国家级优秀QC发布(值得收藏)
- 格式:ppt
- 大小:8.35 MB
- 文档页数:36

提高支持筒类零件镀银合格率表面处理车间镀银 QC 小组前言表面处理车间主要承担我司产品零部件的电镀和涂装任务,作业面积近一万二千平方米,在册人员 253 人,其中工艺技术人员 9 人,技师 30 人。
车间现有油漆、铝件镀银、铜件镀银、铝件氧化等 7 个工艺镀种,大型机械自动和半自动生产线 11 条。
一小组概括我们镀银 QC 小组是一个技术人员与现场操作者相结合的攻关型 QC 小组,全员培训 40 小时,此次活动时间为 2008 年 10 月—2009 年 12 月。
二选题理由表面处理车间承接着我司三类支持筒零件的电镀银工序,分别是 8KA.268.884、8KA.510.573、8KA.268.936,均为 126GIS 部分,材质为 ZL101H-T6,铸铝,镀银厚度为10μm。
铝及其合金由于自身特性,电镀有许多特殊困难,而铸铝材质零件在铸造中产生的砂眼、气泡、偏析及孔隙等缺陷,在电镀过程中易滞留残液和氢气,从而引起腐蚀,导致镀层起泡和脱落等现象。
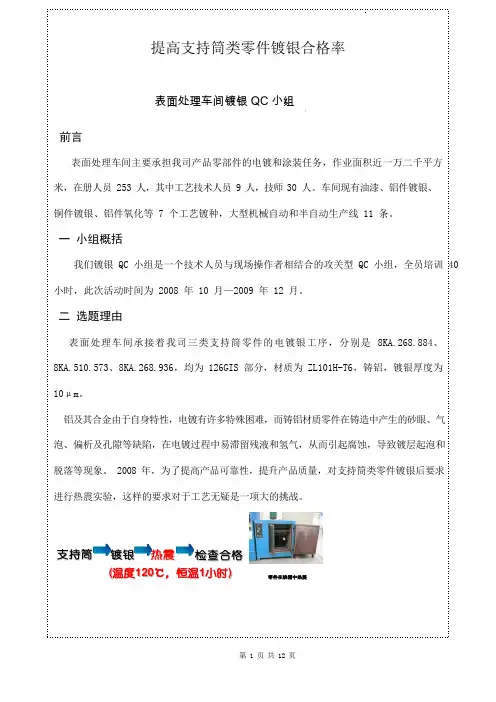
2008 年,为了提高产品可靠性,提升产品质量,对支持筒类零件镀银后要求进行热震实验,这样的要求对于工艺无疑是一项大的挑战。
(温度120℃,恒温1小时)零件在烘箱中热震车车车间铸铝件镀银一次合格率考核指标为93%支持筒合格率合格率仅为19.27%支持筒类零件热震合格率统计25 20 21.05 20.41 2218.52 19.3515 14.2910 5 01 2 3 4 5 6批次课题选定 提高支持筒类零件镀银一次合格率三、现状调查我们分别统计了 2008 年 10 月送入车间的 6 批支持筒镀银合格率和热震合格率情况,请看统计表:表二 支持筒合格率情况统计表批次 1 2 3 4 5 6 数量 40 52 56 30 35 32 出槽合格数量 38 49 50 27 31 28 合格率% 95.00 94.23 89.29 90.00 88.57 87.50 热震后合格数量810 11 5 6 4 热震合格率% 21.05 20.4122.0018.5219.3514.29对以上不合格品缺陷进行统计分析,见下表:车间质量指标 合格率根据表三、表四缺陷发生的频次绘制排列图,见图一由此可看出:20115092.03%98.01%100%75%10050 1225%4结合力不良磕碰粗糙图一不合格品频次排列支持筒类零件镀银合格率低的症结在于银层结合力不良!四、确定目标及可行性分析目标制定:支持筒类零件镀银一次合格率达到 93%!可行性分析1、小组组成QC 小组由车间主任、技术服务人员、生产技术骨干组成。

附件3:申报全国电力行业QC小组活动成果几点注意事项一、各推荐单位,请按照文件要求在2011年4月15日之前申报,所填报的中国水电质协电力分会QC小组活动成果材料汇总表(附表1),应加盖单位公章,并将发电、供电、设计、施工、修造、其他分开,分别写明单位名称、小组名称、成果名称。
二、每项QC活动成果要附一份申报表,推荐单位要盖上公章,并有中质协或中国水电质协诊断师签名,评委签名不少于3个人,QC活动成果申报表分别夹在每项成果内,不要集中在一起。
三、中国水电质协电力分会设计专委会、中国水电质协发电专委会、中国水电工程顾问集团公司、中国水利水电建设集团公司、葛洲坝集团公司等推荐单位,请分别召开QC小组活动成果发布会。
推荐参加行业发表及评审的有关申报材料请于4月15日前报中国水电质协电力分会,优秀QC小组活动成果评选条件按照《全国电力行业QC小组活动成果评审办法》(附件1)执行。
四、成果封面请写明课题名称和小组名称及申报时间,要写清楚×省×公司×车间×小组,不能只写××QC小组,封面不要用塑料封皮,不需要用幻灯片形式,只要word方式编辑,少数图片、表格说明清楚即可,页面不需要任何修饰,干净整洁即可。
五、质量信得过班组材料不能用QC小组活动成果代用,请推荐单位注意审核,否则材料无效。
-1-附表1:申报全国电力行业QC小组活动成果材料汇总表(请按排出的名次顺序填写)备注:如需电子版,请到(中国电力企业联合会网)首页左上方文化建设与企业管理通知与公告栏中查询并下载,各推荐单位用Excel方式编辑表格,标题编辑在页眉,页码编辑在页脚, 请把全部小组成员姓名编辑在一个Excel单元格,不要合并单元格。
-2-附表2:质量信得过班组、QC小组活动优秀企业、QC小组活动卓越领导者、QC小组活动优秀推进者汇总表(请按排出的名次顺序填写)备注:电子版,请到(中国电力企业联合会网)首页左上方文化建设与企业管理通知与公告栏中查询并下载,各推荐单位用Excel方式编辑表格,标题编辑在页眉,页码编辑在页脚。
国家级QC成果完整版⽬录简介 (2)1、⼩组概况 (2)2、⼩组成员表 (3)⼀、选题理由 (3)⼆、现状调查 (4)三、确定⽬标 (5)四、原因分析 (5)五、找出主因 (6)六、制定对策 (6)七、实施 (7)⼋、效果检查 (10)九、体会 (10)附照⽚ (12)简介随着我国建筑⾏业的发展,⾼层建筑施⼯技术越来越⾛向成熟,同时,新的问题不断出现。
伊河⼤厦⼯程位于新疆乌鲁⽊齐市,⼆⼗四层,其中地下室⼆层,地⾯以上⼆⼗⼆层,框架-剪⼒墙结构,建筑物总⾼85⽶。
地下⽔位在-9.0m,⼽壁⼟,含较多的⽔平⽅向隔⽔层,采⽤井点降⽔后,地下涌⽔量仍然很⼤。
⼯程距周边房屋很近,南北两⾯距既有房屋基础400mm,西⾯距既有房屋600mm;基坑深度⼤部分为-11.0m,部分深度为-13.45⽶。
本⼯程的施⼯难点是:如何确保深基坑⽀护结构完全不发⽣变形,从⽽保证周边临近房屋基础结构稳定,顺利施⼯伊河⼤厦结构⼯程。
QC ⼩组围绕这⼀施⼯难点展开攻关。
QC⼩组要攻关的课题重点是:①如何避免深基坑开挖后,深基坑对周边房屋结构的影响;②如何保证深基坑⽀护结构的安全、稳定。
QC攻关⼩组⾸先对西⾯3号住宅楼基础进⾏了课题攻关,然后将攻关结果应⽤到南北两⾯的房屋基础施⼯中,取得了良好的效果。
1、⼩组概况2、⼩组成员表⼀、选题理由⼆、现状调查(1)、⼯程概况:⼯程名称:伊河⼤厦⼯程地址:乌鲁⽊齐市公园北街2号建筑⾯积:25109.9m2结构型式:框架—剪⼒墙结构层数:24层总⾼:85.7m ⼯期:628天(2)基础情况:南北两⾯距周边房屋基础为400mm,西⾯为600mm,南北两⾯的房屋为三层楼⽣产房屋,西⾯房屋为六层住宅楼,基础埋深为3.0⽶,伊河⼤厦基坑开挖深度为11⽶。
(3)⼯艺流程介绍:三、确定⽬标1、消除深基坑⽀护结构的不稳定因素,确保基坑⽀护结构完全不变形,从⽽保证周边临近房屋结构安全。
2、⽀护结构安全可靠的情况下,实现与同类⽀护结构相⽐,造价降低15%。