,以确保其正常运行。
6.2 清洁外壳,清除积尘和杂物,并定期润滑关键部件。
6.3 定期检查的传感器和电缆,确保其正常工作。
附件:本文档涉及附件.1.安川操作手册;2.安川维修指南。
法律名词及注释:1.著作权:著作权是指对以文字、音乐、艺术、建筑等形式创作的作品所享有的权利。
2.专利:专利是指由授予的对某种新发明、新技术或新设计的独占权。
3.商标:商标是指用于商品或服务上的标识,用于区分同类商品或服务的来源。
4.法律责任:法律责任是指在法律规定下,对违反法律规定所承担的法律后果。
安川机器人操作及简单故障处理一.机器人简介1、硬件构成:我公司二期所用的日本安川公司机器人共有15 台,全部为MOTOMAN系列产品,共有SK120,SK6,SV3及UP6四种型号。
四种型号的机器人都是由机器人本体,控制柜两部分构成。
机器人本体上装有伺服马达,传动机构及减速机构等机械装置。
这几种型号的机器人都是有六个轴关节,由六台伺服马达和六套传动机构组成。
六个轴的名称分别为S、L、U、R、B、T轴,其中S轴控制整个本体的来回旋转、L轴控制机器人下臂的前后摆动、U轴控制机器人上臂上下摆动、R轴控制上臂的来回旋转、B轴控制机器人手腕的上下摆动、T轴控制手腕的来回旋转。
六个马达共同运动可以使机器人运行到其工作范围内的任意的一个空间位置。
控制柜内装有全部控制装置、再现操作盒及示教盘。
控制装置包括主计算机(CPU单元),伺服马达驱动器,各种外部信号输入输出板,电源装置等。
此系列机器人电源的额定输入为AC220V 50/60HZ三相电源,在国内使用时必须配备电源变压器。
再现操作盒上装有各种操作按纽、指示灯及通讯口等装置。
示教盘上有液晶显示器和各种操作按纽,主要用于编写程序、操作机器人及观察其工作状况等。
2、机器人工作方式:机器人的工作方式为示教再现型,即由操作者操作机器人完成一遍所有的预定动作,机器人记录下所走过各个位置点的坐标随后自动运行中按照示教的位置、速度完成所有动作。
机器人运动时的坐标系统有五个分别为:关节坐标系、直角坐标系、圆柱坐标系、工具坐标系和用户坐标系。
机器人在关节坐标系中运动方式为各轴单独运动互不影响;在直角坐标系中机器人以本体轴的X、Y、Z三个方向平行移动;在圆柱坐标系中机器人以本体轴Z轴为中心回旋、直角或平行移动;在工具坐标系中机器人以工具尖端点的X、Y、Z 轴平行移动;在用户坐标系中由用户在机器人工作的范围之内任意设定不同角度的X、Y、Z轴,机器人可延所设的各轴平行移动。
二.机器人的操作和程序的编写1、再现操作盒操作键说明:见P2-32、示教盘操作键说明:见P2-63、程序结构说明:机器人的程序语言为安川公司自己开发的专用语言(INFORM II),其指令主要分为移动指令、输入输出指令、控制指令和平移指令、运算指令等。
(二)输出输入信号指令
马达交换接头测试异常状况,不用拆卸马达即可判别是何原件损坏。
如上页马达线(马达规格要一样)接头交换后如果异常状况随之变换即说明马达或减速机损坏。
如上页马达线(马达规格要一样)接头交换后如果异常状况随不变换即说明线或控制板(AMP)。
在做判断最主要的是要先将问题局部化再以小范围去判断这样可以省下很多时间,譬如下面也是一個好方法。
这样便可测出是ROBOT出现故障还是CPU出现故障,不过此两台机器人需要是同系统同版本同系列型式的机器人。
安川按键功能一览安川按键功能一览1. 项目概述本文档旨在提供关于安川的按键功能的详细信息,以便用户了解如何操作及最大程度地利用的功能。
2. 基本操作按键2.1 电源开关的电源开关位于的侧面,通过按下或者拨动电源开关来打开或者关闭的电源。
2.2 启动和住手按键的启动按键位于控制面板上,通过按下启动按键来启动。
同样,住手按键位于控制面板上,通过按下住手按键来住手的运行。
2.3 紧急住手按钮紧急住手按钮位于控制面板上,通过按下紧急住手按钮可以即将住手的所有动作。
该按钮通常为红色,以便于用户在紧急情况下迅速找到并按下。
3. 控制杆的按键功能3.1 手臂运动控制杆手臂运动控制杆可用来控制手臂的运动。
向前或者向后推动手臂运动控制杆可使手臂向前或者向后运动,向左或者向右倾斜手臂运动控制杆可使手臂向左或者向右运动。
3.2 夹爪开闭按键夹爪开闭按键位于控制杆上,通过按下夹爪开闭按键可使的夹爪进行开合动作。
通常,按下该按键一次夹爪闭合,再按一次则夹爪打开。
4. 触屏功能按键4.1 菜单按键菜单按键位于触屏上方,通过菜单按键可进入控制界面的菜单选项。
4.2 设置按键设置按键位于触屏上方,通过设置按键可进入的设置界面,用户可以在该界面中进行各种配置和参数的修改。
4.3 保存按键保存按键位于触屏下方,通过保存按键可以保存用户的设置及配置。
5. 附件本文档涉及的附件包括安川的用户手册和控制面板说明书。
用户可以在这些附件中找到更详细的信息和操作指南。
6. 法律名词及注释6.1在本文档中,指的是安川公司生产的工业,用于在工业生产中自动执行各种任务的机械设备。
6.2 控制面板控制面板是上的一个组件,用于控制的运动和功能。
6.3 控制杆控制杆是控制面板上的一个组件,可以通过操作控制杆来控制的运动。
安川自动线生产操作步骤
开机运转之前,需要确认以下几项。
机床方面:
确认当四台机床都没料的情况下,两台一序机床发出的信号是首件上料信号M28,两台二序机床发出的信号是首件上料信号M28。
机器人以及料道方面:
一开机后,检查上,下料道以及料道电柜上,共三个急停是否解除。
二检查机器人电柜和机器人手持操作盒的两个急停是否解除。
三机器人防护门是否关闭,如果是打开的,防护门左上方会闪烁红色的报警灯。
四启动料道,点料道电柜系统通电按键,料道电柜选择打在自动挡上,然后按料线启动按键,此时上下料道处于自动状态(上下料道都打在自动挡上)
五机器人手动回到作业原点位置,并打在远程控制模式下,然后按下料道电柜上的机器人调出主程序按键,此时机器人操作盒上会出现加工件的主程序,核对是否是所对应加工工件的主程序。
六确认正常,按料道电柜上的机器人启动按钮,机器人开始进入正常加工。
当生产人员完成当天生产量,需要清除机床内部剩余工件时,需要将加工主程序改成对应工件缩写加后缀-XIELIAO的主程序上,然后按照上述第五步和第六步进行,机器人会完成末件清除。
具体操作是选择机器人权限打开,然后点机器人操作盒左上角的程序内容按键,在子菜单下选择主程序按键,点机器人操作和右上角的选择键,同时选择要运行的主程序即可。
注明:
当下料道已经处于自动运转状态,但下料道放入工件后,却不自动运转,此情况是因为机器人给下料道处放料,人为干预,后没有继续按程序运行,导致机器人没有给料道发送完成下料信号导致。
此时需要调到程序中,找到完成卸料这一程序段,手动发送按联锁+前进按键后即可。
安川机器人操作及简单故障处理一.机器人简介1、硬件构成:我公司二期所用的日本安川公司机器人共有15 台,全部为MOTOMAN系列产品,共有SK120,SK6,SV3及UP6四种型号。
四种型号的机器人都是由机器人本体,控制柜两部分构成。
机器人本体上装有伺服马达,传动机构及减速机构等机械装置。
这几种型号的机器人都是有六个轴关节,由六台伺服马达和六套传动机构组成。
六个轴的名称分别为S、L、U、R、B、T轴,其中S轴控制整个本体的来回旋转、L轴控制机器人下臂的前后摆动、U轴控制机器人上臂上下摆动、R轴控制上臂的来回旋转、B轴控制机器人手腕的上下摆动、T轴控制手腕的来回旋转。
六个马达共同运动可以使机器人运行到其工作范围内的任意的一个空间位置。
控制柜内装有全部控制装置、再现操作盒及示教盘。
控制装置包括主计算机(CPU单元),伺服马达驱动器,各种外部信号输入输出板,电源装置等。
此系列机器人电源的额定输入为AC220V 50/60HZ三相电源,在国内使用时必须配备电源变压器。
再现操作盒上装有各种操作按纽、指示灯及通讯口等装置。
示教盘上有液晶显示器和各种操作按纽,主要用于编写程序、操作机器人及观察其工作状况等。
2、机器人工作方式:机器人的工作方式为示教再现型,即由操作者操作机器人完成一遍所有的预定动作,机器人记录下所走过各个位置点的坐标随后自动运行中按照示教的位置、速度完成所有动作。
机器人运动时的坐标系统有五个分别为:关节坐标系、直角坐标系、圆柱坐标系、工具坐标系和用户坐标系。
机器人在关节坐标系中运动方式为各轴单独运动互不影响;在直角坐标系中机器人以本体轴的X、Y、Z三个方向平行移动;在圆柱坐标系中机器人以本体轴Z轴为中心回旋、直角或平行移动;在工具坐标系中机器人以工具尖端点的X、Y、Z 轴平行移动;在用户坐标系中由用户在机器人工作的范围之内任意设定不同角度的X、Y、Z轴,机器人可延所设的各轴平行移动。
二.机器人的操作和程序的编写1、再现操作盒操作键说明:见P2-32、示教盘操作键说明:见P2-63、程序结构说明:机器人的程序语言为安川公司自己开发的专用语言(INFORM II),其指令主要分为移动指令、输入输出指令、控制指令和平移指令、运算指令等。
移动指令主要有MOVJ(关节移动),MOVL(直线移动),MOVC(圆弧移动)等。
其功能是控制机器人以移动命令规定的方式和速度运行到命令指定的位置。
输入输出指令主要有DOUT(开关量输出的ON或OFF),DIN(将外部开关量输入信号读入),WAIT(等待外部执行条件满足),AOUT(模拟信号输出)等。
控制指令主要有JUMP(转移到其它程序步),CALL(调出指定的程序),END(程序结束),TIMER(延时规定的时间),IF(条件判断)等。
运算指令主要有ADD(数据加),SUB(数据减),MUL(数据乘),DIV(除),AND(数据与),OR(数据或)等。
功能是对4、编写机器人程序的步骤:大致确定工作所需的位置,打开机器人伺服电源、按下ENABLE键。
再用各轴移动键将机器人移动到第一点,按下MOTION TYPE键选择运动方式、按下PLAY SPD键选择运动速度,按下ENTER键确认,第一步程序即编辑完成。
用各轴移动键将机器人移动到第二点,用同样的方法确定运动方式和速度完成第二步程序。
以此类推完成其它各步骤。
最后一步位置要和第一步位置重合可采用如下方式,调出已编辑好的程序,将光标移动到第一步,按下FWD键机器人向设定的第一步的位置移动,到达位置后将光标移动到最后一步,按下MODIFY键再按下ENTER键,最后一步的位置就和第一步重合。
5、程序的检查:按下DISP键再按下F1(JOB)键,将光标移动到第一步,按下FWD键机器人按照编制好的轨迹运动。
6、程序举例说明:排气投入机器人程序主程序(MASTER JOB)说明:NOP (空操作)CLEAR STACK(堆栈清零)DIN B000 IN#(21)(21#输入送到变量B000)DIN B001 IN#(22)(22#输入送到变量B001)DIN B002 IN#(23)(23#输入送到变量B002)AND B000 B001 (B000与B001)AND B000 B002 (B000与B001)JUMP *1 IF IN#(8)=OFF (如条件满足跳转到*1步)JUMP *1 IF IN#(3)=ON (如条件满足跳转到*1步)DOUT OT#(1) OFF (关闭输出1#)DOUT OT#(2) OFF (关闭输出2#)CALL JOB:QF IF B000=1 (如条件满足调子程序QF)*1MOVJ C0000 VJ=70.00 (移动到工作原点位置)END子程序QF说明:NOP (空操作)MOVJ C0000 VJ=50.00 (移动到位置C000)JUMP *10 IF IN#(29)=OFF(如条件满足跳转到*10步)MOVJ C0001 VJ=50.00 (移动到位置C001)MOVJ C0002 VJ=50.00 (移动到位置C002)MOVL C0003 V=200.0 (移动到位置C003)DOUT OT#(1) ON (输出1#ON)TIMER T=2.00 (延时2秒)JUMP *11 IF IN#(3)=ON (如条件满足跳转到*11步)DOUT OT#(9) ON (输出9#ON)PAUSE (暂停)*11DOUT OT#(9) OFF (输出9#OFF)DOUT OT#(21) ON (输出21#ON)WAIT IN#(30)=ON (等待输入30#ON)DOUT OT#(21) OFF (输出21#OFF)MOVL C0004 V=300.0 (移动到位置C004)MOVL C0005 V=800.0 (移动到位置C005)MOVL C0006 V=800.0 (移动到位置C006)MOVJ C0007 VJ=50.00 (移动到位置C007)JUMP *12 IF IN#(3)=OFF (如条件满足跳转到*12步)MOVJ C0008 VJ=50.00 (移动到位置C008)MOVJ C0009 VJ=50.00 (移动到位置C009)MOVJ C0010 VJ=50.00 (移动到位置C0010)MOVJ C0011 VJ=50.00 (移动到位置C0011)MOVJ C0012 VJ=50.00 (移动到位置C0012)MOVJ C0013 VJ=50.00 (移动到位置C0013)MOVJ C0014 VJ=50.00 (移动到位置C0014)WAIT IN#(31)=OFF (等待输入31#OFF)WAIT IN#(31)=ON (等待输入31#ON)MOVL C0015 V=1100.0 (移动到位置C0015)MOVL C0016 V=200.0 (移动到位置C0016)DOUT OT#(1) OFF (输出1#OFF)DOUT OT#(2) ON (输出2#ON)TIMER T=0.50 (延时0.5秒)MOVL C0017 V=50.0 (移动到位置C0017)MOVL C0018 V=1500.0 (移动到位置C0018)MOVJ C0019 VJ=50.00 (移动到位置C0019)DOUT OT#(2) OFF (输出2#OFF)MOVJ C0020 VJ=50.00 (移动到位置C0020)MOVJ C0021 VJ=50.00 (移动到位置C0021)MOVJ C0022 VJ=50.00 (移动到位置C0022)*12MOVJ C0023 VJ=50.00 (移动到位置C0023)*10RET (返回)END三.机器人的开,关机步骤1.打开机器人供电电源开关及压缩空气开关。
2.打开机器人控制柜上的主电源开关。
等机器人自检完毕后按下伺服电源按钮接通马达的伺服电源。
按下控制柜上示教按钮(TEACH),使机器人转入示教模式。
3.按下示教盘上DISP键;按SELECT键;按F5(MJ CALL)键调出主程序。
按上下箭头键将光标移到运动的第一步(其程序一般为 XXX 001 MOVJ VJ=70%);移到此处后若光标闪烁,说明机器人目前处不于原点位置。
此时应手动操作机器人移动回原点后方可开机。
4.机器人回原点的方法为:移动光标到主程序(MJ)中运动的第一步;按下ENABLE键;按住FWD键机器人即向原点方向移动此时应注意观察机器人运动方向上有无障碍物,如有发生碰撞的可能松开FWD键,机器人即停止运动。
移去障碍物或使用各轴单独运动键使其绕过障碍物,继续按住FWD键直到机器人停止运动同时光标也不再闪烁。
此时的位置为原点位置。
5.在主程序中将光标移到程序的第一行,将控制柜模式选择为PLAY及 AUTO ,如ENABLE 灯亮再按一次使其熄灭。
将显示盘上机器人模式开关打到联机模式。
如其它两方的联机指示灯均亮,即可按下控制柜上START键,机器人此时开始自动工作。
6.关机步骤,当需要暂时停止机器人工作时可按下控制柜上HOLD 按纽,机器人仍在AUTO模式下,重新启动再按下START即可。
生产结束不再有管子流来时。
如机器人处于原点关闭控制柜上电源开关即可。
如机器人不在原点,按照前述第四步将其示教回原点即可关闭主电源开关。
四.输入输出点及变量的监控1.各开关量输入输出点状态及变量状态监控:按下DISP键,按下F5(DIAG)键再按下F1(UNIV IN)或F2(UNIV OUT)键,此时就可观察到输入或输出点的状态。
按箭头键可选择所需观察的I/O号码。
在每个I/O点后均有一个圆圈,如此圆圈为白色说明此点为OFF状态,如圆圈为黑色说明此点为ON状态。
在机器人程序中可能会使用许多不同的变量,观察变量具体值的方法为按DISP键,按下F4(VAR)键再根据显示各个不同的变量名按下F1—F5键选择所需要观察的变量。
2.输出点的打开与关闭,变量值的修改:利用示教盘可对输出点的状态和变量值进行修改。
当显示输出点的状态时按下EDIT键,用箭头键选择输出点按下F4(ON)或F5(OFF)打开或关闭输出点。
在观察到变量值的菜单中按下EDIT键,按下MODIFY键再按下具体数字键输入变量的值。
五.简单故障处理当机器人无法正常工作时,如果有机器人自身的报警信号出现,操作者可根据示教盘上具体的报警代码参照使用说明书上的处理方法进行处理。
消除报警后再重新启动。
如机器人本身无报警信号出现此时应观察机器人程序,检查程序停止的位置确认其无法执行的原因。
大部分故障的原因都是因为周边设备与机器人的接口信号异常造成的。
应注意检查各相关传感器和开关等,确认有无异常情况。