FX2N的基本指令、步进指令及编程
- 格式:ppt
- 大小:1.52 MB
- 文档页数:81

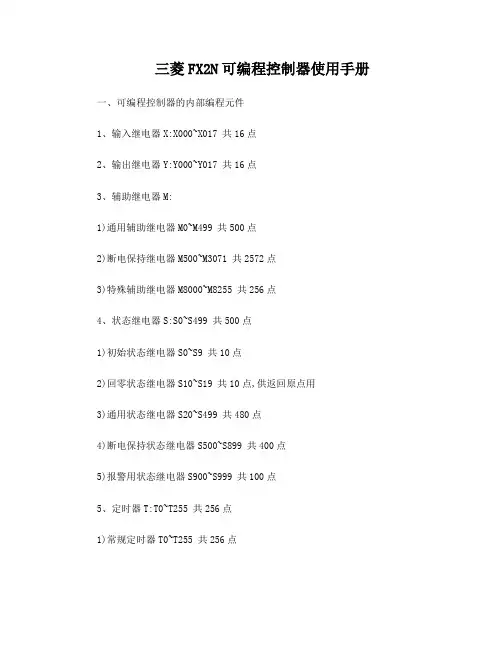
三菱FX2N可编程控制器使用手册一、可编程控制器的内部编程元件1、输入继电器X:X000~X017 共16点2、输出继电器Y:Y000~Y017 共16点3、辅助继电器M:1)通用辅助继电器M0~M499 共500点2)断电保持继电器M500~M3071 共2572点3)特殊辅助继电器M8000~M8255 共256点4、状态继电器S:S0~S499 共500点1)初始状态继电器S0~S9 共10点2)回零状态继电器S10~S19 共10点,供返回原点用3)通用状态继电器S20~S499 共480点4)断电保持状态继电器S500~S899 共400点5)报警用状态继电器S900~S999 共100点5、定时器T:T0~T255 共256点1)常规定时器T0~T255 共256点T0~T199为100ms定时器,共200点,其中T192~T199为子程序中断服务程序专用的定时器。
T200~T245为10ms定时器共46点2)积算定时器T246~T255 共10点T246~T249为1ms积算定时器共4点T250~T255为100ms积算定时器共6点6、计算器C:C0~C234 共235点1)16位计数器C0~C199 共200点其中C0~C99为通用型共100点C100~C199为断电保持型共100点2)32位加/减计数器C200~C234 共35点其中C200~C219为通用型共20点C220~C234为断电保持型共15点7、指针P/I1)分支用指针P0~P127 共128点2)中断用指针IXXX 共15点其中输入中断指针100~150 共6点定时中断指针16~18 共3点计数中断指针1010~1060 共6点8、数据寄存器D1)通用数据寄存器D0~D199 共200点2)断电保持数据寄存器D200~D7999其中断电保持用D200~D511 共312点不能用软件改变的断电保持D512~D7999 共7488点,可用RST和ZRST指令清除它的内容。
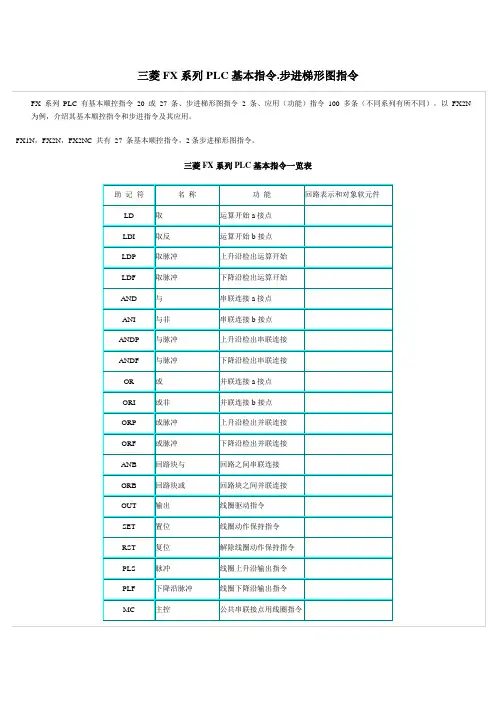
图 1 取指令与输出指令的使用取指令与输出指令的使用说明:1 )LD 、LDI 指令既可用于输入左母线相连的触点,也可与ANB 、ORB 指令配合实现块逻辑运算;2 )LDP 、LDF 指令仅在对应元件有效时维持一个扫描周期的接通。
图3-15 中,当M1 有一个下降沿时,则Y3 只有一个扫描周期为ON 。
3 )LD 、LDI 、LDP 、LDF 指令的目标元件为X 、Y 、M 、T 、C 、S ;4 )OUT 指令可以连续使用若干次(相当于线圈并联),对于定时器和计数器,在OUT 指令之后应设置常数K 或数据寄存器。
5 )OUT 指令目标元件为Y 、M 、T 、C 和S ,但不能用于X 。
FX系列PLC —触点串联指令(AND/ANI/ANDP/ANDF)( 1 )AND (与指令)一个常开触点串联连接指令,完成逻辑“与”运算。
( 2 )ANI (与反指令)一个常闭触点串联连接指令,完成逻辑“与非”运算。
( 3 )ANDP 上升沿检测串联连接指令。
( 4 )ANDF 下降沿检测串联连接指令。
触点串联指令的使用如图 1 所示。
图 1 触点串联指令的使用触点串联指令的使用的使用说明:1 )AND 、ANI 、ANDP 、ANDF 都指是单个触点串联连接的指令,串联次数没有限制,可反复使用。
2 )AND 、ANI 、ANDP 、ANDF 的目标元元件为X 、Y 、M 、T 、C 和S 。
3 )图1 中OUT M101 指令之后通过T1 的触点去驱动Y4 称为连续输出。
FX系列PLC —触点并联指令(OR/ORI/ORP/ORF)( 1 )OR (或指令)用于单个常开触点的并联,实现逻辑“或”运算。
( 2 )ORI (或非指令)用于单个常闭触点的并联,实现逻辑“或非”运算。
( 3 )ORP 上升沿检测并联连接指令。
( 4 )ORF 下降沿检测并联连接指令。
触点并联指令的使用如图 1 所示。
图 1 触点并联指令的使用触点并联指令的使用说明:1 )OR 、ORI 、ORP 、ORF 指令都是指单个触点的并联,并联触点的左端接到LD 、LDI 、LDP 或LPF 处,右端与前一条指令对应触点的右端相连。
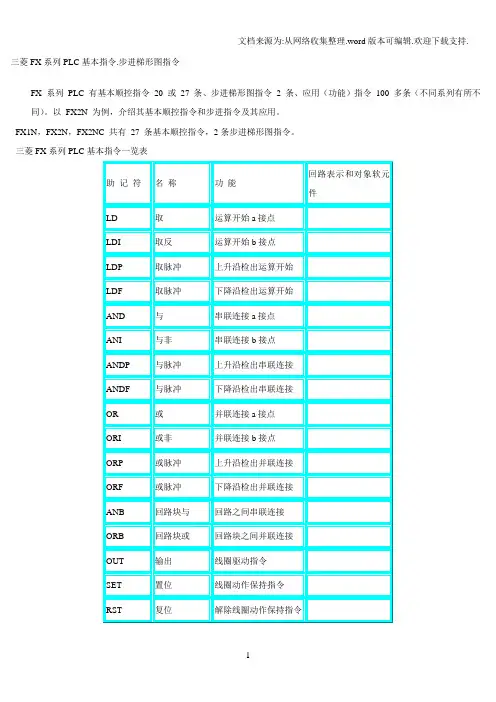
三菱FX系列PLC基本指令.步进梯形图指令FX 系列PLC 有基本顺控指令20 或27 条、步进梯形图指令2 条、应用(功能)指令100 多条(不同系列有所不同)。
以FX2N 为例,介绍其基本顺控指令和步进指令及其应用。
FX1N,FX2N,FX2NC 共有27 条基本顺控指令,2条步进梯形图指令。
三菱FX系列PLC基本指令一览表FX系列PLC —取指令与输出指令(LD/LDI/LDP/LDF/OUT)( 1 )LD (取指令)一个常开触点与左母线连接的指令,每一个以常开触点开始的逻辑行都用此指令。
( 2 )LDI (取反指令)一个常闭触点与左母线连接指令,每一个以常闭触点开始的逻辑行都用此指令。
( 3 )LDP (取上升沿指令)与左母线连接的常开触点的上升沿检测指令,仅在指定位元件的上升沿(由OFF → ON )时接通一个扫描周期。
( 4 )LDF (取下降沿指令)与左母线连接的常闭触点的下降沿检测指令。
( 5 )OUT (输出指令)对线圈进行驱动的指令,也称为输出指令。
取指令与输出指令的使用如图 1 所示。
图 1 取指令与输出指令的使用取指令与输出指令的使用说明:1 )LD 、LDI 指令既可用于输入左母线相连的触点,也可与ANB 、ORB 指令配合实现块逻辑运算;2 )LDP 、LDF 指令仅在对应元件有效时维持一个扫描周期的接通。
图3-15 中,当M1 有一个下降沿时,则Y3 只有一个扫描周期为ON 。
3 )LD 、LDI 、LDP 、LDF 指令的目标元件为X 、Y 、M 、T 、C 、S ;4 )OUT 指令可以连续使用若干次(相当于线圈并联),对于定时器和计数器,在OUT 指令之后应设置常数K 或数据寄存器。
5 )OUT 指令目标元件为Y 、M 、T 、C 和S ,但不能用于X 。
FX系列PLC —触点串联指令(AND/ANI/ANDP/ANDF)( 1 )AND (与指令)一个常开触点串联连接指令,完成逻辑“与”运算。
F X2N可编程手册说明书(总78页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除三菱FX2N 型可编程控制器成套设备实训指导手册(A)亚龙科技集团有限公司前言可编程序控制器(programmable controller)简称 PLC,它是美国 60 年代来在传统的顺序控制器基础上引入微电子技术和计算机技术而研制出的新型工业自动控制装置。
当前,在我国 PLC 已经广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻工、交通运输、环保以及文化娱乐等各种行业。
全国各大中专院校、职业高中、技校均已开设了这门课。
为了配合教学,提高学生学习 PLC 可编程控制器的兴趣及实际应用能力,我们开发了“可编程控制器实训成套设备”。
该设备在研制过程中充分的考虑了教育部颁部的教学大纲中的要求及规划教材的内容,无论从 PLC 可编程控制器的选型、还是实训内容均与教材紧密配合,使师生们在应用时感到轻松、方便。
实训主机选用三菱公司生产的 FX2N-48MR 型 PLC,这种 PLC 功能强、体积小、性能价格比高。
实训演示单元目前开发了交流三相电动机控制、全自动洗衣机控制、步进电机控制、交通信号灯控制、四层电梯控制及电镀自动生产线控制等。
学生通过实训,可以加深理解各种指令的特点及其功能、提高编程技巧、培养学生应用 PLC 的能力。
本手册共分三部分,第一部分介绍 FX 编程软件的应用,第二部分是编程训练,第三部分介绍 PLC 的应用实训。
本手册由于编写时间仓促、如有不当之处恳切希望读者批评指正。
目录第一部分 SWOPC-FXGP/WIN-C(中文版) (1)一、SWOPC-FXGP/WIN-C 软件的使用 (1)二、编程练习.................................................................................................................... (5)第二部分可编程控制器基本指令训练 (12)一、亚龙可编程控制器成套实训设备说明 (12)二、FX2N 可编程控制器简介........................................................................................................12三、可编程控制器基本指令训练.............................................................................................. (13)实验一、自锁电路................................................................................................... (13)实验二、S/R 置位复位指令.......................................................................................... (13)实验三、PLS 脉冲指令.................................................................................................... (14)实验五、定时器指令与应用.......................................................................................... (15)实验六、计数器指令与应用.......................................................................................... (16)实验七、跳步指令CJ ................................................................................................... (17)实验八、主控与主控复位指令MC/MCR (17)实验九、步进指令................................................................................................... (18)第三部分 PLC 应用实训............................................................................................................. (21)实训一、全自动洗衣机的控制 (21)实训二、三相电动机的顺序控制 (24)实训三、步进电机控制.................................................................................................... (28)实训四、交通灯控制................................................................................................... (32)实训五、四层电梯控制.................................................................................................... (35)实训六电镀生产线控制...................................................................................................... 40实训七、水塔水位自动控制.......................................................................................... (44)实训八、自控成形机................................................................................................... (47)实训九、多种液体自动混合.......................................................................................... (51)实训十、自动送料装车系统.......................................................................................... (54)实训十一、自控轧钢机.................................................................................................... (57)实训十二、邮件分拣机.................................................................................................... (61)实训十三、铁塔之光................................................................................................... (65)附录Ⅰ、软元件地址的分配 (68)附录Ⅱ、基本指令一览表............................................................................................................ (69)附录Ⅲ、特殊辅助继电器、特殊数据寄存器 (70)第一部分 SWOPC-FXGP/WIN-C(中文版)软件的使用说明及编程练习一、SWOPC-FXGP/WIN-C 软件的使用1、概述SWOPC - FXGP / WIN - C 为一个应用于FX 系列可编程控制器的编程软件,可以在Windows98/ME/2000/XP 操作系统下进行梯形图的编辑和指令表程序的编辑。