铝合金常用材料对照表
- 格式:docx
- 大小:28.84 KB
- 文档页数:7
铝合金材料牌号对照表一、引言铝合金是一种重要的结构材料,广泛应用于航空航天、汽车工业、建筑装潢和电子电器等领域。
不同的铝合金材料具有不同的物理力学性能和耐腐蚀性能,因此及时了解和正确使用不同材料的牌号是非常重要的。
本文将为您介绍一份铝合金材料牌号对照表,方便您在项目选择和应用过程中进行参考。
二、常见铝合金材料牌号对照表1. 1000系列1000系列铝合金材料主要是由铝组成,具有良好的可加工性和导电性能。
其主要牌号包括1050、1060、1100等。
这些材料主要用于电子器件、散热器和化学容器等。
2. 2000系列2000系列铝合金材料主要是由铝和铜组成,具有良好的强度和耐磨性能。
其主要牌号包括2011、2024、2048等。
这些材料主要用于航空航天和汽车工业等领域。
3. 3000系列3000系列铝合金材料主要是由铝和锰组成,具有良好的耐腐蚀性和可加工性。
其主要牌号包括3003、3103、3803等。
这些材料主要用于化工容器、制冷设备和建筑装潢等领域。
4. 4000系列4000系列铝合金材料主要是由铝和硅组成,具有良好的强度和焊接性能。
其主要牌号包括4043、4145、4643等。
这些材料主要用于船舶制造、铁路运输和航空航天等领域。
5. 5000系列5000系列铝合金材料主要是由铝和镁组成,具有良好的抗腐蚀性和可塑性。
其主要牌号包括5052、5083、5754等。
这些材料主要用于船舶制造、造船和航空航天等领域。
6. 6000系列6000系列铝合金材料主要是由铝、硅和镁组成,具有良好的强度和可塑性。
其主要牌号包括6061、6063、6082等。
这些材料主要用于建筑和交通运输等领域。
7. 7000系列7000系列铝合金材料主要是由铝、锌和铜组成,具有良好的强度和耐腐蚀性能。
其主要牌号包括7075、7175、7475等。
这些材料主要用于航空航天和运动器材制造等领域。
三、结论以上是一份常见的铝合金材料牌号对照表,其中涵盖了1000系列到7000系列的不同牌号。
举报帖子复制贴子加为精华单贴屏蔽帖子评价举报帖子删除单贴复制贴子加为精华单贴屏蔽帖子评价举报帖子删除单贴复制贴子加为精华单贴屏蔽帖子评价铝合金的特性与用途——李伟类别:防锈铝牌号: LF21 是应用最广的一种防锈铝,它的强度不高,不能热处理强化,在退火状态下有高的塑性,而蚀性好,焊接性好,切削加工性不良。
用於制造要求高可塑性和良好焊接性、在液体或气体介质中工作的低载荷零件如油箱、油管、液体容器等;线材可制作铆钉 LF13 耐蚀性高、焊接性能好。
导热性、导电性比纯铝低得多。
可用冷变形加工进行强化而不能热处理强化。
适用於作焊接结构件LF5/LF10为铝镁系防锈铝(LF10的含镁量稍高於LF5)强度与LF3相当,热处理不能强化,退火状态塑性高,半冷作硬化塑性中等,焊接性能尚好,LF5用於制作在液体中工作的焊接零件、管道和容器以及其他零件。
LF10主要用来制造铆钉 LF6 有较高的强度和耐蚀性,退火和挤压状态下塑性尚好,用氩弧焊的焊缝气密性和塑性尚可。
切削加工性良好。
用於焊接容器、受力零件、飞机蒙皮及骨架零件LF5-1 为不可热处理强化铝合金,有一定的强度,耐蚀性、切削性良好。
阳极化处理後表面美观,可加工成光学机械部件、船舶部件及导线夹等 LF2/LF3 强度比LF21较高,塑性与耐蚀性高,热处理不能强化,焊接性好(LF3的焊接性优於LF2),在冷作硬化状态下的切削性较好,可抛光。
用於制造在液体中工作的中等强度的焊接件、冷冲压零件和容器等硬铝 LY1 为铆接铝合金结构用的主要铆钉材料,在淬火和自然时效後的强度较低,但有很高的塑性和良好的工艺性能,焊接性与LY11相同,切削性能尚可,耐蚀性不高,广泛用作中等强度和工作温度<100℃的结构用铆钉材料 LY2 为耐热硬铝,有较高的强度,热变形时塑性高,可热处理强化,在淬火及人工时效状态下使用,切削加工性良好,耐蚀性比LD7、LD8耐热锻铝较好,在挤压半成品中,有形成粗晶环的倾向,用於制造在较高温度下工作的承力结构件 LT4/LY8/LY9 均为铆钉用合金,LY4有较好的耐热性,可在125-250℃内使用,LY9的强度较高,但其共同缺点是铆钉必须在淬火後2-6小时内使用。
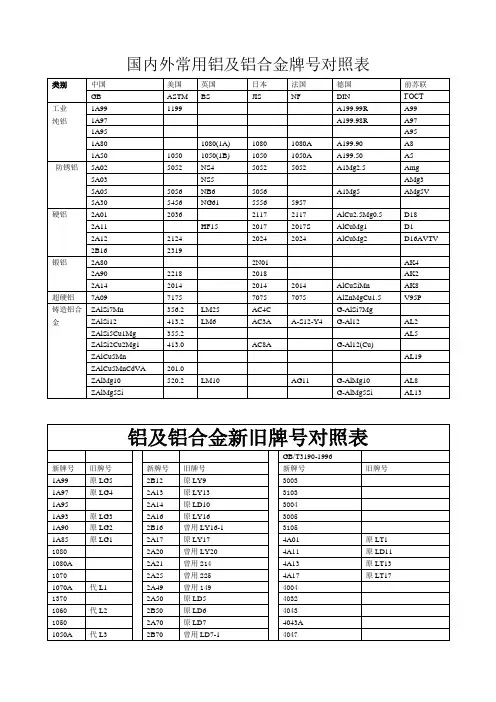
国内外常用铝及铝合金牌号对照表新旧铝合金材料对比美国标准ASTMB85-96铝合金GB/T 15115-94欧盟标准EN1706:1998合金系 ALLOY SYSTEM 状态 TEMPERL 铝 R 热加工状态 LF 防锈铝合金 (Ai-Mg 、Ai-Mn ), M--退火状态,L Y 硬铝合金 (Ai-Cu-Mg ) Y--加工硬化状态 LC--超硬铝合金 (Ai-Cu-Mg-Zn ) C--淬火状态 LD--锻铝合金 (Ai-Mg-Si&Cu-Mg-Si ) CZ--淬火、自然时效状态 LT--特殊铝合金 CZY--淬火、自然时效,冷作状态 -CS-- 淬火、人工时效状态-CSY--淬火、人工时效,冷作状态 -Y2--半硬状态 -RCS (T5)--风冷、人工时效状态(GB/T16475-1996) 基础状态代号、名称及说明与应用代号名称说明与应用F 自由加工状态 适用于在成型过程中,对于加工硬化和热处理条件无特殊要求的产品,该状态产品的力学性能不作规定 O 退火状态 适用于经完全退火获得最低强度的加工产品 H 加工硬化状态 适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理H代号后面必须跟有两位或三位阿拉伯数字W 固溶热处理状态一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段T 热处理状态(不同于F、O、H)适用于热处理后,经过(或不经过)加工硬化达到稳定状态的产品T代号后面必须跟有一个或多位阿拉伯数字HXY 细分状态代号与加工硬化程度细分状态代号加工硬化程度HX1 抗拉强度极限为O与HX2状态的中间值HX2 抗拉强度极限为O与HX4状态的中间值HX3 抗拉强度极限为HX2与HX4状态的中间值HX4 抗拉强度极限为O与HX8状态的中间值HX5 抗拉强度极限为HX4与HX6状态的中间值HX6 抗拉强度极限为HX4与HX8状态的中间值HX7 抗拉强度极限为HX6与HX8状态的中间值HX8 硬状态HX9 超硬状态、最小抗拉强度极限制超过HX8状态至少10兆帕注:当按上表确定的HX1~HX9状态的抗拉强度极限值,不是0或5结尾时,应修约至以0或5结尾的相邻较大值。
材料对照表(铝及铝合金)(铝压铸散热器压铸铝散热器压铸变速器外壳)铝及铝合金其它金属材料相比,具有以下一些特点:1、密度小铝及铝合金的密度接近2.7g/,约为铁或铜的1/3。
2、强度高铝及铝合金的强度高。
经过一定程度的冷加工可强化基体强度,部分牌号的铝合金还可以通过热处理进行强化处理。
3、导电导热性好铝的导电导热性能仅次于银、铜和金。
4、耐蚀性好铝的表面易自然生产一层致密牢固的AL2O3保护膜,能很好的保护基体不受腐蚀。
通过人工阳极氧化和着色,可获得良好铸造性能的铸造铝合金或加工塑性好的变形铝合金。
5、易加工添加一定的合金元素后,可获得良好铸造性能的铸造铝合金或加工塑性好的变形铝合金。
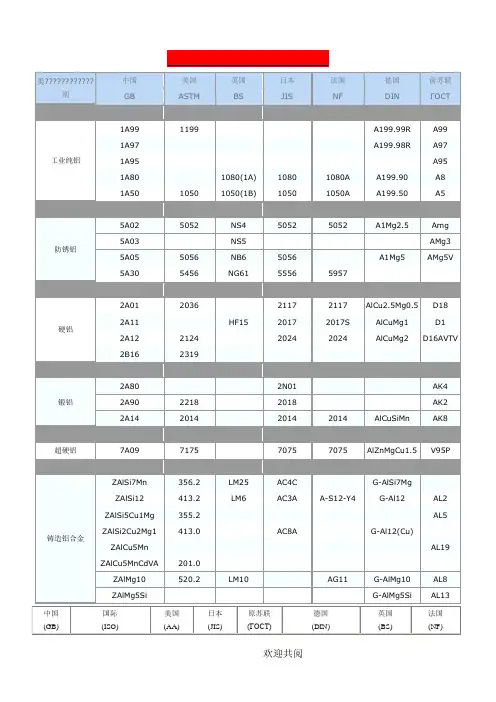
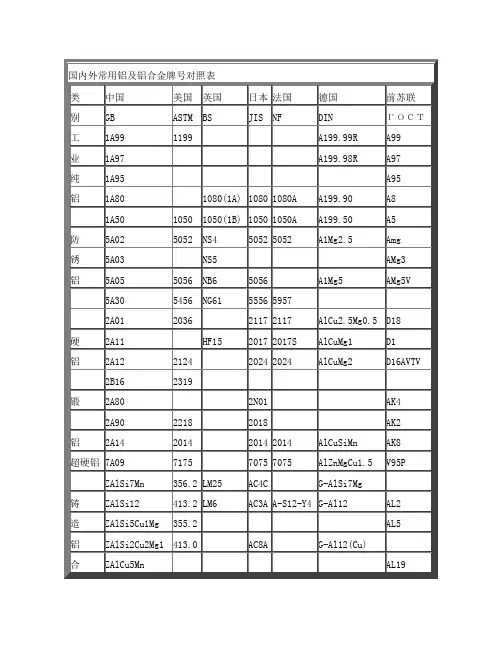
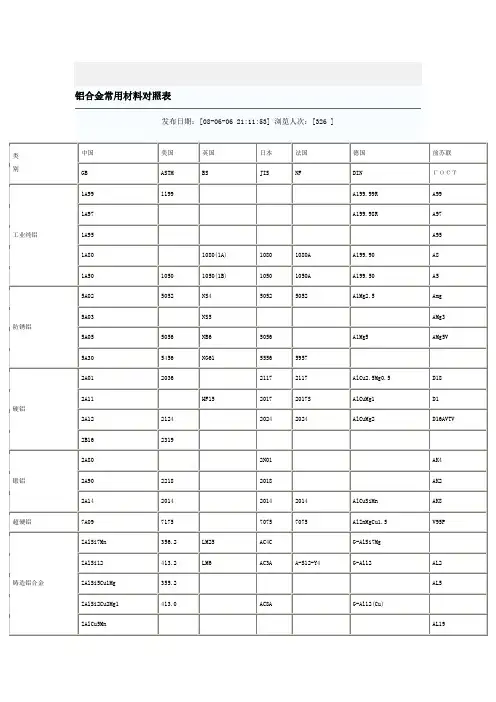
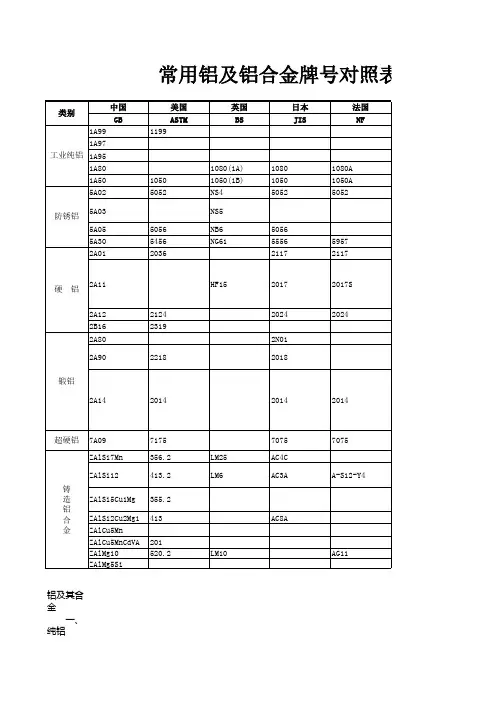
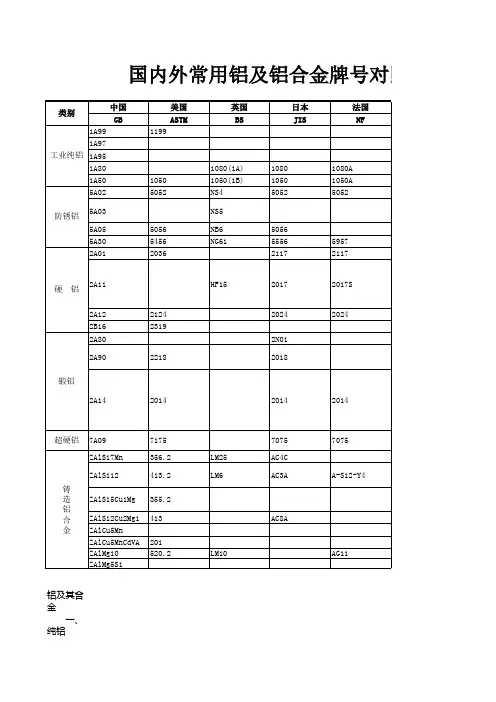
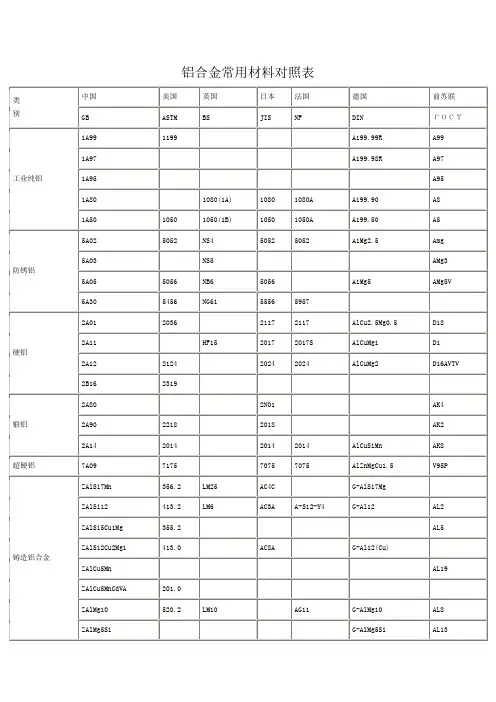
类别中国美国英国日本法国德国前苏联GB ASTM BS JIS NF DINГОСТ工业纯铝1A991199A199.99R A99 1A97A199.98R A97 1A95A95 1A801080(1A)10801080A A199.90A8 1A5010501050(1B)10501050A A199.50A5防锈铝5A025052NS450525052A1Mg2.5Amg 5A03NS5AMg3 5A055056NB65056A1Mg5AMg5V常见压铸模具生产问题及分析压铸过程中金属液往外溅产生原因 1. 动,定模间合模不严密,间隙较大 2. 锁模力不够 3. 压铸机动,定模安装板不平行 4. 支板跨度大,压射力致使套板变形,产生喷料。
调整方法 1.重新安装模具 2.加大锁模力 3.调整压铸机,使动,定模安装板相互保持平行 4.在动模上增加支板,增加套板的刚度。
影响压射头使用寿命的因素,主要因素有:1.压射头本身的材料、质量;2.压射头与压射料筒之间的配合间隙;3.模具安装时与压射料筒的同心度;4.冷却问题;5.选用优质压射头润滑油等。
缺陷名:产品表面起皱(一)症状:产品表面形成的不规则褶皱,主要出现在壁较薄的前段部分,如图1所示。
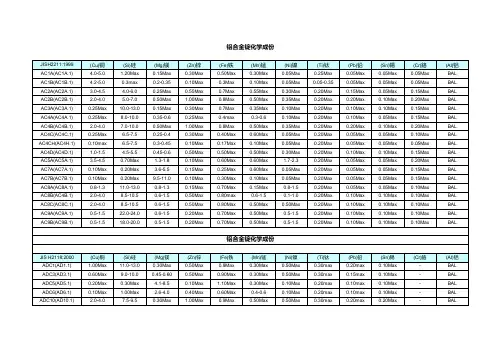
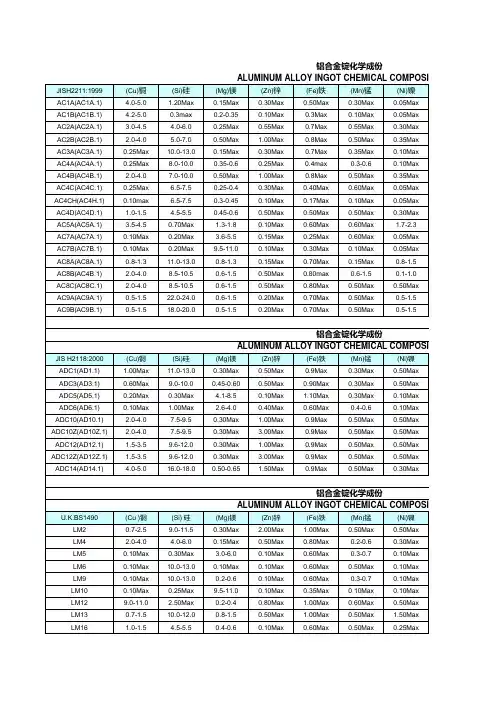
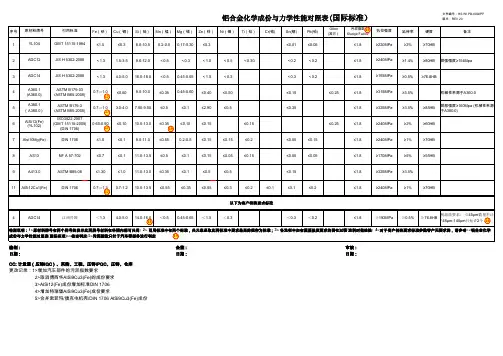
铝合金锭化学成分对照表标准2009-11-2715:16:06阅读51评论0字号:大中小订阅JISH5202-1986AC1A 4.0-5.0 1.20 Max0.15 Max0.30 Max0.50 Max0.30 Max0.05 Max0.25 MaxAC1B 4.0-5.00.20 Max 0.15-0.350.10 Max0.35 Max0.10 Max0.05 Max0.05-0.30AC2A 3.0-4.5 4.0-6.00.25 Max0.55 Max0.80 Max0.55 Max0.30 Max0.20 Max AC2B 2.0-4.0 5.0-7.00.50 Max 1.00 Max 1.00 Max0.50 Max0.35 Max0.20 MaxAC3A0.25 Max 10.0-13.00.15 Max0.30 Max0.80 Max0.35 Max0.10 Max0.20 MaxAC4A0.25 Max8.0-10.00.30-0.60.25 Max0.55 Max0.30-0.60.10 Max0.20 Max AC4B 2.0-4.07.0-10.00.50 Max 1.00 Max 1.00 Max0.50 Max0.35 Max0.20 MaxAC4C0.25 Max 6.5-7.50.25-0.450.35 Max0.55 Max0.35 Max0.10 Max0.20 MaxAC4CH0.20 Max 6.5-7.50.20-0.400.10 Max0.20 Max0.10 Max0.05 Max0.20 MaxAC4D 1.0-1.5 4.5-5.50.40-0.600.30 Max0.60 Max0.50 Max0.20 Max0.20 MaxAC5A 3.5-4.50.60 Max 1.2-1.80.15 Max0.80 Max0.35 Max1.7-2.30.20 Max AC7A0.10 Max0.20 Max 3.5-5.50.15 Max0.30 Max0.60 Max0.05 Max0.20 Max AC7B0.10 Max0.20 Max9.5-11.00.10 Max0.30 Max0.10 Max0.05 Max0.20 MaxAC8A0.8-1.311.0-13.00.7-1.30.15 Max0.80 Max0.15 Max0.80-1.500.20 MaxAC8B 2.0-4.08.5-10.50.50-1.50.50 Max 1.00 Max0.50 Max 0.10-1.000.20 MaxAC8C 2.0-4.08.5-10.50.50-1.50.50 Max 1.00 Max0.50 Max0.50 Max0.20 MaxAC9A0.50-1.522-240.50-1.50.20 Max0.80 Max0.50 Max 0.50-1.500.20 MaxAC9B0.50-1.518-200.50-1.50.20 Max0.80 Max0.50 Max 0.50-1.500.20 Max铝合金锭化学成份(%)铜硅镁锌铁锰镍钛JISH2212-1990ADC 1 1.0 Max 11.0-13.00.30 Max0.5 Max0.9 Max0.3 Max0.5 MaxADC 30.6 Max9.0-10.00.4-0.60.5 Max0.9 Max0.3 Max0.5 Max ADC 50.2 Max0.3 Max 4.1-8.50.1 Max 1.1 Max0.3 Max0.1 Max ADC 60.1 Max 1.0 Max 2.6-4.00.4 Max0.8 Max0.4-0.60.1 Max ADC 10 2.0-4.07.5-9.50.3 Max 1.0 Max0.9 Max0.5 Max0.5 Max ADC 10Z 2.0-4.07.5-9.50.3 Max 3.0 Max0.9 Max0.5 Max0.5 Max ADC 12 1.5-3.59.6-12.00.3 Max 1.0 Max0.9 Max0.5 Max0.5 Max ADC 12Z 1.5-3.59.6-12.00.30 Max 3.0 Max0.9 Max0.5 Max0.5 MaxADC 14 4.0-5.016.0-18.00.5-0.65 1.5 Max0.9 Max0.5 Max0.3 MaxDIN226 2.0-3.58.0-11.00.1-0.5 1.20 Max 1.0 Max0.1-0.40.30 Max0.1 Max U.S.A铜硅镁锌铁锰镍钛A356.10.25 Max 6.5-7.50.25-0.450.35 Max0.50 Max0.35 Max0.25 MaxA3600.60 Max 9.00-10.000.40-0.600.50 Max 1.30 Max0.35 Max0.50 MaxA360.10.60 Max9.0-10.00.45-0.600.40 Max 1.00 Max0.35 Max0.50 MaxA380.03.00-4.007.50-9.500.30 Max 3.00 Max 1.30 Max0.50 Max0.50 MaxA380.13.00-4.007.50-9.500.10 Max 2.90 Max 1.00 Max0.50 Max0.50 MaxA3832.00-3.009.50-11.500.10 Max 3.00 Max 1.30 Max0.50 Max0.30 MaxA383.12.00-3.009.50-11.500.10 Max 2.90 Max 1.00 Max0.50 Max0.30 MaxA413.1 1.00 Max 11.0-13.00.10 Max0.40 Max 1.00 Max0.35 Max0.50 MaxA413.20.10 Max 11.0-13.00.05 Max0.05 Max0.60 Max0.05 Max0.05 MaxU.K铜硅镁锌铁锰镍钛LM20.70-2.509.00-11.500.30 Max 2.00 Max 1.00 Max0.50 Max0.50 Max0.20 MaxLM42.00-4.004.00-6.000.15 Max0.50 Max0.80 Max0.20-0.600.30 Max0.20 MaxLM50.10 Max0.30 Max 3.00-6.000.10 Max0.60 Max0.30-0.700.10 Max0.20 MaxLM60.10 Max 10.00-13.000.10 Max0.10 Max0.60 Max0.50 Max0.10 Max0.20 MaxLM90.10 Max 10.00-13.000.20-0.600.10 Max0.60 Max0.30-0.700.10 Max0.20 Max铜硅镁锌铁锰镍钛LM100.10 Max0.25 Max 9.50-11.000.10 Max0.35 Max0.10 Max0.10 Max0.20 MaxLM129.00-11.00 2.50 Max0.20-0.400.80 Max 1.00 Max0.60 Max0.50 Max0.20 MaxLM130.70-1.5010.00-12.000.80-1.500.50 Max 1.00 Max0.50 Max1.50 Max0.20 MaxLM161.00-1.504.50-5.500.40-0.600.10 Max0.60 Max0.50 Max0.25 Max0.20 MaxLM180.10 Max 4.50-6.000.10 Max0.10 Max0.60 Max0.50 Max0.10 Max0.20 MaxLM200.40 Max 10.00-13.000.20 Max0.20 Max 1.00 Max0.50 Max0.10 Max0.20 MaxLM213.00-5.005.00-7.000.10-0.30 2.00 Max 1.00 Max0.20-0.600.30 Max0.20 MaxLM222.80-3.804.00-6.000.05 Max0.15 Max0.60 Max0.20-0.600.15 Max0.20 MaxLM243.00-4.007.50-9.500.30 Max 3.00 Max 1.30 Max0.50 Max0.50 Max0.20 MaxLM250.10 Max 6.50-7.500.20-0.450.10 Max0.50 Max0.30 Max0.10 Max0.20 MaxLM262.00-4.008.50-10.500.50-1.50 1.00 Max 1.20 Max0.50 Max1.00 Max0.20 MaxLM271.50-2.506.00-8.000.30 Max 1.00 Max0.80 Max0.20-0.600.30 Max0.20 MaxLM281.30-1.8017.00-20.000.80-1.500.20 Max0.70 Max0.60 Max0.80-1.500.20 MaxLM290.80-1.3022.00-25.000.80-1.300.20 Max0.70 Max0.60 Max0.80-1.300.20 MaxLM304.00-5.0016.00-18.000.40-0.700.20 Max 1.10 Max0.30 Max0.10 Max0.20 MaxU.K铜硅镁锌铁锰镍钛ZYCMAK2 2.5-3.00.02-0.05BAL0.1ZYCMAK30.25 Max 0.02-0.05BAL0.1ZYCMAK50.75-1.250.03-0.08BAL0.1ZYCMAK70.25 Max 0.005-0.02BAL0.075ZYCMAK80.8-1.30.8-1.3BAL0.075ZDC-10.75-1.250.03-0.06BAL0.02 MaxZDC-20.001Max0.03-0.06BAL0.01 MaxZDC-32.75-3.250.03-0.06BAL0.02 MaxZYC-A0.5 Max 0.02-0.06BAL0.1 Max锌合金锭化学成份(%)ZYC-B0.5 Max 0.02-0.06BAL0.1 MaxZYC-C0.5 Max 0.02-0.06BAL0.1 Max铅锡铬铝0.05 Max0.05 Max0.05 Max BAL 0.05 Max0.05 Max0.05 Max BAL 0.15 Max0.05 Max0.15 Max BAL 0.20 Max0.10 Max0.20 Max BAL 0.10 Max0.10 Max0.15 Max BAL 0.10 Max0.05 Max0.15 Max BAL 0.20 Max0.10 Max0.20 Max BAL 0.10 Max0.05 Max0.10 Max BAL 0.05 Max0.05 Max0.05 Max BAL 0.10 Max0.05 Max0.15 Max BAL 0.05 Max0.05 Max0.15 Max BAL 0.05 Max0.05 Max0.15 Max BAL 0.05 Max0.05 Max0.15 Max BAL 0.05 Max0.05 Max0.10 Max BAL 0.10 Max0.10 Max0.10 Max BAL 0.10 Max0.10 Max0.10 Max BAL 0.10 Max0.10 Max0.10 Max BAL 0.10 Max0.10 Max0.10 Max BAL铅锡铬铝0.1 Max BAL0.1 Max BAL0.1 Max BAL0.1 Max BAL0.3 Max BAL0.3 Max BAL0.2 Max BAL0.3 Max BAL0.3 Max BAL 0.20 Max0.10 Max BAL 铅锡铬铝BAL0.15 Max BAL0.15 Max BAL0.35 Max BAL0.35 Max BAL0.15 Max BAL0.15 Max BAL0.15 Max BAL0.05 Max BAL 铅锡铬铝0.30 Max0.20 Max BAL 0.10 Max0.10 Max BAL 0.05 Max0.05 Max BAL 0.10 Max0.05 Max BAL 0.10 Max0.05 Max BAL0.05 Max0.05 Max BAL0.10 Max0.10 Max BAL0.10 Max0.10 Max BAL0.10 Max0.05 Max BAL0.10 Max0.05 Max BAL0.10 Max0.10 Max BAL0.20 Max0.10 Max BAL0.10 Max0.05 Max BAL0.30 Max0.20 Max BAL0.10 Max0.05 Max BAL0.20 Max0.10 Max BAL0.20 Max0.10 Max BAL0.10 Max0.10 Max BAL0.10 Max0.10 Max BAL0.10 Max0.10 Max铅锡铬铝镉0.0050.003 3.5-4.30.0040.0050.003 3.5-4.30.0040.0050.003 3.5-4.30.0040.0030.001 3.5-4.30.0020.0060.0038.0-8.80.0060.0030.001Max 3.9-4.30.001Max0.0030.001Max 3.9-4.30.001Max0.0030.001Max 3.9-4.30.001Max0.015 Max 0.003Max 3.5-4.30.004Max0.015 Max 0.003Max 3.5-4.30.004Max0.015 Max 0.003Max 3.5-4.30.004Max。
国内外常用铝及铝合金牌号对照表新旧铝合金材料对比中华人民共和国国家标准铝合金 GB/T 15115-94压铸铝合金的化学成分和力学性能欧盟标准 EN1706:1998欧盟压铸铝合金化学成分和力学性能表部分国家标准对照合金系 ALLOY SYSTEM 状态 TEMPERL铝 R热加工状态 LF防锈铝合金(Ai-Mg、Ai-Mn), M--退火状态,LY 硬铝合金(Ai-Cu-Mg) Y--加工硬化状态 LC--超硬铝合金(Ai-Cu-Mg-Zn) C--淬火状态 LD--锻铝合金(Ai-Mg-Si&Cu-Mg-Si) CZ--淬火、自然时效状态 LT--特殊铝合金 CZY--淬火、自然时效,冷作状态 -CS-- 淬火、人工时效状态-CSY--淬火、人工时效,冷作状态 -Y2--半硬状态 -RCS(T5)--风冷、人工时效状态(GB/T16475-1996)基础状态代号、名称及说明与应用代号名称说明与应用F自由加工状态适用于在成型过程中,对于加工硬化和热处理条件无特殊要求的产品,该状态产品的力学性能不作规定 O 退火状态适用于经完全退火获得最低强度的加工产品 H 加工硬化状态适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理H代号后面必须跟有两位或三位阿拉伯数字 W 固溶热处理状态一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段 T 热处理状态(不同于F、O、H)适用于热处理后,经过(或不经过)加工硬化达到稳定状态的产品T代号后面必须跟有一个或多位阿拉伯数字HXY 细分状态代号与加工硬化程度细分状态代号加工硬化程度 HX1 抗拉强度极限为O与HX2状态的中间值 HX2 抗拉强度极限为O与HX4状态的中间值 HX3 抗拉强度极限为HX2与HX4状态的中间值 HX4 抗拉强度极限为O与HX8状态的中间值 HX5 抗拉强度极限为HX4与HX6状态的中间值 HX6 抗拉强度极限为HX4与HX8状态的中间值 HX7 抗拉强度极限为HX6与HX8状态的中间值 HX8 硬状态 HX9 超硬状态、最小抗拉强度极限制超过HX8状态至少10兆帕注:当按上表确定的HX1~HX9状态的抗拉强度极限值,不是0或5结尾时,应修约至以0或5结尾的相邻较大值。