一种新型圆弧插补算法
- 格式:pdf
- 大小:2.18 MB
- 文档页数:3

圆弧插补是指在数控机床上,通过控制工具沿着圆弧路径进行加工的过程。
下面是圆弧插补的计算过程步骤:
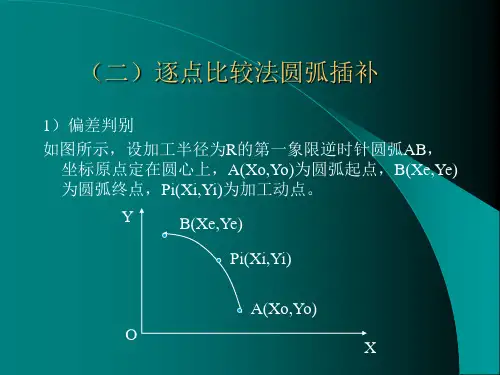
1. 确定圆弧的起点和终点坐标:根据加工要求和图纸,确定圆弧的起点和终点的坐标。
2. 计算圆弧的半径:根据起点和终点的坐标,计算出圆弧的半径。
3. 计算圆心坐标:根据起点、终点和半径的关系,计算出圆心的坐标。
4. 计算圆弧的角度:根据起点、终点和圆心的坐标,计算出圆弧的角度。
5. 确定圆弧的方向:根据起点、终点和圆心的位置关系,确定圆弧的方向(顺时针或逆时针)。
6. 计算插补点的坐标:根据圆心、半径、角度和方向,计算出插补点的坐标。
7. 控制工具移动:根据插补点的坐标,通过数控系统控制工
具在圆弧路径上移动。
8. 重复计算和移动:根据设定的插补步长,重复计算和移动,直到达到终点。
以上是圆弧插补的计算过程步骤,通过这些步骤可以实现精确的圆弧加工。
1、空间圆弧插补理论理与算法实现1.1、背景在数控系统、机器人控制等领域要求完成空间上的移动。
这些移动轨迹需要准确定位,而且必须沿着所希望的路径在一定的精度范围内移动,即要进行精确的连续轨迹控制。
通常情况下,仅需要将运动路径上的某些关键点确定下来,然后根据轨迹特征算出这些点之间必须到达的中间位置点,通过插补进行控制,从而实现高效高精的运动控制。
运动路径一般由一些基本曲线组成而本文研究的是空间圆弧规则曲线的插补算法。
1.2、空间圆弧插补理论基础1.2.1、空间三点圆弧矢量插补空间三点圆弧矢量插补是根据空间不在一条直线上的三点确定下来的圆弧,通过空间矢量的变换、计算来进行插补实现的一种手段。
其基本流程为:1. 通过不在一条直线上的空间三点确定圆弧所在圆的圆心坐标2. 通过圆心与三点中任意一点的距离确定所在圆的半径3. 通过圆心与起点、终点所在矢量确定圆弧的圆心角大小4. 通过圆心角、速度、插补周期、半径、三点坐标、圆心坐标等标量与矢量计算出当前时间点上的插补坐标 这种算法的优势体现在:1. 上位机仅需提供空间三点的坐标即可2. 矢量坐标都为绝对坐标,中间无需坐标转换3. 理论上可使所有插补点均落在圆弧上4. 采用矢量算法,避免了插补方向和过象限的判断5. 没有累积误差此算法最大的劣势在于:在插补前计算量较大,CPU 处理的时间较长,快速且小距离运动有可能导致时间误差,需要实验认证1.2.2、空间三点所确定的圆心坐标圆心坐标的确定有两种常用方法: 1. 矢量法设已知空间不在同一直线上的任意三点为圆弧起点P、中间点Q 和终点R。
各自的坐标为111,,z y x 、 222,,z y x 、 333,,z y x 。
所求圆心O 坐标为 000,,z y x 。
有:由QO PO (1) RO QO (2)以及由不共线的三点确定的平面方程:01111333222111000 z y x z y x z y x z y x (3)即可求出圆心O 的坐标。
圆弧插补算法原理1. 圆弧路径定义:首先,需要定义圆弧路径的起点、终点和半径。
这些参数可以通过人机界面或计算机辅助设计软件来输入。
2. 轴角度计算:根据圆弧路径的起点、终点和半径,可以计算出机器人或数控机床各个关节轴的角度变化。
这些角度变化将用于控制机器人或数控机床的运动。
3. 圆弧分割:根据给定的线段长度,将圆弧路径分割成一系列离散的线段。
通常,线段长度越小,插补误差越小,但计算量也随之增加。
4. 插补计算:对于每个线段,需要计算出机器人或数控机床的位置和速度指令。
这可以通过差值计算的方法来实现。
具体来说,可以使用Bezier曲线、B样条曲线或插值方法来计算。
5. 运动控制:将计算出的位置和速度指令发送给机器人或数控机床的控制器,控制其沿着离散的线段依次运动。
通常,控制器会使用闭环反馈来实时调整机器人或数控机床的运动轨迹,以保证准确性和稳定性。
位置插值是指根据给定的圆弧路径和线段长度,计算出机器人或数控机床在每个插补周期内的位置坐标。
常用的方法有直线插值、Bezier曲线插值和B样条曲线插值等。
这些插值方法根据路径的形状和曲线度来选择,以尽量减小插补误差。
速度插值是指根据位置插值得到的机器人或数控机床的位置坐标,计算出其在每个插补周期内的速度。
常用的方法有线性插值和三次样条插值等。
速度插值旨在提前计算出机器人或数控机床在下一个插补周期内的运动速度,以便在运动控制中调整运动轨迹和避免速度突变。
总的来说,圆弧插补算法通过分割圆弧路径和插补计算位置和速度,在机器人或数控机床上实现曲线运动。
这种算法可以提高工作效率和精度,同时降低机器人或数控机床的机械负荷,提高设备的寿命和可靠性。
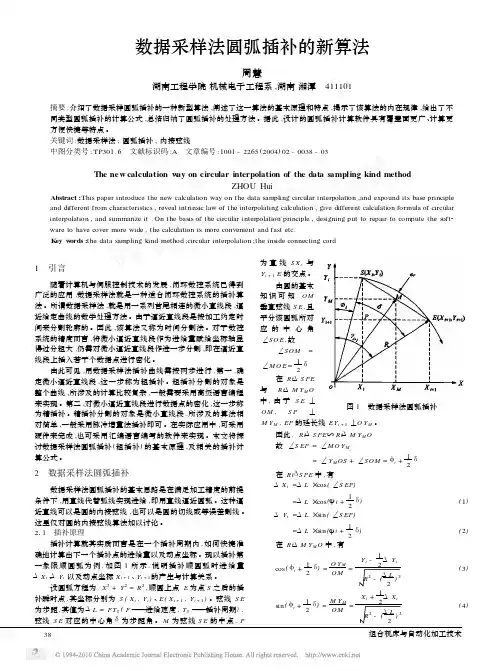
数据采样法圆弧插补的新算法周慧湖南工程学院机械电子工程系,湖南湘潭 411101摘要:介绍了数据采样圆弧插补的一种新型算法,阐述了这一算法的基本原理和特点,揭示了该算法的内在规律,给出了不同类型圆弧插补的计算公式,总结归纳了圆弧插补的处理方法。
据此,设计的圆弧插补计算软件具有覆盖面更广、计算更方便快捷等特点。
关键词:数据采样法;圆弧插补;内接弦线中图分类号:TP301.6 文献标识码:A 文章编号:1001-2265(2004)02-0038-03The new calculation w ay on circular interpolation of the data sampling kind methodZHOU HuiAbstract :This paper introduce the new calculation way on the data sampling circular interpolation ,and expound its base principle and different from characteristics ,reveal intrinsic law of the interpolating calculation ,give different calculation formula of circular interpolation ,and summarize it .On the basis of the circular interpolation principle ,designing put to repair to compute the soft 2ware to have cover more wide ,the calculation is more convenient and fast etc.K ey w ords :the data sampling kind method ;circular interpolation ;the inside connecting cord图1 数据采样法圆弧插补1 引言随着计算机与伺服控制技术的发展,闭环数控系统已得到广泛的应用,数据采样法就是一种适合闭环数控系统的插补算法。
数控加工技术中的一种双圆弧新插补方法
双圆弧新插补方法是数控加工技术中极其重要的一种插补方法,它利用给定圆弧点计算出对应的运动插补曲线,可以使被插补物体呈现出更加精细、自然的运动轨迹。
双圆弧新插补方法的实现相对于传统的圆弧线插补方法要简单得多,不需要像传统方法那样求出每一段圆弧线段所对应的轨迹折点,只需要输入两点及其中间计算出来的折点就可以实现双圆弧新插补方法的功能。
该方法采用双圆弧曲线的形式而不是圆弧曲线的形式来实现运动插补,其实质就是通过将两圆弧叠加在一起形成一个新的曲线形状,将整个轨迹分解为两个独立的子轨迹,各子轨迹又分别可以由两圆弧构成,这样就可以大大减少计算量。
此外,双圆弧新插补方法可以更好的控制运动的爬行角度和曲率等指标,从而可以保证机床在加工过程中的安全性和操作的质量。
新插补方法具有良好的稳定性,同时也可以很好的满足具体工件的加工要求。
双圆弧新插补方法的出现,大大提高了数控加工技术的精度和效率,为自动化生产提供了有力的技术支持,是数控加工技术中一大创新。

面向高质量加工的圆弧平滑压缩插补算法圆弧平滑压缩插补算法是一种用于控制机床在进行加工时对于工件进行平滑加工的算法,它以圆弧为基础,通过计算和处理,最终使得加工过程平滑、精确,提高加工质量。
本文将围绕这一算法展开,介绍其原理、方法和应用,希望对于加工业的从业人员有一定的指导和启发意义。
一、算法原理圆弧平滑压缩插补算法主要依靠计算机对于加工过程进行控制,通过分析工件的几何形状和机器设备的特点,对于加工过程进行编码。
该算法通过对工件进行分解,将其分解成小的圆弧元素,然后再将这些小的圆弧元素进行合并,形成整个程序,最终将其输入到数控机床上,控制机床进行加工过程。
二、算法方法1.圆弧曲线拟合圆弧平滑压缩插补算法最基本的方法就是对于原始曲线进行圆弧拟合,通过计算确定对应的曲线圆弧位置、半径和弧度大小等信息,最终得到一个空间直角坐标系中的圆弧曲线。
2.圆弧生成在确认圆弧曲线位置之后,就可以利用计算机进行加工轨迹的生成。
该方法可以利用矢量空间算法和三次B样条函数进行计算,进而生成相应的数字轨迹。
3.圆弧平滑处理在生成完数字轨迹后,还需要对其进行平滑处理,防止加工过程中出现抖动的情况。
该处理方法可以采用平滑曲线法和B样条曲线法。
4.圆弧压缩圆弧压缩是该算法中最重要的方法之一,该方法可以将大尺寸圆弧进行压缩,将多个小的圆弧合并成一个大的圆弧,从而减少计算量,提高加工效率和精度。
三、算法应用圆弧平滑压缩插补算法主要应用于机床的控制系统中,是数控机床控制系统的重要组成部分。
该算法可以广泛应用于铣床、车床、加工中心等加工设备中,可以大幅度提高加工质量,将几何形状复杂、精度要求高的工件加工得更加精确、高效。
结语:圆弧平滑压缩插补算法是一种完善的加工控制算法,利用其可以对于工件加工过程进行精准的控制和处理,将加工质量提升到一个新的水平。
这种算法的优势在于将圆弧的概念运用到加工过程中,使得加工过程更平滑、更高效。
因此,对于加工业的从业人员而言,掌握圆弧平滑压缩插补算法的原理、方法和应用,可以提高其技术水平和工作效率,为行业的发展做出更多的贡献。
数控加工技术中的一种双圆弧新插补方法双圆弧新插补方法是数控加工技术中的一种插补方法,它用于表示廊道、波浪形和圆滑弧线廊道上的轨迹。
相比传统插补方法,它具有准确性更高、运算速度快、抗噪声能力强等优势。
双圆弧新插补方法可以用来控制机械臂或工业机器人,从而实现高精度加工技术,同时也可以用于机械装配等工艺中。
双圆弧新插补方法以两个圆弧段相连接表示轨迹,并采用插补方程来描述。
自动插补技术是由编程器实现的,可以通过在系统内部使用特定的控制算法实现轨迹的插补。
插补器确定机器的运动路径,将运动路径解析为若干个基本断面,并根据设定好的插补参数计算出每个断面的运动时序及其对应的关节角度变化,以实现机器的精确控制。
在数控机床中,双圆弧新插补方法可以用来控制机械臂或工业机器人以实现高精度加工效果,这可以通过计算双圆弧新插补方法所需的参数空间来实现。
计算空间可以根据编程要求和加工要求来设计,从而使加工精度得到很大提高。
另外,双圆弧新插补方法可以用来完成机械装配工作,这使得元件之间的精确定位得以实现。
在双圆弧新插补方法中,还采用其他知识,如插补算法、空间理论、曲线拟合计算和角度解算等,以解决轨迹正确性和行走精度的问题。
其中,曲线拟合计算是把连续的曲线拆分为几个小的曲线段组成的过程。
它采用了插补算法来拟合曲线,以保证航迹的准确性。
角度解算是采用某种算法,把每一段曲线拆分为多个离散的点,以计算关节角度。
在混合模式下,双圆弧新插补方法可以把曲线拆分为多个断面,并根据已设定参数和精度,以及重点阶段路径调整,来计算出末端机构的关节角度变化。
总之,双圆弧新插补方法具有准确性更高、运算速度快,易于控制、作动准确性高和抗噪声能力强等优点。
它在数控领域具有重大意义,不仅可以用于机械装配,而且可以用于加工软材料。
因此,双圆弧新插补方法可以为机械加工提供更高的加工质量和精度。
四轴圆弧插补算法是一种在机械控制中广泛应用的算法,它可以在机械臂的运动轨迹中插入圆弧轨迹。
以下是四轴圆弧插补算法的基本步骤:
1. 选择三个不共面的点,确定一个空间圆弧。
2. 将空间圆弧转化为平面圆弧,可以设定圆弧的圆心在坐标系中的原点位置,通过构造辅助线,求出圆心坐标和圆弧半径。
3. 根据圆弧的圆心坐标和半径,以及给定的起始点和终点,计算出圆弧的参数方程。
4. 将参数方程转换为机械臂的位姿矩阵,通过矩阵变换得到机械臂在各个插补点的位姿。
5. 根据位姿矩阵和机械臂的关节变量之间的关系,求出各个插补点的关节变量。
6. 通过插补算法,将各个插补点的关节变量插入到机械臂的运动轨迹中,实现圆弧轨迹的插补。
四轴圆弧插补算法的实现方式可以采用DDA插补算法、逐点比较法、时间分割法等经典的插补算法,也可以采用其他更高级的算法进行优化。
一种新型的圆弧插补算法
古辉;古纯效
【期刊名称】《制造技术与机床》
【年(卷),期】1998(000)005
【摘要】基于最小偏差插补处法的主要思路,提出了一种新的圆弧插补递推算法,其算法简单,插补精度高,执行速度快,可以方便地应用于各种两轴CNC系统。
【总页数】2页(P37-38)
【作者】古辉;古纯效
【作者单位】山西大学师范学院;山西大学师范学院
【正文语种】中文
【中图分类】TG659.01
【相关文献】
1.一种新型的数字积分圆弧插补方法的研究 [J], 郭永环;范希营
2.一种新的逐点比较法圆弧插补算法的研究 [J], 毕俊喜;薛志安;王飞;王舒玮;智伯
雄
3.一种改进型逐点比较圆弧插补算法的FPGA实现 [J], 韩赛飞;施佺;刘炎华;黄新明;孙玲
4.一种新型的圆弧插补算法 [J], 古辉;古纯效
5.一种新型圆弧插补算法 [J], 陈良骥
因版权原因,仅展示原文概要,查看原文内容请购买。
圆弧插补指令应用圆弧面零件编程圆弧面零件编程加工是学习数控车床编程技术的重要一环,也是学习其它回转体类零件加工的基础。
通过本项目的学习,要掌握如下知识,顺时针圆弧插补、逆时针圆弧插补方向的判断和G02、G03圆弧插补指令及终点坐标+半径格式的应用;仿形车削复合循环指令G73及其应用;刀尖半径补偿指令G40、G41、G42及应用;凸圆弧零件加工工艺制定及循环参数选择;完成成形面类零件编程加工及其尺寸控制。
一、零件图二、数控车床编程指令插补的概念根据给定的进给速度和给定轮廓线形的要求,在轮廓的已知点之间,确定一些中间点的方法,称为插补方法或插补原理。
编程指令(一)圆弧插补指令G02、G03G02——顺时针圆弧插补G03——逆时针圆弧插补1.指令功能:使刀具按给定进给速度沿圆弧方向进行切削加工。
2.圆弧的顺、逆方向的判断沿垂直于圆弧所在平面的坐标轴的正方向向负方向看去,刀具相对于工件的转动方向是顺时针方向为G02,逆时针方向为G03。
3.圆弧加工终点坐标+圆弧半径(或圆心坐标)指令格式G02(G03)X_Z_R_ F_G02(G03)X_ Z_ I_ K_ F_(二)径向(端面) 粗车复合循环指令G72该指令适用于圆柱棒料粗车阶梯轴(或法兰盘)的外圆或内孔,需切除较多余量时的情况。
与轴向粗车复合循环的区别仅在于切削方向平行于X轴。
[ FANUC 0i ] 系统径向(端面)粗车复合循环指令格式:G72 W(△d) R(e);G72 P(ns) Q(nf) U(△u) W(△w) F(△f) S(△s) T(t);N(ns)……;……;.N(nf) ……;(三)仿形粗车(闭环车削)复合循环指令G73该指令用于零件毛坯已基本成型的铸件或锻件的加工,铸件或锻件的形状与零件轮廓相接近。
该功能在切削工件时刀具轨迹为一闭合回路,刀具逐渐进给�使封闭的切削回路逐渐向零件最终形状靠近,完成工件的加工。
[ FANUC 0i ] 系统仿形粗车(闭环车削)复合循环指令格式:G73 U(△i) W(△k) R(d);G73 P(ns) Q(nf) U(△u) W(△w) F(△f) S(△s) T(t);N(ns)……;……;N(nf) ……;(四)刀具补偿指令1.刀具补偿的目的数控车床是按车刀刀尖对刀的,因车刀的刀尖不可能绝对尖,总有一个小圆弧,所以对刀刀尖的位置是一个假想的刀尖A。