金属工艺学(邓文英, 郭晓鹏, 邢忠文主编) 06第六章
- 格式:ppt
- 大小:8.48 MB
- 文档页数:64
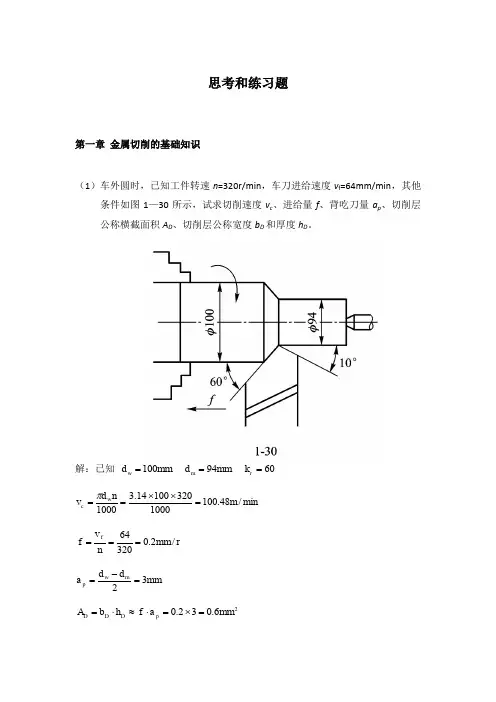
金属工艺学_邓文英_第五版_课后习题参考答案第一章(p11)1.什么是应力?什么是应变?答:应力是试样单位横截面的拉力;应变是试样在应力作用下单位长度的伸长量2.缩颈现象在拉伸实验中当载荷超过拉断前所承受的最大载荷时,试样上有部分开始变细,出现了“缩颈”。
缩颈发生在拉伸曲线上bk段。
不是,塑性变形在产生缩颈现象前就已经发生,如果没有出现缩颈现象也不表示没有出现塑性变形。
布氏硬度法和洛氏硬度法各有什么优缺点?下列材料或零件通常采用哪种方法检查其硬度?库存钢材硬质合金刀头锻件台虎钳钳口洛氏硬度法测试简便,缺点是测量费时,且压痕较大,不适于成品检验。
布氏硬度法测试值较稳定,准确度较洛氏法高。
;迅速,因压痕小,不损伤零件,可用于成品检验。
其缺点是测得的硬度值重复性较差,需在不同部位测量数次。
硬质合金刀头,台虎钳钳口用洛氏硬度法检验。
库存钢材和锻件用布氏硬度法检验。
第五题下列符号所表示的力学性能指标名称和含义是什么b抗拉强度它是指金属材料在拉断前所能承受的最大应力.屈服点它是指拉伸试样产生屈服时的应力。
0.2规定残余拉伸强度1疲劳强度它是指金属材料在应力可经受无数次应力循环不发生疲劳断裂,此应力称为材料的疲劳强度。
应力它指试样单位横截面的拉力。
aK冲击韧度它是指金属材料断裂前吸收的变形能量的能力韧性。
HRC洛氏硬度它是指将金刚石圆锥体施以100N的初始压力,使得压头与试样始终保持紧密接触,然后,向压头施加主载荷,保持数秒后卸除主载荷。
以残余压痕深度计算其硬度值。
HBS布氏硬度它是指用钢球直径为10mm,载荷为3000N为压头测试出的金属的布氏硬度。
HBW布氏硬度它是指以硬质合金球为压头的新型布氏度计。
第二章(p23)(1)什么是“过冷现象”过冷度指什么?答:实际结晶温度低于理论结晶温度(平衡结晶温度),这种线性称为“过冷”。
理论结晶温度与实际结晶温度之差,称为过冷度。
(2)金属的晶粒粗细对其力学性能有什么影响?细化晶粒的途径有哪些?答:金属的晶粒粗细对其力学性能有很大影响。
金属工艺学课后习题答案主编:邓文英郭晓鹏P 61(2)影响铸铁石墨化的主要因素是什么?为什么铸铁的牌号不能用化学成分来表示?答:影响铸铁石墨化的主要因素是化学成分和冷却速度。
化学成分碳既是形成石墨的元素,又是促进石墨化的元素,含碳愈高,析出的石墨愈多、愈粗大而基体铁素体增加、珠光体减少;反之,含碳愈底,石墨减少且细化。
硅是强烈促进石墨化的元素,随着硅的增加,石墨显著增多。
冷却速度相同化学成分的铸铁,若冷却速度不同,起组织和性能也不同。
由于铸铁的性能不仅取决于化学成分还与其壁厚密切相关。
(5)某产品上的灰铸铁件壁厚计有5mm、25mm两种,力学性能全部要求σb=220MPa,若全部选用HT200,是否正确?答:不正确;壁厚为25mm处无法达到要求220MPa。
P 73(1)为什么手工造型认识目前不可忽视的造型方法?机器造型有哪些优越性?其工艺特点有哪些?答:手工造型操作灵活,大小件均可,可采用各种,模样及型芯,通过两三箱造型等方法制出外廓及形腔复杂的铸件;对模样的要求不高,一般采用成本较低的实体木模样;对沙箱的要求也不高,因此任是不可忽视的造型方法。
机器造型可大大提高劳动生产率,改造劳动条件,铸件尺寸精确、表面光洁,加工余量小。
机器造型的工艺特点通常采用模板进行两箱造型;模板是将模样、浇注系统沿分型面与模底板连成一整体的专用模具,不能紧实中箱,故不能能进行三箱造型。
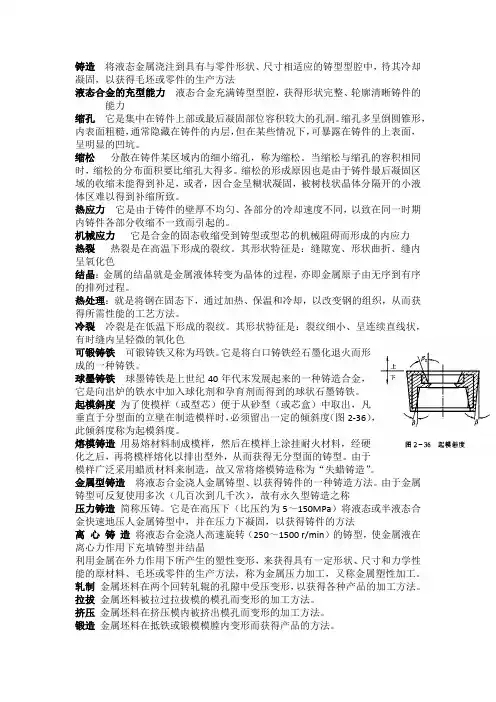
(2)什么是铸造工艺图?它包括哪些内容?它在铸件生产的准备阶段起着哪些重要作用?答:铸造工艺图是在零件图上用各种工艺符号及参数表示出铸造方案的图形。
包括:浇注位置,铸型分型面,型芯的数量、形状、尺寸及固定方法,加工余量,收缩率,浇注系统,起模斜度,冒口和冷铁的尺寸和布置。
是指导模样设计、生产准备、铸型制造和铸件检验的基本工艺文件。
P 81(2)什么是铸件的结构斜度?它起模斜度有何不同?答:结构斜度是指铸件结构所具有的斜度,而起模斜度则是为了便于起模,平行起模方向的模样表面上所增加的斜度;此铸件在起模时有不合理的地方。
《金属工艺学》课程教学大纲一、课程基本信息课程代码:050155课程名称:金属工艺学英文名称:Metal Technology课程类别:学科基础课学时: 40学分:2适用对象: 机械设计制造及其自动化专业考核方式:测试先修课程:《机械制图》,《工程材料》。
二、课程简介金属工艺学是机械类、材料类及其他近机类各专业学生必修的一门综合性的专业基础课,是研究工程材料加工方法的一门学科。
1.主要内容包括:铸造、塑性成型、焊接和金属切削加工四大部分的基础知识,涉及工程材料加工工艺的各个方面。
通过本课程的学习,可以后为续课程的学习及毕业后从事相关工作打下坚实的基础。
The metal technology is mostly all-around course of enginery profession, material profession et cetera near enginery profession. Its mostly content have casting, plasticity shaping, welding, metal cutting. Dealing with engineering materials processing technical. By learning the course, it can enhance student’s adaptability to the course on and after and mechanical skill work of finish school.三、课程性质和教学目的课程的性质:金属工艺学是一门研究金属加工方法的一门科学,是高等工科院校机械类各专业必修的技术基础课。
教学目的:学生通过本课程的学习,获得常用金属材料及其加工工艺方面的知识,为学习其他有关课程及以后从事机械和加工制造方面的工作奠定必要的基础。
通过教学使学生掌握下列知识:1、掌握各种主要加工方法的基本原理和工艺特点。
第1篇第一章绪论一、填空题1. 金属工艺学是研究金属材料的加工、成形和性能的科学。
2. 金属工艺学的研究对象包括金属材料的加工、成形和性能。
3. 金属工艺学的研究内容包括金属材料的制备、加工、成形和性能评价。
二、选择题1. 金属工艺学的研究对象是()。
A. 金属材料的制备B. 金属材料的加工C. 金属材料的成形D. 以上都是答案:D2. 金属工艺学的研究内容包括()。
A. 金属材料的制备B. 金属材料的加工C. 金属材料的成形D. 金属材料的性能评价答案:D三、简答题1. 简述金属工艺学的研究内容。
答:金属工艺学的研究内容包括金属材料的制备、加工、成形和性能评价。
具体如下:(1)金属材料的制备:研究金属材料的冶炼、铸造和粉末冶金等制备方法。
(2)金属材料的加工:研究金属材料的切割、变形、热处理等加工方法。
(3)金属材料的成形:研究金属材料的冲压、弯曲、拉伸等成形方法。
(4)金属材料的性能评价:研究金属材料的力学性能、物理性能、化学性能等。
2. 简述金属工艺学的研究意义。
答:金属工艺学的研究意义如下:(1)提高金属材料的加工效率和质量,降低生产成本。
(2)拓宽金属材料的加工领域,满足不同行业的需求。
(3)推动金属工艺技术的发展,提高金属材料的性能和寿命。
(4)促进金属加工行业的科技进步和产业升级。
第二章金属材料的制备一、填空题1. 金属材料的制备主要包括冶炼、铸造和粉末冶金等。
2. 冶炼是将金属从矿石中提取出来的过程。
3. 铸造是将金属熔化后浇注成一定形状的过程。
二、选择题1. 金属材料的制备方法中,属于热加工工艺的是()。
A. 冶炼B. 铸造C. 粉末冶金D. 以上都是答案:D2. 下列哪种金属材料的制备方法属于热加工工艺()。
A. 钢铁冶炼B. 铝合金铸造C. 钛合金粉末冶金D. 铜合金挤压答案:B三、简答题1. 简述冶炼的过程。
答:冶炼是将金属从矿石中提取出来的过程,主要包括以下几个步骤:(1)选矿:从矿石中分离出有价值的金属矿物。
金属工艺学课程教学大纲英文名称:Metallurgical Technology 课程编码:01110230学时:32 学分:2课程性质:学科基础课课程类别:理论课先修课程:高等数学、金工实习、机械制图开课学期:第四学期或第五学期适用专业:石油工程、工业工程、金属材料工程、无机非金属材料工程一、课程的性质及任务:本课程是高等学校本科工业工程专业的学科基础课,主要研究常用机械零件的坯料制造、结构工艺、加工方法和加工工艺。
通过本课程的学习使学生具备零件毛坯制造及机械加工工艺知识,为后续相关课程学习、课程设计和毕业设计等提供工艺理论支持。
二、教学目标与要求本课程学习与金工实习联系密切,通过本课程的学习,根据所加工零件的性能要求,具有选择零件毛坯的制造方法和制定制造结构工艺的初步能力,具有选择零件毛坯的加工方法及制定加工工艺的初步能力。
三、课程内容及学习方法:第一章铸造[教学目的与要求]:通过本章节的讲授,使学习者了解铸造的优缺点及其应用,能够对零件毛坯进行铸造工艺分析。
了解合金的铸造性能对铸件质量的影响,掌握缩孔及缩松的预防措施,理解铸造应力和变形的产生及危害,掌握砂型铸造,了解特种铸造的特点及应用。
[本章主要内容]:1.1 铸造工艺基础1.2 常用合金铸件的生产1.3 砂型铸造1.4 特种铸造1.5 铸件结构设计[本章重点]:1.铸件的凝固与收缩2.铸造内应力、变形和裂纹3.铸件质量控制4.造型方法5.浇注位置和分型面选择6.铸件结构设计[本章难点]:1.铸件的凝固与收缩2.铸造内应力、变形和裂纹3.浇注位置和分型面选择第二章金属压力加工[教学目的与要求]:通过本章节的讲授,使学习者能够理解金属塑性变形的实质,理解金属塑性变形对金属组织和性能的影响,了解锻造方法特点及工艺,了解板料冲压的特点及应用。
[本章主要内容]:2.1 金属的塑性变形2.2 锻造2.3 板料冲压2.4 特种压力加工方法简介[本章重点]:1.塑性变形对金属组织和性能的影响2.自由锻和模锻3.锻造工艺规程制定4.锻件结构的工艺性5.板料冲压的分离工序6.板料冲压的变形工序[本章难点]:1.塑性变形对金属组织和性能的影响2.锻造工艺规程制定3.板料冲压分离和变形工序第三章焊接[教学目的与要求]:通过本章节的讲授,使学习者了解焊接的概念及电弧的结构,理解焊接接头的组织与性能,了解焊接应力与变形,了解电焊条的组成、作用、种类及选用原则,了解常用的焊接方法及特点。
《金属工艺学》课程教学大纲课程代码:050032001课程英文名称:Metal Technology课程总学时:24 讲课:24 实验:0 上机:0适用专业:机电类各专业、材料类各专业大纲编写(修订)时间:2012.7一、大纲使用说明(一)课程的地位及教学目标1.课程地位:金属工艺学是专业基础课、必修课。
2.教学目标:使学生了解常用金属材料的成分、组织、性能及热处理工艺之间的关系。
掌握铸造、锻造、焊接、热处理和切削加工的工艺基础知识,目标是培养学生的创新创业能力,激发学生对科学研究或创造发明的浓厚兴趣,全面提升学生的工程素质和实践能力,为学习其它有关专业课程和将来从事生产技术工作奠定必要的理论基础。
(二)知识、能力及技能方面的基本要求1.知识方面的基本要求:了解金属结构的主要类型和特点;掌握金属的基本工艺性能;了解钢的热处理方法和钢的组织结构;掌握铸造的基本原理和工艺方法;了解铸造工艺设计;掌握锻压和冲压的基本原理和工艺方法;了解自由锻和冲裁的工艺设计;掌握焊接的基本原理和工艺方法;了解手工电弧焊的工艺设计;掌握金属切削的基本原理;了解切削刀具和切削工艺的设计;掌握金属的车削、钻削、铣削、磨削的基本工艺方法;了解其工艺设计;了解螺纹加工、齿形加工、磨料精密加工、刀具精密加工的原理和工艺方法。
2.能力方面的基本要求初步具备分析金属冷、热加工过程中出现的工艺问题的能力。
3.技能方面的基本要求在实习过程中掌握各种设备的结构和原理及操作规程,同时在原有设备的基础上,能够初步对设备进行改造和更新,不断完善工艺规程。
(三)实施说明本教学大纲依据专业指导性教学计划制定,指导教学环节。
教学以课堂讲授为主,紧密结合金属工艺实习教学。
对课程中的重点问题着重讲解。
本课程具有理论性和实践性,因此在教学过程中要注意理论联系实际,通过工程实例锻炼学生分析解决问题的能力。
本课程采用启发式教学,培养学生思考问题、分析问题和解决问题的能力;通过课后作业调动学生学习的主观能动性。
精心整理
金属工艺学课后习题答案
主编:邓文英郭晓鹏
P.141
(1)何为生产过程、工艺过程、工序?
答:生产过程:由原材料制成各种零件并装配成机器的全过程,包括原材料的运输 保管、生产准备、制造毛坯、切削加工、装配、检验及试车、油漆
和包装等;
工艺过程:在生产过程中,直接改变原材料(或毛坯)的形状、尺寸或性能, 使之变成成品的过程,又包括若干道工序。
程。
(8(9(6).a (3(2(3(4)粗车另一端外圆至φ18*64
(5)半精车该外圆至φ16*65
(6)精车该外圆至φ16*65
铣立式铣床粗-精铣方头
热淬火后低温回火35HRC
钳修研中心孔。
金属工艺学教案机械系.机械教研室授课时间:班级:本课课题:绪论教学目的和要求:1.了解本课程的性质、任务和在生产中的地位。
2.了解本课程内容和机械产品制造全过程的概念。
3.熟悉学习本课程的基本要求和方法。
重点与难点:了解本课程的性质及意义。
教学方法:讲授法和录像观摩。
课型:理论课金属工艺学(邓文英主编)教学过程绪论一、为什么要学金属工艺学(机械工程材料工艺学)?金属工艺学是一门传授有关制造金属零件工艺方法的综合性技术基础课。
它主要传授各种工艺方法本身的规律性及其在机械制造中的应用和相互关系;金属零件的加工工艺过程和结构工艺性;常用金属材料性能对加工工艺的影响;工艺方法的综合比较等。
研究的对象:常用的工程材料、材料的各种加工处理工艺。
例如:钢铁、铝合金、铜合金、塑料等材料及热处理工艺、焊接工艺、铸造工艺、切削加工工艺等加工处理工艺。
举例:常用主轴材料:45。
技术要求:调质处理。
箱体材料:HT200。
技术要求:退火。
国家工业发展的三大支柱:材料、信息、微机。
1.工程材料是国家工业发展的物质基础。
工业和日常生活都离不开工程材料的使用,研究材料最终是为人类的文明进步而服务。
2.作为工科类专业所必须掌握的一门功课。
基础课→(桥梁)→专业课机械工程材料工艺学是一门技术基础课,对专业课和基础课起着桥梁的作用。
二、机械工程材料工艺学课程有什么特点?1.本课程同实践紧密相联系,是一门实践性很强的学科。
2.通过生产实践才能融会贯通地学习掌握(安排了钳工、金工实习)。
3.为了弥补实践方面的不足,采用录像教学以及到工厂参观和实习,通过师生的相互努力来学好这门功课。
三、怎样才能学好机械工程材料工艺学?1.注意各章节的联系、学习、复习、巩固、应用、总结。
2.要理解、要提问题、不能累计问题。
3.抓住主要内容:金属材料及热处理基本知识,铸造、锻造、焊接、切削加工基本常识。
随着科学技术和生产力的不断发展,金属工艺学的内容构成也有所发展。
+《金属工艺学》教学设计一、本课程的内容体系1、基本描述课程名称:金属工艺学(冷、热加工两部分)英文名称:metalworking technology总学时:30 (冷加工部分15学时,热加工部分15学时)授课对象:机电学院工业设计专业课程要求:必修分类:技术基础课开课时间:第二学期先修课:金工实习二课程的性质、研究对象及任务本课程是依据工科大学生的培养目标而设置的一门技术基础课。
它既是对机械类专科生进行现代制造方法和工艺技术教育的一个重要环节,又是对他们进行的第一次工程实践训练,同时也是大学阶段唯一一次较系统的工艺训练。
本课程的特点是实践性和综合性较强。
随着工程领域内新材料、新技术、新工艺的不断涌现,金工课程的内容也越来越丰富,课程体系也正在发生重大变化。
管理类专业关于机械加工和金属材料方面的工艺课时已大为缩减,这样就使《金属工艺学》在机械和材料工程课程中的工艺教育方面显得尤为突出,尤其是对于管理专业的学生。
在淡化专业教育方面,该课程也起着重要作用。
对于管理类的专科生,他们冷加工方面的课程学时比重较大,而热加工学时相对较少。
因此,《金属工艺学》所讲授的金属加工工艺方面的知识就显得更加重要。
通过本课程的学习,能够使学生掌握金属结构、金属工艺性能、金属材料、铸造、锻压及焊接方面的基本知识。
此外,还可以使学生掌握一种融会贯通的能力,深刻理解各加工工艺方法之间的本质联系。
三教材的选择与分析。
本课程公开出版的教材有许多种。
比较适合我校非机、近机类专科生使用的教材常用的有以下几种:1邓文英编,金属工艺学,高等教育出版社,1991。
2邢忠文、张学仁主编,金属工艺学,哈尔滨工业大学出版社,2003。
3苏芳庭,金属工艺学(机械类各专业用),高等教育出版社,1990、11。
4骆志斌,金属工艺学(非机械类专业),东南大学出版社,1994、11。
由邓文英编写的教材1是全国金工行业的经典教材,曾经多次再版及多次印刷,1998.8第十一次印刷时,累计印刷数量已达50万册。