5M1E-人机料法环测
- 格式:ppt
- 大小:531.00 KB
- 文档页数:14
5M1E分析法(人、机、料、法、环、测)造成产品质量的波动的原因主要有6个因素:a) 人(Man/Manpower):操作者对质量的认识、技术熟练程度、身体状况等;b) 机器(Machine):机器设备、工夹具的精度和维护保养状况等;c) 材料(Material):材料的成分、物理性能和化学性能等;d) 方法(Method):这里包括加工工艺、工装选择、操作规程等;e)测量(Measurement):测量时采取的方法是否标准、正确;f) 环境(Enviromen)工作地的温度、湿度、照明和清洁条件等;由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
6要素只要有一个发生改变就必须重新计算。
5M1E各因素分析及控制措施1、操作人员因素凡是操作人员起主导作用的工序所生产的缺陷,一般可以由操作人员控制造成操作误差的主要原因有:质量意识差;操作时粗心大意;不遵守操作规程;操作技能低、技术不熟练,以及由于工作简单重复而产生厌烦情绪等。
防误可控制措施:(1)加强“质量第一、用户第一、下道工序是用户”的质量意识教育,建立健全质量责任制;(2)编写明确详细的操作流程,加强工序专业培训,颁发操作合格证;(3)加强检验工作,适当增加检验的频次;(4)通过工种间的人员调整、工作经验丰富化等方法,消除操作人员的厌烦情绪;(5)广泛开展QCC品管圈活动,促进自我提高和自我改进能力。
2、机器设备因素主要控制措施有:(1)加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制;(2)采用首件检验,核实定位或定量装置的调整量;(3)尽可能培植定位数据的自动显示和自动记录装置,经减少对工人调整工作可靠性的依赖。
3、材料因素主要控制措施有(1)在原材料采购合同中明确规定质量要求;(2)加强原材料的进厂检验和厂内自制零部件的工序和成品检验;(3)合理选择供应商(包括“外协厂”);(4)搞好协作厂间的协作关系,督促、帮助供应商做好质量控制和质量保证工作。

5M1E目录1. 前言2. 5M1E的简介3. 5M1E的应用4. 5M1E的精髓前言:工厂现场管理的六个指标------PQCDSM:效率(P roductivity)、质量(Q uality)、成本(C osting)、交期(D eadline)、安全(S afety),士气(M orale)以上指标所要求的最终目的,是指在保证品质的前提下,用最少的人员、最少的设备,最短的生产时间,创造出高品质的产品。
产品质量:全面产品质量包括产品的性能、寿命、可靠性、安全性、价格、交货日期、服务等在一定条件下的最佳组合。
工作质量:为保证达到产品质量标准所做的管理工作,对企业来说其中包括了组织工作、技术工作以及政治思想工作等全部工作质量。
对产品来说包括了研发、设计、采购、制造、检验、销售、售后服务。
等一系列的工作质量。
工序质量:产品是由人用一定的生产工具对原材料,按照一定生产程序、在一定环境中制造出来的,就是我们所说的生产制造工序。
工作质量保证了工序质量,工序质量保证了产品质量,产品质量是全面质量管理的综合反映。
某个工人,用同一批原材料在同一台机器设备上所生产出来的同一种零件,其质量特性值不会完全一样。
这就是我们常说的产品质量特性值有波动(或称分散、差异)的现象。
这种现象反映了产品质量具有“波动性”这个特点。
产品质量波动产生的原因:1.人员(M an)操作者对质量的认识、技术熟练程度、身体状况等2.机器(M achine)机器设备、工夹具的精度维护保养状况等3.材料(M aterial)材料的成分、物理性能和化学性能等4.方法(M ethod)包括加工工艺、工装的选择、操作规范等5.测量(M easurement)测量时的方法是否标准、正确等6.环境(E nvironment)工作地的温度、温度、照明和清洁条件等5M1E的简介:简称:人、机、料、法、环、测。
是现场管理的六大要素,是全面质量管理理论(TQM/TQC)中的六个影响产品质量的主要因素。
5M1E分析法5M1E分析法(人、机、料、法、环、测)造成产品质量的波动的原因主要有6个因素:a)人(Man/Manpower ): 操作者对质量的认识、技术熟练程度、身体状况等;b)机器(Machine): 机器设备、工夹具的精度和维护保养状况等;c)材料(Material): 材料的成分、物理性能和化学性能等;d)方法(Method): 这里包括加工工艺、工装选择、操作规程等;e)测量(Measurement ):测量时采取的方法是否标准、正确;f)环境(Environment)工作地的温度、湿度、照明和清洁条件等;由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
6要素只要有一个发生改变就必须重新计算。
5M1E各因素分析及控制措施1、操作人员因素凡是操作人员起主导作用的工序所生产的缺陷,一般可以由操作人员控制造成操作误差的主要原因有:质量意识差;操作时粗心大意;不遵守操作规程;操作技能低、技术不熟练, 以及由于工作简单重复而产生厌烦情绪等。
防误可控制措施:(1)加强质量第一、用户第一、下道工序是用户”的质量意识教育,建立健全质量责任制;(2)编写明确详细的操作流程,加强工序专业培训,颁发操作合格证;(3)加强检验工作,适当增加检验的频次;(4 )通过工种间的人员调整、工作经验丰富化等方法,消除操作人员的厌烦情绪;(5 )广泛开展QCC品管圈活动,促进自我提高和自我改进能力。
2、机器设备因素主要控制措施有:(1)加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制;(2)采用首件检验,核实定位或定量装置的调整量;(3)尽可能培植定位数据的自动显示和自动记录装置,经减少对工人调整工作可靠性的依赖。
3、材料因素主要控制措施有(1)在原材料采购合同中明确规定质量要求;(2)加强原材料的进厂检验和厂内自制零部件的工序和成品检验;(3 )合理选择供应商(包括外协厂”);(4)搞好协作厂间的协作关系,督促、帮助供应商做好质量控制和质量保证工作。
5M1E分析法(人、机、料、法、环、测)造成产品质量的波动的原因主要有6个因素:a) 人(Man/Manpower):操作者对质量的认识、技术熟练程度、身体状况等;b) 机器(Machine):机器设备、工夹具的精度和维护保养状况等;c) 材料(Material):材料的成分、物理性能和化学性能等;d) 方法(Method):这里包括加工工艺、工装选择、操作规程等;e)测量(Measurement):测量时采取的方法是否标准、正确;f) 环境(Enviromen)工作地的温度、湿度、照明和清洁条件等;由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
6要素只要有一个发生改变就必须重新计算。
5M1E各因素分析及控制措施1、操作人员因素凡是操作人员起主导作用的工序所生产的缺陷,一般可以由操作人员控制造成操作误差的主要原因有:质量意识差;操作时粗心大意;不遵守操作规程;操作技能低、技术不熟练,以及由于工作简单重复而产生厌烦情绪等。
防误可控制措施:(1)加强“质量第一、用户第一、下道工序是用户”的质量意识教育,建立健全质量责任制;(2)编写明确详细的操作流程,加强工序专业培训,颁发操作合格证;(3)加强检验工作,适当增加检验的频次;(4)通过工种间的人员调整、工作经验丰富化等方法,消除操作人员的厌烦情绪;(5)广泛开展QCC品管圈活动,促进自我提高和自我改进能力。
2、机器设备因素主要控制措施有:(1)加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制;(2)采用首件检验,核实定位或定量装置的调整量;(3)尽可能培植定位数据的自动显示和自动记录装置,经减少对工人调整工作可靠性的依赖。
3、材料因素主要控制措施有(1)在原材料采购合同中明确规定质量要求;(2)加强原材料的进厂检验和厂内自制零部件的工序和成品检验;(3)合理选择供应商(包括“外协厂”);(4)搞好协作厂间的协作关系,督促、帮助供应商做好质量控制和质量保证工作。
企业生产现场管理5M1E “人机料法环测”,你了解吗现场管理的六个要素即:人、机、料、法、环、测。
也就是以下要介绍的5M1E分析法。
首先我们来了解一下什么是5M1E?a) 人(Man):操作者对质量的认识、技术熟练程度、身体状况等;b) 机器(Machine):机器设备、测量仪器的精度和维护保养状况等;c) 材料(Material):材料的成分、物理性能和化学性能等;d) 方法(Method):这里包括生产工艺、设备选择、操作规程等;e) 测量(Measurement):主要指测量时采取的方法是否标准、正确;f) 环境(Environment):工作地的温度、湿度、照明和清洁条件等;由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
我们知道工序是产品形成的基本环节,工序质量是保障产品质量的基础,工序质量对产品质量、生产成本、生产效率有着重要影响。
工序标准化作业对工序质量的保证起着关键作用,工序标准化在工序质量改进中具有突出地位。
工序质量受5M1E即人、机、料、法、环、测六方面因素的影响,工序标准化就是要寻求5M1E的标准化。
那么我们如何控制这六个因素形成标准化以达到稳定产品质量的目的呢?1、操作人员因素(人)人的分析:1)技能问题?2)制度是否影响人的工作?3)是选人的问题吗?4)是培训不够吗?5)是技能不对口吗?6)是人员对公司心猿意马吗?7)有责任人吗?8)人会操作机器?人适应环境吗?人明白方法吗?人认识料吗?主要控制措施:(1)生产人员符合岗位技能要求,经过相关培训考核。
(2)对特殊工序应明确规定特殊工序操作、检验人员应具备的专业知识和操作技能,考核合格者持证上岗。
(3)操作人员能严格遵守公司制度和严格按工艺文件操作,对工作和质量认真负责。
(4)检验人员能严格按工艺规程和检验指导书进行检验,做好检验原始记录,并按规定报送。
2、机器设备因素(机)机的分析:就是指生产中所使用的设备、工具等辅助生产用具。
5M1E目录1.前言2.5M1E的简介3.5M1E的应用4.5M1E的精髓前言:I工厂现场管理的六个指标-------- PQCDSM:效率(Productivity)、质量(Quality)、成本(Costing)、交期(Deadline)* 安全(Safety), 士气(Morale)以上指标所要求的就终目的,是指在保证品质的前提下,用最少的人员、最少的设备,最短的生产时间,创造出离品质的产品O产品质量:全面产品质量包括产品的性能、寿命、可靠性、安全性、价格、交货日期、服务等在一定条件下的最佳组合。
工作质童:为保证达到产品质董标准所做的管理工作,对企业来说其中包括了纽织工作、技术工作以及政治思想工作等全部工作质量。
对产品来说包括了研发、设计、釆购、制造、检验、销傳、隹后服务OOOOOO 等一系列的工作质量。
工序质量:产品是由人用一定的生产工具对原材料,按照一定生产程序.在一定环境中制造出来的,就是我们所说的生产制造工序。
工作质量保证了工序质量,工序质量保证了产品质董,产品质量是全面质量管理的综合反映。
某个工人,用同一批原材料在同一台机器设备上所生产出来的同一种零件,其质量特性值不会完全一样。
这就是我们常说的产品质量特性值有波动(或称分散、差异)的现象。
这种现象反映了产品质量具有“波动性”这个特点。
产品质量波动产生的原因:1.人员(Man)操作者对质量的认识、技术熟练程度、身体状况等2•机器(Machine)机器设备、工夹具的精度维护保养状况等3.材料(Material)材料的成分、物理性能和化学性能等4.方法(Method)包括加工工艺.工装的选择、操作规范等5•测董(Measurement)测量时的方法是否标准、正确等6 •环境(Environment)工作地的温庾、温度、照明和淸洁条件等5M1E的简介:简称:人、机、料、法.环、测。
是现场管理的六大要素,是全面质量管理理论(TQM/TQC) 中的六个影响产品质量的主要因素。
人机料法环测--5M1E分析法目录1.前言2.5M1E的简介3.5M1E的应用4.5M1E的精髓前言:工厂现场管理的六个指标------PQCDSM:效率(P roductivity)、质量(Q uality)、成本(C osting)、交期(D eadline)、安全(S afety),士气(M orale)以上指标所要求的最终目的,是指在保证品质的前提下,用最少的人员、最少的设备,最短的生产时间,创造出高品质的产品。
产品质量:全面产品质量包括产品的性能、寿命、可靠性、安全性、价格、交货日期、服务等在一定条件下的最佳组合。
工作质量:为保证达到产品质量标准所做的管理工作,对企业来说其中包括了组织工作、技术工作以及思想工作等全部工作质量。
对产品来说包括了研发、设计、采购、制造、检验、销售、售后服务。
等一系列的工作质量。
工序质量:产品是由人用一定的生产工具对原材料,按照一定生产程序、在一定环境中制造出来的,就是我们所说的生产制造工序。
工作质量保证了工序质量,工序质量保证了产品质量,产品质量是全面质量管理的综合反映。
某个工人,用同一批原材料在同一台机器设备上所生产出来的同一种零件,其质量特性值不会完全一样。
这就是我们常说的产品质量特性值有波动(或称分散、差异)的现象。
这种现象反映了产品质量具有“波动性”这个特点。
产品质量波动产生的原因:1.人员(M an)操作者对质量的认识、技术熟练程度、身体状况等2.机器(M achine)机器设备、工器具的精度、维护保养状况等3.材料(M aterial)材料的成分、物理性能、化学性能符合性等4.方法(M ethod)包括加工工序、工艺标准、操作规范等5.测量(M easurement)测量时的方法是否标准、正确等6.环境(E nvironment)工作地点的温度、湿度、照明和清洁条件等5M1E的简介:简称:人、机、料、法、环、测。
是现场管理的六大要素;是全面质量管理理论(TQM/TQC)中的六个影响产品质量的主要因素。
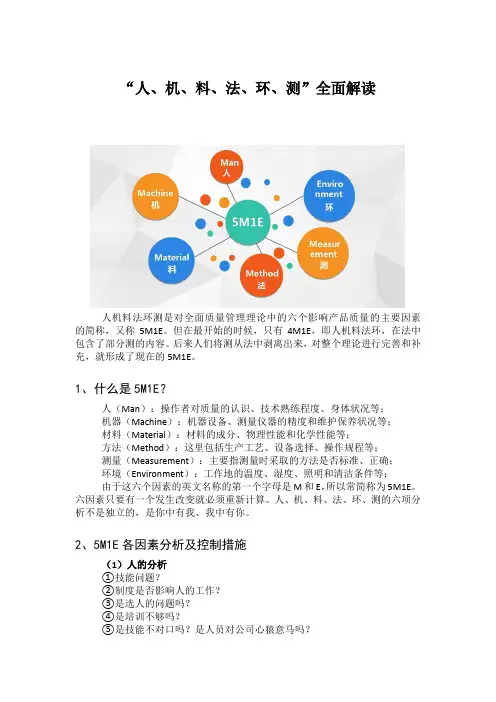
“人、机、料、法、环、测”全面解读人机料法环测是对全面质量管理理论中的六个影响产品质量的主要因素的简称,又称5M1E。
但在最开始的时候,只有4M1E,即人机料法环,在法中包含了部分测的内容。
后来人们将测从法中剥离出来,对整个理论进行完善和补充,就形成了现在的5M1E。
1、什么是5M1E?人(Man):操作者对质量的认识、技术熟练程度、身体状况等;机器(Machine):机器设备、测量仪器的精度和维护保养状况等;材料(Material):材料的成分、物理性能和化学性能等;方法(Method):这里包括生产工艺、设备选择、操作规程等;测量(Measurement):主要指测量时采取的方法是否标准、正确;环境(Environment):工作地的温度、湿度、照明和清洁条件等;由于这六个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
六因素只要有一个发生改变就必须重新计算。
人、机、料、法、环、测的六项分析不是独立的,是你中有我、我中有你。
2、5M1E各因素分析及控制措施(1)人的分析①技能问题?②制度是否影响人的工作?③是选人的问题吗?④是培训不够吗?⑤是技能不对口吗?是人员对公司心猿意马吗?⑥有责任人吗?人会操作机器?人适应环境吗?人明白方法吗?人认识料吗?可采取的控制措施:(1)生产人员符合岗位技能要求,经过相关培训考核。
(2)对特殊工序应明确规定特殊工序操作、检验人员应具备的专业知识和操作技能,考核合格者持证上岗。
(3)操作人员能严格遵守公司制度和严格按工艺文件操作,对工作和质量认真负责。
(4)检验人员能严格按工艺规程和检验指导书进行检验,做好检验原始记录,并按规定报送。
(2)机的分析①选型对吗?②保养问题吗?③给机器的配套对应吗?④作机器的人对吗?机器的操作方法对吗?机器放的环境适应吗?可采取的控制措施:(1)加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制;(2)采用首件检验,核实定位或定量装置的调整量;(3)尽可能培植定位数据的自动显示和自动记录装置,经减少对工人调整工作可靠性的依赖。

5M1E分析法(人、机、料、法、环、测)造成产品质量的波动的原因主要有6个因素:a) 人(Man/Manpower):操作者对质量的认识、技术熟练程度、身体状况等;b) 机器(Machine):机器设备、工夹具的精度和维护保养状况等;c) 材料(Material):材料的成分、物理性能和化学性能等;d) 方法(Method):这里包括加工工艺、工装选择、操作规程等;e)测量(Measurement):测量时采取的方法是否标准、正确;f) 环境(Enviromen)工作地的温度、湿度、照明和清洁条件等;由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
6要素只要有一个发生改变就必须重新计算。
5M1E各因素分析及控制措施1、操作人员因素凡是操作人员起主导作用的工序所生产的缺陷,一般可以由操作人员控制造成操作误差的主要原因有:质量意识差;操作时粗心大意;不遵守操作规程;操作技能低、技术不熟练,以及由于工作简单重复而产生厌烦情绪等。
防误可控制措施:(1)加强“质量第一、用户第一、下道工序是用户”的质量意识教育,建立健全质量责任制;(2)编写明确详细的操作流程,加强工序专业培训,颁发操作合格证;(3)加强检验工作,适当增加检验的频次;(4)通过工种间的人员调整、工作经验丰富化等方法,消除操作人员的厌烦情绪;(5)广泛开展QCC品管圈活动,促进自我提高和自我改进能力。
2、机器设备因素主要控制措施有:(1)加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制;(2)采用首件检验,核实定位或定量装置的调整量;(3)尽可能培植定位数据的自动显示和自动记录装置,经减少对工人调整工作可靠性的依赖。
3、材料因素主要控制措施有(1)在原材料采购合同中明确规定质量要求;(2)加强原材料的进厂检验和厂内自制零部件的工序和成品检验;(3)合理选择供应商(包括“外协厂”);(4)搞好协作厂间的协作关系,督促、帮助供应商做好质量控制和质量保证工作。