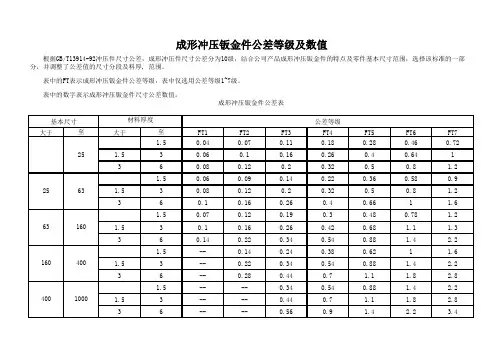
成形冲压钣金件公差等级及数值
- 格式:xlsx
- 大小:16.80 KB
- 文档页数:1
钣金件加工公差标准摘要:一、引言二、钣金件加工公差标准的定义和作用三、钣金件加工公差标准的分类1.形状公差2.尺寸公差3.表面质量公差四、各类公差标准的具体要求1.形状公差2.尺寸公差3.表面质量公差五、钣金件加工公差标准在实际应用中的意义六、总结正文:一、引言钣金件加工公差标准是指导钣金件加工过程中,各种公差允许的偏差范围,以确保产品质量和满足使用需求。
了解和掌握这些标准对于保证钣金件的加工质量具有重要意义。
二、钣金件加工公差标准的定义和作用钣金件加工公差标准是对钣金件在加工过程中产生的尺寸、形状和表面质量误差的允许范围的规定。
其作用主要体现在以下几个方面:1.确保产品尺寸、形状和表面质量满足设计要求;2.提高生产效率,降低加工成本;3.减少因加工误差导致的零部件装配困难和维修成本;4.为钣金件加工过程提供技术依据和指导。
三、钣金件加工公差标准的分类钣金件加工公差标准主要分为形状公差、尺寸公差和表面质量公差三类。
1.形状公差形状公差是指钣金件的形状、位置和取向等方面的允许偏差。
主要包括直线度、平面度、圆度、圆柱度等。
2.尺寸公差尺寸公差是指钣金件尺寸的允许偏差。
主要包括最大尺寸、最小尺寸、上偏差、下偏差等。
3.表面质量公差表面质量公差是指钣金件表面的光洁度、色泽、氧化膜、腐蚀等允许偏差。
主要包括表面粗糙度、氧化膜厚度、腐蚀程度等。
四、各类公差标准的具体要求1.形状公差形状公差应根据零部件的功能、工作环境和装配要求来选择合适的公差等级。
一般来说,功能要求越高、装配要求越严格,所选用的公差等级应越小。
2.尺寸公差尺寸公差应根据设计图纸要求、装配关系和加工工艺来确定。
在满足使用要求的前提下,应尽量选择较大的公差,以提高生产效率和降低成本。
3.表面质量公差表面质量公差应根据零部件的使用环境和美观要求来选择。
对于外观要求较高的零部件,应选择较小的公差范围。
五、钣金件加工公差标准在实际应用中的意义掌握和应用钣金件加工公差标准,有助于提高钣金件的加工质量,减少加工过程中的不良品率,降低维修成本,提高企业的经济效益。
1.目的规范钣金结构件的检验标准,以使各过程的产品质量得以控制。
2.适用范围本标准适用于各种钣金结构件的检验,与图纸和技术文件同步使用。
当有冲突时,以技术图纸和客户要求为准。
3.引用标准本标准的尺寸未标注单位皆为mm,未注公差按以下国标IT 13级执行GB/T1800.3 - 1998 极限与配合标准公差和基本偏差数值表GB/T1800.4 - 1999 极限与配合标准公差等级和孔、轴的极限偏差表GB/1804 - 2000 一般公差未注公差的线性和角度尺寸公差GB/T1184–1996 形位公差未注公差的形状和位置公差4.原材料及辅料检验标准4.1 金属材料4.1.1材质料厚及质量应符合国标,采用的钣材材质需出示性能测试报告及厂商证明。
4.1.2材料外观:平整无锈迹,无开裂与变形。
4.1.3尺寸:按图纸或技术要求执行,没注明标准要求的按现行国标执行。
4.2 通用五金件、紧固件4.2.1外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。
4.2.2尺寸:按图纸与国标要求,重要尺寸零缺陷。
4.2.3性能:试装配与使用性能符合产品要求。
4.3 管件方通、圆通4.3.1材质料厚及质量应符合国标,材质需出示性能测试报告及厂商证明。
4.3.2外观:表面无绣迹、无变形、撞伤、刮痕,整批来料拉丝、色泽一致性良好。
4.3.3尺寸:按图纸或技术要求执行,没注明标准要求的按现行国标执行。
5.工序质量检验标准5.1 冲裁(数冲)检验标准●对有可能造成伤害的尖角、棱边、粗糙要打磨处理去除毛刺。
●冲切过程中产生的接刀痕:必须符合安全(不划伤手)和零件尺寸公差,一般不大于板厚的10%~20%,数控冲咬出的孔、异形孔、圆角必须修整平滑。
●图纸中未明确标明之尖角(除特别注明外)均为R1.5 mm。
●冲裁加工对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、划伤、锈蚀等缺陷。
●毛刺:冲裁后毛刺高L ≤5% t(t为板厚)。
DKBA 华为技术有限公司内部技术规范DKBA0.450.0040 REV C钣金冲压件质量要求Specification For Sheet-metalPunching Part2012年07月30日发布 20012年09月1日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration 本规范拟制与解释部门:整机工程部基础平台部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:无相关规范或文件的相互关系:无目录1.技术要求 (7)1.1.外观及表面状态一般要求 (7)1.1.1.零件的毛刺面朝向要求 (7)1.1.2.冲裁类平板零件圆角要求 (7)1.1.3.零件上止裂孔、工艺槽要求 (7)1.1.4.弯曲零件未注圆角R要求 (8)1.1.5.翻边攻丝质量要求 (8)1.1.6.自铆质量要求 (10)1.1.7.零件表面的外观要求 (11)1.2.钣金冲压件毛刺的要求 (11)1.2.1.毛刺的高度定义 (11)1.2.2.结构件的毛刺区域分类 (11)1.2.3.钣金冲压件毛刺质量要求 (15)1.2.4.钣金冲压件的熔渣要求 (16)1.2.5.钣金冲压件的接刀痕的要求 (16)1.3.钣金冲压件公差要求 (16)1.3.1.公差要求 (16)1.3.2.钣金件冲压公差等级代号及数值 (17)1.3.3.其它说明 (21)2.检验规则 (22)2.1.检验类别 (22)2.1.1.一般检验 (22)2.1.2.补充检验 (22)2.2.检验原则 (22)2.3.检验规定 (22)图目录图 1 折弯件毛刺方向示意图 (7)图 2 平板件的尖角示意图 (7)图 3 止裂孔直径示意图 (8)图 4 工艺槽口示意图 (8)图 5 翻边攻丝示意图 (9)图 6 薄板连接用带锥台翻边攻丝孔结构示意图 (9)图 7 自铆连接示意图 (10)图 8 钣金件毛刺示意图 (11)图 9 户外机柜类A、B类区域判断示意图 (13)图 10 室内机柜类A、B类区域判断示意图 (14)图 11 插箱类A、B类区域判断示意图 (14)图 12 拉手条及面板等小五金类A、B类区域判断示意图 (15)图 13 盒式类A、B类区域判断示意图 (15)图 14 倒角高度示意图 (16)表目录表 1 平板件圆角半径r值 (7)表 2 普通翻边高度H值和螺纹最少反复打入次数 (9)表 3 薄板连接用带锥台翻边攻丝孔翻边高度H值和螺纹最少反复打入次数 (9)表 4 自铆参数表 (10)表 5 自铆连接点最小承力表 (10)表 6 毛刺高度的极限值 (15)表 7 钣金公差数值表 (17)钣金冲压件质量要求Specification For Sheet-metal Punching Part范围Scope:本规范规定了华为的钣金冲压件(表面处理前)的质量要求、检验规则。

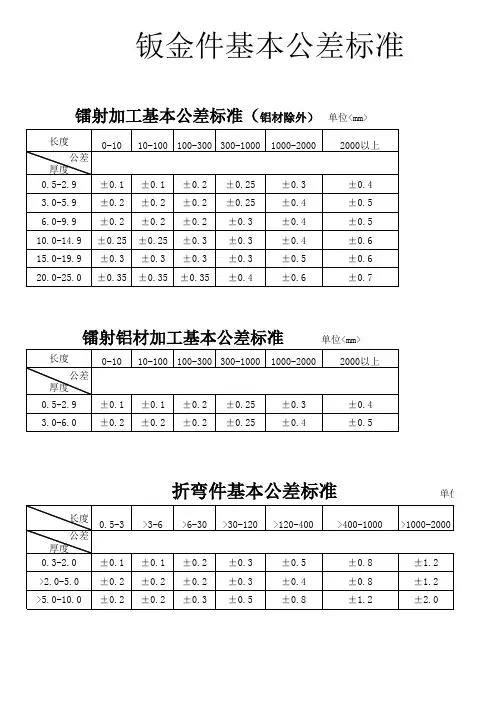
钣金加工尺寸公差标准本标准规定了钣金加工的尺寸公差、形状公差、位置公差、表面粗糙度、孔位公差、平行度公差、垂直度公差、倾斜度公差、角度公差和尺寸精度等方面的要求。
1. 尺寸公差尺寸公差是指钣金件的实际尺寸与基本尺寸之间的允许偏差。
根据钣金件的实际需要,可分为单尺寸公差和多尺寸公差。
单尺寸公差适用于单个尺寸的钣金件,多尺寸公差适用于多个尺寸的钣金件。
2. 形状公差形状公差是指钣金件的实际形状与基本形状之间的允许偏差。
常见的形状公差包括直线度、平面度、圆度和弧度等。
3. 位置公差位置公差是指钣金件的实际位置与基本位置之间的允许偏差。
常见的位置公差包括平行度、垂直度和对称度等。
4. 表面粗糙度表面粗糙度是指钣金件表面的微观不平整程度。
表面粗糙度的大小直接影响着钣金件的外观和使用性能。
5. 孔位公差孔位公差是指钣金件上孔的位置与基本位置之间的允许偏差。
孔位公差包括孔心距公差和孔径公差等。
6. 平行度公差平行度公差是指钣金件表面或线条在平行方向上的允许偏差。
平行度公差是衡量钣金件表面质量和平直程度的重要指标。
7. 垂直度公差垂直度公差是指钣金件表面或线条在垂直方向上的允许偏差。
垂直度公差是衡量钣金件表面质量和垂直程度的重要指标。
8. 倾斜度公差倾斜度公差是指钣金件表面或线条在倾斜方向上的允许偏差。
倾斜度公差是衡量钣金件表面质量和倾斜程度的重要指标。
9. 角度公差角度公差是指钣金件角度与基本角度之间的允许偏差。
角度公差是衡量钣金件角度准确度和精密程度的重要指标。
10. 尺寸精度尺寸精度是指钣金件的实际尺寸与基本尺寸的接近程度。
尺寸精度是衡量钣金件制造精度的重要指标,包括绝对尺寸精度和相对尺寸精度。
DKBA华为技术有限公司内部技术规范DKBA0.450.0040 REV C钣金冲压件质量要求Specification For Sheet-metalPunching Part2012年07月30日发布 20012年09月1日实施华为技术有限公司Huawei T echnologies C o.,L td.版权所有侵权必究All r ights r eserved修订声明Revision d eclaration 本规范拟制与解释部门:整机工程部基础平台部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:无相关规范或文件的相互关系:无目录1.技术要求 (7)1.1.外观及表面状态一般要求 (7)1.1.1.零件的毛刺面朝向要求 (7)1.1.2.冲裁类平板零件圆角要求 (8)1.1.3.零件上止裂孔、工艺槽要求 (8)1.1.4.弯曲零件未注圆角R要求 (9)1.1.5.翻边攻丝质量要求 (9)1.1.6.自铆质量要求 (10)1.1.7.零件表面的外观要求 (11)1.2.钣金冲压件毛刺的要求 (11)1.2.1.毛刺的高度定义 (11)1.2.2.结构件的毛刺区域分类 (11)1.2.3.钣金冲压件毛刺质量要求 (15)1.2.4.钣金冲压件的熔渣要求 (16)1.2.5.钣金冲压件的接刀痕的要求 (16)1.3.钣金冲压件公差要求 (16)1.3.1.公差要求 (16)1.3.2.钣金件冲压公差等级代号及数值 (17)1.3.3.其它说明 (21)2.检验规则 (22)2.1.检验类别 (22)2.1.1.一般检验 (22)2.1.2.补充检验 (22)2.2.检验原则 (22)2.3.检验规定 (22)1.TECHNICAL R EQUIREMENTS (28)1.1.G ENERAL R EQUIREMENTS F OR A PPEARANCE A ND S URFACE (28)1.1.1.The b urr s urface i s r equired t o b e i nside t he p arts,a s s hown i n E rror! R eference s ource n ot f ound.: (28)1.1.2.Blanked a nd s heared p anel p arts’t aper a ngles w ith o ut er s hapes a nd i nner e dges s maller t han o r e qual t o 90°w hich a re n ot n oted o n t he d rawing s hould b e m ade a s f illets (as s hown i n F igure 2) w ith a r adius (r) s pecified a sTable 1. 281.1.3.If a llowable a s m arked i n d esign d ocuments o r d rawings,s top h oles o r t echnical r abbets c an b e o pen a ccording t o t he f ollowing h ole d iameter a nd r abbet s ize (28)1.1.4.Parts f ormed b y c urving w ithout a c urving r adius n oted o n t he d rawing c an b e m ade w ith a n i nternally c urving r adius R n o l arger t han t(thickness o f m aterials) a nd n o s maller t han 0.2. (29)1.1.5.Requirements f or f langing-hole w ith t hread: (29)1.1.6.Requirements f or R iveting Q uality (31)1.1.7.Exterior R equirements o f p arts (32)1.2.R EQUIREMENTS F OR T HE B URR O F S HEET-M ETAL P UNCHING P ARTS (32)1.2.1.Definition o f B urr H eight: (32)1.2.2.Classifications o f b urr a reas o f s tructural p arts (32)1.2.3.Requirements f or t he b urr q uality o f s heet-metal p unching p arts (36)1.2.4.Requirements f or t he S lag o f S heet-Metal P unching P arts (37)1.2.5.Requirements f or T ool W ithdrawal M arks o n S heet-Metal P unching P arts (37)1.3.T OLERANCE R EQUIREMENTS O F S HEET-METAL P UNCHING P ARTS (38)1.3.1.Statement (38)1、T OLERANCES I N D RAWINGS,I F S PECIFIED,S HALL A LWAYS P REVAIL (38)1.3.2.Tolerance L evels a nd V alues (38)Tolerance l evels a re c lassified i nto f a nd m. f a llows l ower t olerances t han m. (38)1.3.3.Remarks (42)2.INSPECTION R ULE (43)2.1.I NSPECTION C ATEGORY (43)2.1.1.General I nspection (43)2.1.2.Supplementary I nspection (43)2.2.I NSPECTION R ULES (43)2.3.I NSPECTION P ROVISIONS (43)图目录图 1 折弯件毛刺方向示意图 (7)图 2 平板件的尖角示意图 (8)图 3 止裂孔直径示意图 (8)图 4 工艺槽口示意图 (9)图 5 翻边攻丝示意图 (9)图 6 薄板连接用带锥台翻边攻丝孔结构示意图 (10)图 7 自铆连接示意图 (11)图 8 钣金件毛刺示意图 (11)图 9 户外机柜类A、B类区域判断示意图 (13)图 10 室内机柜类A、B类区域判断示意图 (14)图 11 插箱类A、B类区域判断示意图 (14)图 12 拉手条及面板等小五金类A、B类区域判断示意图 (15)图 13 盒式类A、B类区域判断示意图 (15)图 14 倒角高度示意图 (16)表目录表 1 平板件圆角半径r值 (8)表 2 普通翻边高度H值和螺纹最少反复打入次数 (9)表 3 薄板连接用带锥台翻边攻丝孔翻边高度H值和螺纹最少反复打入次数 (10)表 4 自铆参数表 (10)表 5 自铆连接点最小承力表 (11)表 6 毛刺高度的极限值 (15)表 7 钣金公差数值表 (17)钣金冲压件质量要求Specification F or S heet-metal P unching P art范围Scope:本规范规定了华为的钣金冲压件(表面处理前)的质量要求、检验规则。
DKBA 华为技术有限公司内部技术规范DKBA0.450.0040 REV C钣金冲压件质量要求Specification For Sheet-metalPunching Part2012年07月30日发布 20012年09月1日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration 本规范拟制与解释部门:整机工程部基础平台部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:无相关规范或文件的相互关系:无目录1.技术要求 (7)1.1.外观及表面状态一般要求 (7)1.1.1.零件的毛刺面朝向要求 (7)1.1.2.冲裁类平板零件圆角要求 (7)1.1.3.零件上止裂孔、工艺槽要求 (7)1.1.4.弯曲零件未注圆角R要求 (8)1.1.5.翻边攻丝质量要求 (8)1.1.6.自铆质量要求 (10)1.1.7.零件表面的外观要求 (11)1.2.钣金冲压件毛刺的要求 (11)1.2.1.毛刺的高度定义 (11)1.2.2.结构件的毛刺区域分类 (11)1.2.3.钣金冲压件毛刺质量要求 (15)1.2.4.钣金冲压件的熔渣要求 (16)1.2.5.钣金冲压件的接刀痕的要求 (16)1.3.钣金冲压件公差要求 (16)1.3.1.公差要求 (16)1.3.2.钣金件冲压公差等级代号及数值 (17)1.3.3.其它说明 (20)2.检验规则 (22)2.1.检验类别 (22)2.1.1.一般检验 (22)2.1.2.补充检验 (22)2.2.检验原则 (22)2.3.检验规定 (22)图目录图 1 折弯件毛刺方向示意图 (7)图 2 平板件的尖角示意图 (7)图 3 止裂孔直径示意图 (8)图 4 工艺槽口示意图 (8)图 5 翻边攻丝示意图 (9)图 6 薄板连接用带锥台翻边攻丝孔结构示意图 (9)图 7 自铆连接示意图 (10)图 8 钣金件毛刺示意图 (11)图 9 户外机柜类A、B类区域判断示意图 (13)图 10 室内机柜类A、B类区域判断示意图 (14)图 11 插箱类A、B类区域判断示意图 (14)图 12 拉手条及面板等小五金类A、B类区域判断示意图 (15)图 13 盒式类A、B类区域判断示意图 (15)图 14 倒角高度示意图 (16)表目录表 1 平板件圆角半径r值 (7)表 2 普通翻边高度H值和螺纹最少反复打入次数 (9)表 3 薄板连接用带锥台翻边攻丝孔翻边高度H值和螺纹最少反复打入次数 (9)表 4 自铆参数表 (10)表 5 自铆连接点最小承力表 (10)表 6 毛刺高度的极限值 (15)表 7 钣金公差数值表 (17)钣金冲压件质量要求Specification For Sheet-metal Punching Part范围Scope:本规范规定了华为的钣金冲压件(表面处理前)的质量要求、检验规则。
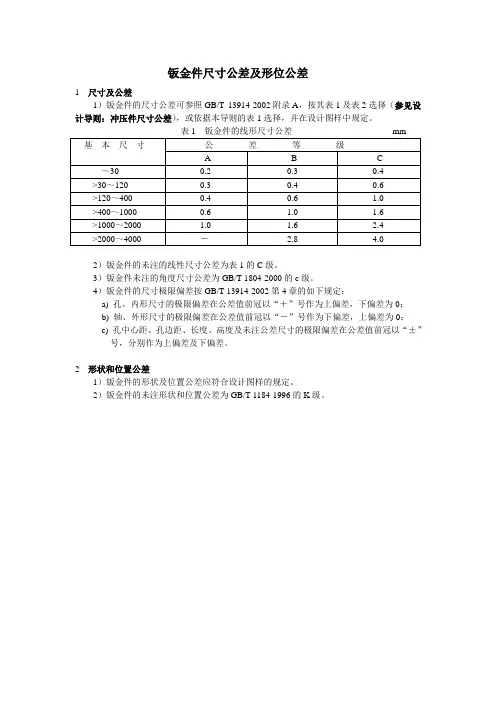
钣金件尺寸公差及形位公差
1 尺寸及公差
1)钣金件的尺寸公差可参照GB/T 13914-2002附录A,按其表1及表2选择(参见设计导则:冲压件尺寸公差),或依据本导则的表1选择,并在设计图样中规定。
2)钣金件的未注的线性尺寸公差为表1的C级。
3)钣金件未注的角度尺寸公差为GB/T 1804-2000的c级。
4)钣金件的尺寸极限偏差按GB/T 13914-2002第4章的如下规定:
a) 孔、内形尺寸的极限偏差在公差值前冠以“+”号作为上偏差,下偏差为0;
b) 轴、外形尺寸的极限偏差在公差值前冠以“-”号作为下偏差,上偏差为0;
c) 孔中心距、孔边距、长度、高度及未注公差尺寸的极限偏差在公差值前冠以“±”
号,分别作为上偏差及下偏差。
2 形状和位置公差
1)钣金件的形状及位置公差应符合设计图样的规定。
2)钣金件的未注形状和位置公差为GB/T 1184-1996的K级。