减速箱体设计说明书
- 格式:doc
- 大小:402.00 KB
- 文档页数:17

目录第一节前言(题目分析和传动方案的拟定及说明)第二节电动机的选择和计算第三节齿轮的设计和计算第四节轴的设计和校核第五节轴承的选择及寿命计算第六节键的校核第七节箱体的设计计算第八节轴承的润滑及密封第九节设计结果第十节小结第一节 前言慢动卷扬机传动装置设计推力机的原理是通过螺旋传动装置给推头传替力和运动速度。
它在社会生产中广泛应用,包括在建筑、工厂、生活等方面。
1 原始数据(1) 钢绳的拉力 F =18(kN ) (2) 钢绳的速度 V=11 (M/Min ) (3) 滚桶的直径 D=300 (mm )(4) 工作情况:三班制,间歇工作,载荷变动小。
(5) 工作环境:室内,灰尘较大,环境最高温度35°C 左右。
(6) 使用折旧期15年,3年大修一次。
(7) 制造条件及生产批量,专门机械厂制造,小批量生产。
第二节 电动机的选择一.初步确定传动系统总体方案如下图所示。
(1)由已知得:则工作机的转速V= min /11m ` 则由下面公式可求Pw执行机构的输出功率P W =1000VF ,其中 F-工作阻力即套筒钢绳的拉力, V-钢绳的速度。
对于蜗杆传动,采用封闭式传动,对于蜗轮副的传动效率在η1=(0.70-0.75)之间,则选取η1=0.72,传动比在10-40之间对于圆柱齿轮也采用闭式窗洞,传动效率在η2=(0.94-0.98)之间 则选取η2=0.96,传动比在3-6之间。
对于联轴器功率选取η3=0.99那么总的传动装置的总效率η η=η1η2η3=0.72×0.96×0.99=0.68;η为蜗轮的传动效率,η为齿轮的效率,η3为联轴器传动的效率(齿轮为7级精度,稀油润滑)。
电动机所需工作功率为: P d ==a FV η1000= 68.060100010001118⨯⨯⨯⨯=4.8kW(2)确定电动机的转速 卷筒的工作转速为N==∏⨯D V 1000min /67.11300111000r =∏⨯根据上面确定的蜗杆传动比为10-40之间,圆柱齿轮的传动比在3-6之间。

一级减速器设计说明书课题:一级直齿圆柱齿轮减速器设计学院:机电工程班级:2015机电一体化(机械制造一班)姓名:***学号:*************指导老师:***目录一、设计任务书——————————————————————二、电动机的选择—————————————————————三、传动装置运动和动力参数计算——————————————四、V带的设计——————————————————————五、齿轮传动设计与校核——————————————————六、轴的设计与校核————————————————————七、滚动轴承选择与校核计算————————————————八、键连接选择与校核计算—————————————————九、联轴器选择与校核计算—————————————————十、润滑方式与密封件类型选择———————————————十一、设计小结—————————————————————十二、参考资料—————————————————————一、设计任务说明书1、减速器装配图1张;2、主要零件工作图2张;3、设计计算说明书原始数据:(p10表1-4)1-A输送带的工作拉力;F=2000输送带工作速度:V=1.3m/s滚筒直径:D=180工作条件:连续单向运载,载荷平稳,空载起动,使用期限15年,每年300个工作日,每日工作16小时,两班制工作,运输带速度允许误差为5%传动简图:二、电动机的选择工作现场有三相交流电源,因无特殊要求,一般选用三相交流异步电动机。
最常用的电动机为Y系列鼠笼式三相异步交流电动机,其效率高,工作可靠,结构简单,维护方便,价格低,适用于不易燃、不易爆,无腐蚀性气体和无特殊要求的场合。
本装置的工作场合属一般情况,无特殊要求。
故采用此系列电动机。
1.电动机功率选择1选择电动机所需的功率:工作机所需输出功率Pw=1000FV故Pw=10008.12000⨯= 3.60 kw工作机实际需要的电动机输入功率Pd=ηwp其中54321ηηηηηη=查表得:1η为联轴器的效率为0.982η 为直齿齿轮的传动效率为0.97 3η 为V 带轮的传动效率为0.96 54.ηη 为滚动轴承的效率为0.99 故输入功率Pd=98.099.099.096.097.098.0 3.60⨯⨯⨯⨯⨯=4.09KW2. 选择电动机的转速 76.4345014.310008.16010060n =⨯⨯⨯=⨯⨯=D V π卷卷 r/min按《机械设计手册》推荐的传动比合理范围,取圆柱齿轮传动一级减速器传动比范围2~5i =减速器,取V 带传动比4~3=带i ,则总传动比合理范围为I总=6~20。

1 设计任务书1。
1设计数据及要求表1-1设计数据1.2传动装置简图图1—1 传动方案简图1.3设计需完成的工作量(1) 减速器装配图1张(A1)(2) 零件工作图1张(减速器箱盖、减速器箱座—A2);2张(输出轴-A3;输出轴齿轮-A3) (3) 设计说明书1份(A4纸)2 传动方案的分析一个好的传动方案,除了首先应满足机器的功能要求外,还应当工作可靠、结构简单、尺寸紧凑、传动效率高、成本低廉以及使用维护方便。
要完全满足这些要求是困难的。
在拟定传动方案和对多种方案进行比较时,应根据机器的具体情况综合考虑,选择能保证主要要求的较合理的传动方案。
现以《课程设计》P3的图2-1所示带式输送机的四种传动方案为例进行分析。
方案a 制造成本低,但宽度尺寸大,带的寿命短,而且不宜在恶劣环境中工作。
方案b 结构紧凑,环境适应性好,但传动效率低,不适于连续长期工作,且制造成本高.方案c 工作可靠、传动效率高、维护方便、环境适应性好,但宽度较大。
方案d 具有方案c 的优点,而且尺寸较小,但制造成本较高。
上诉四种方案各有特点,应当根据带式输送机具体工作条件和要求选定。
若该设备是在一般环境中连续工作,对结构尺寸也无特别要求,则方案c a 、均为可选方案。
对于方案c 若将电动机布置在减速器另一侧,其宽度尺寸得以缩小。
故选c 方案,并将其电动机布置在减速器另一侧。
3 电动机的选择3.1电动机类型和结构型式工业上一般用三相交流电动机,无特殊要求一般选用三相交流异步电动机.最常用的电动机是Y 系列笼型三相异步交流电动机。
其效率高、工作可靠、结构简单、维护方便、价格低,适用于不易燃、不易爆,无腐蚀性气体和无特殊要求的场合.此处根据用途选用Y 系列三相异步电动机3.2选择电动机容量3.2.1工作机所需功率w P 卷筒3轴所需功率:1000Fv P W ==100082.01920⨯=574.1 kw 卷筒轴转速:min /13.5914.326582.0100060100060r D v n w =⨯⨯⨯=⨯=π3。
机械设计减速器设计说明书系别:专业:学生姓名:学号:指导教师:职称:目录第一部分设计任务书 (1)一、初始数据 (1)二. 设计步骤 (1)第二部分传动装置总体设计方案 (2)一、传动方案特点 (2)二、计算传动装置总效率 (2)第三部分电动机的选择 (2)3.1 电动机的选择 (2)3.2 确定传动装置的总传动比和分配传动比 (3)第四部分计算传动装置的运动和动力参数 (4)(1)各轴转速: (4)(2)各轴输入功率: (5)(3)各轴输入转矩: (5)第五部分 V带的设计 (6)5.1 V带的设计与计算 (6)5.2 带轮结构设计 (8)第六部分齿轮的设计 (10)6.1 高速级齿轮的设计计算 (10)6.2 低速级齿轮的设计计算 (18)第七部分传动轴和传动轴承及联轴器的设计 (26)7.1 输入轴的设计 (26)7.2 中间轴的设计 (31)7.3 输出轴的设计 (37)第八部分键联接的选择及校核计算 (43)8.1 输入轴键选择与校核 (43)8.2 中间轴键选择与校核 (44)8.3 输出轴键选择与校核 (44)第九部分轴承的选择及校核计算 (45)9.1 输入轴的轴承计算与校核 (45)9.2 中间轴的轴承计算与校核 (46)9.3 输出轴的轴承计算与校核 (46)第十部分联轴器的选择 (47)第十一部分减速器的润滑和密封 (47)11.1 减速器的润滑 (47)11.2 减速器的密封 (48)第十二部分减速器附件及箱体主要结构尺寸 (49)12.1 减速器附件的设计与选取 (49)12.2 减速器箱体主要结构尺寸 (54)设计小结 (55)参考文献 (55)第一部分设计任务书一、初始数据设计二级展开式斜齿圆柱齿轮减速器,初始数据T = 650Nm,V = 0.85m/s,D = 350mm,设计年限(寿命): 5年,每天工作班制(8小时/班):2班制,每年工作天数:300天,三相交流电源,电压380/220V。


2 传动方案的拟定及说明传动机构类型为:展开式二级斜齿圆柱齿轮减速器。
本传动机构的特点是:展开式由于齿轮相对于轴承为不对称布置,因而沿齿向载荷分布不均,要求轴有较大的刚度。
3 电动机的选择3.1电动机类型和结构的选择按工作要求和条件,选用三相笼型异步电动机,封闭式结构,电压380V,Y 型。
3.2电动机容量的选择1)工作机所需功率P wP w=10kW2)电动机的输出功率P d=P w/ηη=η滑轮η滚筒η轴承4η齿2η联=0.81P d=12.3kW3.3确定电动机转速滚动工作的转速为n=60×1000v/πDD取250所以n=60×1000×1/π×250=76.43 r/min3.4电动机转速的选择圆柱斜齿二级减速器传动比取i1=8~40所以电动机转速的可选范围为n d=i1×n w=(8~40)×76.43=611~3057r/min符合这一范围的同步转速有750r/min、1000r/min、1500r/min、3000r/min3.5电动机型号的确定查出电动机型号为Y160L-4,其额定功率为15kW,满载转速1440r/min。
其主要性能如下表表1 电动机Y160L-4的性能电动机主要外形和安装尺寸列于下表3.6确定传动装置的总传动比及分配传动比3.6.1计算总传动比由电动机的满载转速nm和工作机主动轴转速nw可确定传动装置应有的总传动比为:i=n m/n wn m=1440n w=76.43i=18.843.6.2合理分配各级传动比因为i=18.84,取i=19,i1=5.5,i2=i/i1=3.45,取i2=3.54 计算传动装置的运动和动力参数将传动装置各轴由高速到低速依次定为I轴、II轴、II轴、滚筒轴4.1各轴转速I轴 n1=n m=1440 r/minII轴 n2=n1/i1=1440/505=261.82 r/minIII轴 n3=n2/i2=261.82/3.5=74.81 r/min滚筒轴 n4=n3=74.81 r/min4.2各轴输入功率I轴 P1=P d=12.3KWII轴 P2=P1η12=P1η3η4=12.3×0.98×0.97=11.69KWIII轴 P3=P2η23=P2η3η4=11.69×0.98×0.97=11.11KW滚筒轴 P4=P3η34=P3η3η5=11.11×0.98×0.99=10.78KW1-3轴的输出功率则分别为输入功率乘轴承效率0.984.3各轴输入转矩电动机轴输出转矩Td=9550 Pd/n轴=9550×12.3/1440=81.57Nm1-3轴输入转矩I轴 T1=T d=81.57NmII轴 T2=T1i1η12=T1i1η3η4=81.57×5.5×0.98×0.97=426.47NmIII轴 T3=T2i2η23=T2i2η3η4=426.47×3.5×0.98×0.97=1418.91Nm 滚筒轴 T4=T3η34=T3η3η5=1418.91×0.98×0.99=1376.63Nm1-3轴的输出转矩分别为各轴的输入转矩乘轴承效率0.98表3 各轴转速,输入、输出功率,输入、输出转矩,传动比,效率5 传动件设计计算5.1高速级齿轮的计算及校核 5.1.1选精度等级、材料及齿数材料及热处理;选择小齿轮材料为40Cr (调质),硬度为280HBS ,大齿轮材料为45钢(调质),硬度为240HBS ,二者材料硬度差为40HBS 。

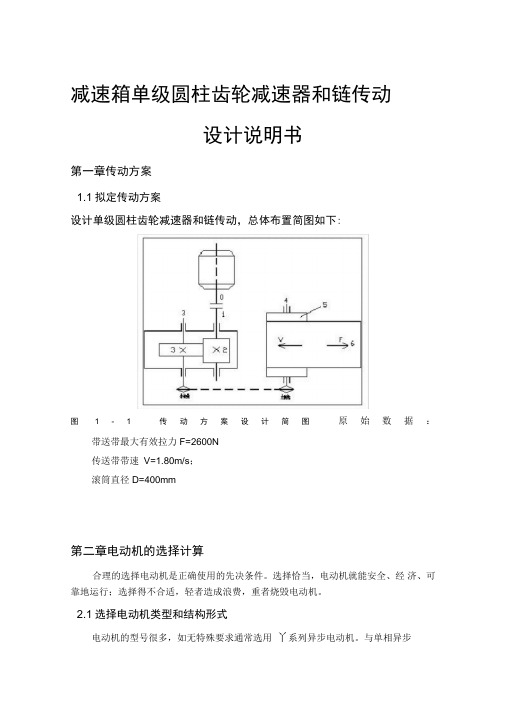
减速箱单级圆柱齿轮减速器和链传动设计说明书第一章传动方案1.1拟定传动方案设计单级圆柱齿轮减速器和链传动,总体布置简图如下:图1-1传动方案设计简图原始数据:带送带最大有效拉力F=2600N传送带带速V=1.80m/s;滚筒直径D=400mm第二章电动机的选择计算合理的选择电动机是正确使用的先决条件。
选择恰当,电动机就能安全、经济、可靠地运行;选择得不合适,轻者造成浪费,重者烧毁电动机。
2.1选择电动机类型和结构形式电动机的型号很多,如无特殊要求通常选用丫系列异步电动机。
与单相异步电动机相比,三相异步电动机运行性能好,并可节省各种材料。
按转子结构的不同,三相异步电动机可分为笼式和绕线式两种。
笼式转子的异步电动机结构简单、运行可靠、重量轻、价格便宜,得到了广泛的应用。
Y 系列电动机是全封闭自扇冷式鼠笼型三相异步电动机,是全国统一设计的基本系列,它同时是符合JB/T9616-1999 和IEC34-1 标准的有关规定,具有国际互换的特点。
Y 系列电动机具有高效、节能、起动转矩大、噪声低、振动小、可靠性高、使用维护方便等特点。
Y 系列电动机广泛应用于不含易燃、易爆或腐蚀性气体的一般场合和特殊要求的机械设备上,如金属切削机床、泵、风机、运输机械、搅拌机食品机械等。
使用条件:环境温度:-15CVBV 40C额定电压:380V,可选220-760V之间任何电压值连接方式:3KW及以下丫接法、4KW及以上为△接法2.2 电动机容量的选择电动机功率的选择电动机功率的选择对电动机的工作和经济性都有影响。
电动机的功率不能选择过小,否则难于启动或者勉强启动,使运转电流超过电动机的额定电流,导致电动机过热以致烧损。
电动机的功率也不能选择太大,否则不但浪费投资,而且电动机在低负荷下运行,其功率和功率因数都不高,造成功率浪费。
(1)传动装置的总功率:由机械设计课程设计书表10-2 选取n cy :输送机滚筒效率n cy=0.96n b:—对滚动轴承的效率n b=0.99n g:闭式圆柱齿轮传动效率n g=0.97n c :联轴器效率n c=0.99n 4w:传动卷筒效率n 4w=o.96n h:为滚子链传动效率(闭式)n h=o.96则:n 01= n c=0.99 n 23= n g x n b=0.97 x0.99=0.9603n 12=n b=0.99 n 34=n h=0.96 n 4w=0.96(2)电机所需的工作功率:应使电动机额定功率Pe稍大于所需功率Pd;即Pe> Pd工作机所需功率:Pw=FV/(1000)= 2600x1.80/1000=4.68KW电动机的输出功率:P d=也n总估算总效率为n= n 01 Xn 12Xn 23Xn 34x n 4w=0.99 x 0.99 x 0.9603 x 0.96 x 0.96=0.8674则Pd=Pw/n =4.68/0.8674=5.395KW由设计指导书表12-1可知,满足Pe> Pd条件的系列三相交流异步电动机额定功率Pe应取5.5KW(3)确定电动机转速:一般机械中,用得最多的是同步转速为1500r/min或1000r/min的电动机。

课程设计设计说明书题目减速箱体数控加工工艺设计学院机电工程学院专业先进制造班级学号学生姓名指导教师目录●第一章:概述 (1)●第二章:零件的工艺性析 (3)●第三章:毛坯的设计 (4)●第四章零件加工方案的确定 (6)●第五章:加工顺序的安排 (9)●第六章序尺寸及公差的确定 (10)●第七章:工艺装备选择 (15)●第八章:总结 (20)一.概述1.1主要任务与目标:1)利用CAD/CAM 软件绘制减速箱体(见附图)零件的三维和二维零件图,达到熟练运用绘图软件绘制零件图的目的。
2)通过编制减速箱体(见附图)零件的数控加工工艺,进一步熟悉和掌握数控加工工艺的有关专业知识;3)学会查阅和使用有关资料、手册等工具书;4)掌握数控加工工艺和机械加工工艺的设计方法,学会编制中等复杂程度零件的数控加工工艺。
1.2主要内容与基本要求:1)按给定的减速箱体零件图用计算机辅助绘制一张三维零件图、对应的一张二维工程图、一张毛坯图。
要求把给定图上的错误改正,二维工程图按照标准零件图格式画图。
2)设计减速箱体零件的数控加工工艺和机械加工工艺,填写数控加工工艺过程卡、数控加工工艺工序卡、刀具卡,绘制工序简图和走刀路线图。
3)编写课程设计说明书一份。
二. 分析零件的结构工艺性2.1零件的结构工艺性分析主要应考虑以下几个方面1)零件的尺寸公差、形位公差和表面粗糙度的要求应经济合理,重要尺寸精度φ35,φ40,φ47公差在0.027之内,形位公差垂直度要求0.05之内,一般尺寸精度为9-11级;从表面粗糙度方面考虑,φ35,φ40,φ47和内孔表面的粗糙度要求为 2.5a R um =,左右两个侧面及上表面的粗糙度要求为5a R um =,前后两个侧面及上表面的粗糙度要求为6a R um =,结合面的粗糙度为6a R um =,其余各表面的粗糙度为未注表面粗糙度,20a R um =,要求不高。
2)各加工表面的几何形状应尽量简单;3)有相互位置要求的表面应尽量在一次装夹中加工;4)该箱体在加工时,对φ35和φ40二孔加工要保证孔的孔距高度方向在33±0.03及孔与孔轴线垂直度在0.05之内,故对φ35和φ40加工时采用一次定位安装来加工。
减速器设计说明书系别:专业班级:姓名:学号:指导教师:职称:目录第1部分设计任务书 (1)1.1设计题目 (1)1.2设计步骤 (1)第2部分传动装置总体设计方案 (1)2.1传动方案 (1)2.2该方案的优缺点 (1)第3部分选择电动机 (2)3.1电动机类型的选择 (2)3.2确定传动装置的效率 (2)3.3选择电动机容量 (2)3.4确定传动装置的总传动比和分配传动比 (3)第4部分计算传动装置运动学和动力学参数 (4)4.1电动机输出参数 (4)4.2高速轴的参数 (4)4.3低速轴的参数 (4)4.4工作机的参数 (4)第5部分链传动设计计算 (5)第6部分减速器齿轮传动设计计算 (6)6.1选定齿轮类型、精度等级、材料及齿数 (6)6.2按齿面接触疲劳强度设计 (6)6.3确定传动尺寸 (8)6.4校核齿根弯曲疲劳强度 (9)6.5计算齿轮传动其它几何尺寸 (10)6.6齿轮参数和几何尺寸总结 (11)第7部分轴的设计 (12)7.1高速轴设计计算 (12)7.2低速轴设计计算 (16)第8部分滚动轴承寿命校核 (21)8.1高速轴上的轴承校核 (21)8.2低速轴上的轴承校核 (22)第9部分键联接设计计算 (23)9.1高速轴与联轴器键连接校核 (23)9.2低速轴与大齿轮键连接校核 (23)9.3低速轴与链轮键连接校核 (23)第10部分联轴器的选择 (24)10.1高速轴上联轴器 (24)第11部分减速器的密封与润滑 (24)11.1减速器的密封 (24)11.2齿轮的润滑 (24)11.3轴承的润滑 (25)第12部分减速器附件 (25)12.1油面指示器 (25)12.2通气器 (25)12.3放油孔及放油螺塞 (25)12.4窥视孔和视孔盖 (26)12.5定位销 (27)12.6启盖螺钉 (27)12.7螺栓及螺钉 (27)第13部分减速器箱体主要结构尺寸 (28)第14部分设计小结 (29)参考文献 (29)第1部分设计任务书1.1设计题目一级直齿圆柱减速器,拉力F=1800N,速度v=1.1m/s,直径D=350mm,每天工作小时数:16小时,工作年限(寿命):10年,每年工作天数:300天,配备有三相交流电源,电压380/220V。

优秀设计摘要这次毕业设计是由封闭在刚性壳内所有内容的齿轮传动是一独立完整的机构。
通过这一次设计可以初步掌握一般简单机械的一套完整的设计及方法,构成减速器的通用零部件。
这次毕业设计主要介绍了减速器的类型作用及构成等,全方位的运用所学过知识。
如:机械制图,金属材料工艺学公差等以学过的理论知识。
在实际生产中得以分析和解决。
减速器的一般类型有:圆柱齿轮减速器、圆锥齿轮减速器、齿轮-蜗杆减速器、轴装式减速器、组装式减速器、轴装式减速器、联体式减速器。
在这次设计中进一步培养了工程设计的独立能力,树立正确的设计思想掌握常用的机械零件,机械传动装置和简单机械设计的方法和步骤,要求综合的考虑使用经济工艺等方面的要求。
确定合理的设计方案。
关键词:减速器刚性工艺学零部件方案SummaryThis time graduate the design to have the contents a to design concerning the machine that decelerate the complets system.Decelerating the machine is a kind of from close to move in the rigid wheel gear in the hull is an independent complete organization .Pass thisa design can then the first step controls general simple a set of complete designs step and methods of the machine.This time graduate the design to introduce the type function of the deceleration machine and constitute the etc. primarily , made use of all-directionsly learned the knowledge .Such as:Machine graphics ,the metals material craft learns the theories knowledge that business trip etc.already learn. In actual production can analysis definitely reach agreement .The general type that decelerate the machine has:The cylinder wheel gear decelerates the machine ,cone wheel gear decelerates the machine ,wheel gear-cochlea pole decelerates the machine ,stalk park type decelerates machine ,assembles type decelerate machine ,couplet type decelerate machine ,couplet type decelerate machine .Further educated in this time design independent ability that engineering design, set up the right design thought controls the in common use machine spare parts ,the machine spread to move the device with the simple machine design of method with step ,the consideration that request synthesize usage the request of economic craft etc . make sure the reasonable design project .Key phrase: reducer rigidity technolic components/zeroporatPrecent/project减速箱的整体设计说明书目录1.减速器概述……………………………………………………………………1.1. 减速器的主要型式及其特性………………………………………1.1.1 圆柱齿轮减速器……………………………………………1.1.2 圆锥齿轮减速器……………………………………………1.1.3 蜗杆减速器…………………………………………………1.1.4 齿轮-蜗杆减速器…………………………………………1.2. 减速器结构……………………………………………………………1.2.1 传统型减速器结构………………………………………1.2.2 新型减速器结构…………………………………………1.2.3 减速器润滑………………………………………………1.2.4 减速机的作用……………………………………………2. 减速箱传动方案的选择……………………………………………………3. 电动机的选择计算…………………………………………………………3.1 电动机选择步骤……………………………………………………3.1.1 型号的选择………………………………………………3.1.2、功率的选择………………………………………………3.1.3、转速的选择………………………………………………3.2 电动机型号的确定……………………………………………………4. 轴的设计………………………………………………………………………4.1、轴的分类……………………………………………………………4.2 轴的材料……………………………………………………………4.3、轴的结构设计……………………………………………………4.4、轴的设计计算……………………………………………………4.4.1、按扭转强度计算………………………………………4.4.2、按弯扭合成强度计算…………………………………4.4.3、轴的刚度计算概念……………………………………4.4.4、轴的设计步骤…………………………………………4.5 各轴的计算………………………………………………………4.5.1高速轴计算………………………………………………4.5.2中间轴设计………………………………………………4.5.3低速轴设计………………………………………………4.6 轴的设计与校核…………………………………………………4.6.1高速轴设计………………………………………………4.6.2中间轴设计………………………………………………4.6.3 低速轴设计………………………………………………4.6.4高速轴的校核……………………………………………5. 联轴器的选择……………………………………………………………5.1、联轴器的功用……………………………………………………5.2、联轴器的类型特点……………………………………………5.3、联轴器的选用……………………………………………………5.4、联轴器材料………………………………………………………6. 圆柱齿轮传动设计………………………………………………………6.1 齿轮传动特点与分类……………………………………………6.2 齿轮传动的主要参数与基本要求……………………………6.2.1 主要参数…………………………………………………6.2.2 精度等级的选择………………………………………6.2.3 齿轮传动的失效形式…………………………………6.3 齿轮参数计算………………………………………………………7. 轴承的设计及校核…………………………………………………………7.1 轴承种类的选择……………………………………………………7.2 深沟球轴承结构……………………………………………………7.3 轴承计算………………………………………………………………8. 箱体设计……………………………………………………………………9. 设计小结……………………………………………………………………10. 参考文献……………………………………………………………………1、减速器概述1.1、减速器的主要型式及其特性减速器是一种由封闭在刚性壳体内的齿轮传动、蜗杆传动或齿轮—蜗杆传动所组成的独立部件,常用在动力机与工作机之间作为减速的传动装置;在少数场合下也用作增速的传动装置,这时就称为增速器。
机械设计课程设计计算说明书设计题目______________减速器设计_____________ _农业机械_院(系) _07级3 __ 班设计者______________ ________________指导老师____________________________________2009______年____06____月____29____日________ KMUST________目录第一部分设计任务书----------------------------------------------------------------3第二部分电传动方案的分析与拟定---------------------------------------------------5第三部分电动机的选择计算----------------------------------------------------------6第四部分各轴的转速、转矩计算------------------------------------------------------7第五部分联轴器的选择-------------------------------------------------------------9第六部分锥齿轮传动设计---------------------------------------------------------10第七部分链传动设计--------------------------------------------------------------12第八部分斜齿圆柱齿轮设计-------------------------------------------------------14第九部分轴的设计----------------------------------------------------------------17第十部分轴承的设计及校核-------------------------------------------------------20第十一部分高速轴的校核---------------------------------------------------------22第十二部分箱体设计---------------------------------------------------------------23第十三部分设计小结---------------------------------------------------------------24第一部分设计任务书1.1 机械设计课程的目的机械设计课程设计是机械类专业和部分非机械类专业学生第一次较全面的机械设计训练,是机械设计和机械设计基础课程重要的综合性与实践性教学环节。

减速器设计说明书系别:专业班级:姓名:学号:指导教师:职称:目录第一章设计任务书 (1)1.1设计题目 (1)1.2设计步骤 (1)第二章传动装置总体设计方案 (1)2.1传动方案 (1)2.2该方案的优缺点 (1)第三章选择电动机 (2)3.1电动机类型的选择 (2)3.2确定传动装置的效率 (2)3.3选择电动机容量 (2)3.4确定传动装置的总传动比和分配传动比 (3)第四章计算传动装置运动学和动力学参数 (4)4.1电动机输出参数 (4)4.2高速轴的参数 (4)4.3低速轴的参数 (4)4.4工作机的参数 (5)第五章普通V带设计计算 (5)第六章减速器齿轮传动设计计算 (9)6.1选精度等级、材料及齿数 (9)6.2按齿根弯曲疲劳强度设计 (9)6.3确定传动尺寸 (11)6.4校核齿面接触疲劳强度 (12)6.5计算齿轮传动其它几何尺寸 (13)6.6齿轮参数和几何尺寸总结 (14)第七章轴的设计 (15)7.1高速轴设计计算 (15)7.2低速轴设计计算 (21)第八章滚动轴承寿命校核 (27)8.1高速轴上的轴承校核 (27)8.2低速轴上的轴承校核 (28)第九章键联接设计计算 (29)9.1高速轴与大带轮键连接校核 (29)9.2低速轴与大齿轮键连接校核 (29)9.3低速轴与联轴器键连接校核 (29)第十章联轴器的选择 (30)10.1低速轴上联轴器 (30)第十一章减速器的密封与润滑 (30)11.1减速器的密封 (30)11.2齿轮的润滑 (30)11.3轴承的润滑 (31)第十二章减速器附件 (31)12.1油面指示器 (31)12.2通气器 (31)12.3放油塞 (32)12.4窥视孔盖 (32)12.5定位销 (33)12.6起盖螺钉 (33)第十三章减速器箱体主要结构尺寸 (33)第十四章设计小结 (34)参考文献 (34)第一章设计任务书1.1设计题目一级直齿圆柱减速器,拉力F=2300N,速度v=1.1m/s,直径D=350mm,每天工作小时数:16小时,工作年限(寿命):10年,每年工作天数:300天,配备有三相交流电源,电压380/220V。

机械设计减速器设计说明书Prepared on 22 November 2020东海科学技术学院课程设计成果说明书题目:机械设计减速器设计说明书院系:机电工程系学生姓名:专业:机械制造及其自动化班级:C15机械一班指导教师:起止日期:2017.东海科学技术学院教学科研部浙江海洋大学东海科学技术学院课程设计成绩考核表2017 — 2018 学年第一学期设计任务书一、初始数据设计一级直齿圆柱齿轮减速器,初始数据T = 1500Nm,n = 33r/m,设计年限(寿命):10年,每天工作班制(8小时/班):3班制,每年工作天数:250天,三相交流电源,电压380/220V。
二. 设计步骤1. 传动装置总体设计方案2. 电动机的选择3. 确定传动装置的总传动比和分配传动比4. 计算传动装置的运动和动力参数5. 设计V带和带轮6. 齿轮的设计7. 滚动轴承和传动轴的设计8. 键联接设计9. 箱体结构设计10. 润滑密封设计11. 联轴器设计目录第一部分设计任务书 (3)第二部分传动装置总体设计方案 (6)第三部分电动机的选择 (6)电动机的选择 (6)确定传动装置的总传动比和分配传动比 (7)第四部分计算传动装置的运动和动力参数 (8)第五部分V带的设计 (9)V带的设计与计算 (9)带轮的结构设计 (12)第六部分齿轮传动的设计 (14)第七部分传动轴和传动轴承及联轴器的设计 (20)输入轴的设计 (20)输出轴的设计 (26)第八部分键联接的选择及校核计算 (34)输入轴键选择与校核 (34)输出轴键选择与校核 (35)第九部分轴承的选择及校核计算 (35)输入轴的轴承计算与校核 (35)输出轴的轴承计算与校核 (36)第十部分联轴器的选择 (37)第十一部分减速器的润滑和密封 (38)减速器的润滑 (38)减速器的密封 (39)第十二部分减速器附件及箱体主要结构尺寸 (39)减速器附件的设计及选取 (39)减速器箱体主要结构尺寸 (45)设计小结 (48)参考文献 (48)h = ×H = ×27 = 14 mmr = ×K = ×34 = 8 mmb = = = 16 mm6.起盖螺钉为便于起箱盖,可在箱盖凸缘上装设2个起盖螺钉。

减速箱体机械加工工艺及夹具设计学生姓名:mxl_c学生学号:院(系):年级专业:指导教师:二〇〇八年六月摘要箱体零件是一种典型零件,其加工工艺规程和工装设计具有典型性。
该箱体零件结构复杂,零件毛坯采用铸造成形。
在加工过程中,采用先面后孔的加工路线,以保证工件的定位基准统一、准确。
为了消除切削力、夹紧力、切削热和因粗加工所造成的内应力对加工精度的影响,整个工艺过程分为粗、精两个阶段。
通过被加工零件的分析完成了机械加工工艺的设计及各加工工序机动时间的计算。
根据箱体零件的结构及其功能,运用定位夹紧的知识完成了夹具设计。
关键词箱体,工艺,夹具ABSTRACTThis box machine element is typical, the manufacturing process and tooling design of it is typical.The structure of this box machine element is complicated, the machine element’s blank adopt casting shape. In the process of manufacture, in order to ensure th -e location datum accurate and unity, I adopt the manufacturing line from face to hole.In order to clear away the influence for machining accurate of internal stress, cutting force, clamping force, heat in cutting from coarse manufacturing, the whole manufacturing pro -cess is made of coarse and accurate manufacturing. Parts were processed through the a -nalysis of the complete machining process design and the manufacturing processes for mobile time calculations. According to the box components and the function and structu -re, the use of the knowledge positioning clamp completed the fixture design.Key words Box machine,Processing,Jig目录摘要 (I)ABSTRACT (II)1 绪论 (1)1.1 课题背景 (1)1.2 制订工艺规程的意义与作用及其基本要求 (1)1.3 夹具的设计 (1)2 零件的分析 (2)2.1 箱体零件的功用和结构特点 (2)2.2 箱体零件图样分析 (2)2.3 箱体零件工艺分析 (3)2.4 箱体零件的主要技术要求 (4)2.5 主要设计内容 (5)3 工艺规程设计 (7)3.1 箱体的材料及毛坯 (7)3.2 减速箱箱体加工的主要问题和加工工艺过程设计所应采取的相应措施 (8)3.3 减速箱体加工定位基准的选择 (8)3.4 制定箱体的工艺路线 (9)3.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (13)3.6 确定切削用量及基本工时(机动时间) (15)3.7 时间定额计算及生产安排 (29)4 夹具设计 (36)4.1 镗床夹具设计 (36)4.1.1 工件加工工艺分析 (36)4.1.2 定位方案及定位元件设计 (36)4.1.3 夹紧方案及夹紧元件设计 (36)4.1.4 镗杆的直径与长度 (37)4.1.5 夹具体的设计 (37)4.1.6 镗套的设计 (37)4.1.7切削力及夹紧力计算 (39)4.1.8 夹具精度分析计算 (41)4.1.9 镗孔夹具的装配说明 (42)4.2 钻床夹具设计 (43)4.2.1 工件结构特点分析 (43)4.2.2 工件定位方案和定位元件的设计 (43)4.2.3 夹紧方案和夹紧元件的设计 (43)4.2.4 夹具体的设计 (44)4.2.5 钻模板的设计 (44)4.2.6 钻套的选择与设计 (45)4.2.7 切削力及夹紧计算 (46)4.2.8 夹具精度分析计算 (47)4.2.9 钻床夹具的装配说明 (49)结论 (50)参考文献 (51)致谢 (52)1 绪论1.1 课题背景毕业设计(论文)是我们在学校学习的最后一门课程,也是对自己在大学中所学知识的一个全面的检验。

减速器说明书(总23页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除目录1 课程设计任务 ............................................ 错误!未指定书签。
1.1 课程设计的目的 ....................................... 错误!未指定书签。
1.2 课程设计要求 ......................................... 错误!未指定书签。
1.3 课程设计的数据 ....................................... 错误!未指定书签。
2 设计方案拟定及说明 ...................................... 错误!未指定书签。
2.1 组成 ................................................. 错误!未指定书签。
2.2 特点 ................................................. 错误!未指定书签。
2.3 确定传动方案 ......................................... 错误!未指定书签。
2.4. 选择二级圆柱斜齿轮减速器(展开式) .................. 错误!未指定书签。
3 电动机选择 (3)3.1选择电动机的类型...................................... 错误!未指定书签。
3.2 传动装置的总传动比及其分配 ........................... 错误!未指定书签。
3.3 计算传动装置的运动和动力参数 ......................... 错误!未指定书签。
4 设计V带和带轮 .......................................... 错误!未指定书签。
目录目录 (1)设计原始数据 (1)第一章传动装置总体设计方案 (1)1.1 传动方案 (1)1.2 该方案的优缺点 (1)第二章电动机的选择 (3)2.1 计算过程 (3)2.1.1 选择电动机类型 (3)2.1.2 选择电动机的容量 (3)2.1.3 确定电动机转速 (3)2.1.4 二级减速器传动比分配 (4)2.1.5 计算各轴转速 (4)2.1.6 计算各轴输入功率、输出功率 (5)2.1.7 计算各轴的输入、输出转矩。
(5)2.2 计算结果 (6)第三章带传动的设计计算 (7)3.1 已知条件和设计内容 (7)3.2 设计步骤 (7)3.3 带传动的计算结果 (9)第四章齿轮传动的设计计算 (10)4.1高速级齿轮传动计算 (10)4.2低速级齿轮传动计算 (14)第五章轴的结构设计 (19)5.1 初步估算轴的直径 (19)5.2 初选轴承 (19)5.3 轴的各段直径和轴向尺寸 (20)5.4 联轴器的选择 (21)第六章轴、轴承及键联接的校核计算 (22)6.1 轴强度的校核计算 (22)6.1.1 轴的计算简图 (22)6.1.2 弯矩图 (22)6.1.3 扭矩图 (23)6.1.4 校核轴的强度 (23)6.2 键联接选择与强度的校核计算 (24)第七章箱体的结构设计以及润滑密封 (25)7.1 箱体的结构设计 (25)7.2 轴承的润滑与密封 (26)设计小结 (27)参考文献 (28)设计原始数据第一章传动装置总体设计方案1.1 传动方案传动方案已给定,外传动为V带传动,减速器为二级展开式圆柱齿轮减速器。
方案简图如1.1所示。
图 1.1 带式输送机传动装置简图展开式由于齿轮相对于轴承为不对称布置,因而沿齿向载荷分布不均,故要求轴有较大的刚度。
1.2 该方案的优缺点该工作机有轻微振动,由于V带有缓冲吸振能力,采用 V带传动能减小振动带来的影响,并且该工作机属于小功率、载荷变化不大,可以采用V 带这种简单的结构,并且价格便宜,标准化程度高,大幅降低了成本。

摘要零件的工艺编制,在机械加工中占有非常重要的地位,零件工艺编制得合不合理,这直接关系到零件最终能否达到质量要求;夹具大的设计也是不可缺少的一部分,它关系到能否提高其加工效率的问题。
因此这两者在机械加工行业中是至关重要的环节。
这次毕业设计,我设计的课题是一级减速器箱体加工工艺及夹具设计。
该箱体零件结构较复杂,体积较大。
为了提高生产效率和降低劳动强度,我设计了一款钻床夹具。
本次设计说明书分为三个部分:第一部分分为机械加工工艺规程的慨述,其中有工艺的组成,工艺规程的内容和作用,机械制造工艺规程的类型及格式,工艺规程的原理和步骤的介绍。
同时对定位基准的选择,工艺路线中表面加工方法的选择、加工方法的划分、加工顺序的安排起到详细的介绍。
第二部分分为机床夹具的设计,讲解机床夹具的慨述,机床夹具的组成分类。
工件定位的原理,定位方法和定位元件对定位误差的计算,对夹紧装置的组成和夹紧力的三要素作了分析。
在这次工艺中表面在铣床上加工;直径为40mm以上的在镗床上加工;其余的孔因分部面多我专门设计了一款夹具便于在钻床上加工(有图)。
第三部分主要介绍对零件加工的全过程,我这次设计主要选的是铸件对毛坯的确定;加工中的时效性处理;工艺路线的编制和工序卡片的编写(有卡片工艺、工序全过程)在加工完后的检验。
在加工中夹具的设计和计算,对机械简明手册的翻阅对国标对准。
在加工完后绘制出了完美的零件图(A0号)。
在经济时效下保证了加工满足的要求。
关键词:箱体、工艺、工序、夹具、绘制零件图图1英文摘要The Part of the process, in machining plays a very important part of the process, prepare to reasonable or unreasonable, it directly relates to the quality requirements could eventually parts, The design of fixture is big, it is the indispensable part in relation to improve the efficiency of the machining. So both in mechanical processing industry is crucial link. The graduation design, the topic is I design process and fixture enclosure reducer design. This case is complex, volume parts structure. In order to improve production efficiency and reduce labor intensity, I design a drill fixture. The design manual is divided into three parts:The first part is divided into the machining process of the specified procedures, including process, contents and procedure, mechanical manufacturing process planning of the type and the procedure formats, introduced the principle and procedure. The choice of the locating datum, the process route in the selection of surface machining method, the method of processing, sequence arrangement has been introduced in detail.The second part of the machine tool's fixture design, the interpretation of the machine tool's fixture of the machine tool's fixture soup, composition and classification. The principle, workpiece position and orientation of the positioning error calculation of components for clamping device, the composition and clamping force of three factors are analyzed. In the process of surface in milling machining, Diameter 40mm in for more boring, The rest of the hole for division I face a fixture designed to facilitate the processing (in press).The third part mainly introduces the process of parts processing, I choose the design is mainly for determination of casting billet, The timeliness, The preparation process route and the process of writing (card), whole process card technology in processing after inspection. In the process of calculation, and fixture design of mechanical concise manual of gb through alignment. In processing after mapped the perfect parts graph (A0). Under the limitation in the economic guarantee processing request.Key words: process, process, and drawing parts fixture, toto2目录摘要 (1)英文摘要 (2)第一章绪论 (5)1.1 制造工业的重要性 (5)1.2 减速器的运用、类型 (5)1.3 工艺设计的重要性 (6)1.4减速器箱体设计工艺的重要性 (7)第二章对零件的工艺分析 (8)2.1 工艺过程的组成 (8)2.2 工艺规程的内容与作用 (8)2.2.1工艺规程是指导生产的技术文件 (8)2.2.2工艺规程是生产组织和管理工作的基本依据 (9)2.2.3工艺规程是新建或扩建工厂或车间的基本资料 (9)2.3 机械制造工艺规程的类型及格式 (9)2.3.1 机械加工工艺过程卡 (9)2.3.2 机械加工工序卡 (10)2.4 工艺规程设计的原则与步骤 (12)2.4.1 工艺规程设计必须具备下列原始资料 (12)2.4.2在掌握上述资料的基础上,机械加工工艺规程设计主要有以下几步 (13)2.5 毛坯的确定 (13)2.6 基准的概念和分类及定位基准的选择 (15)2.6.1设计基准 (16)2.6.2零件的工艺设计和基准 (16)第三章夹具的设计 (18)3.1夹具的慨念 (18)3.1.1在设计夹具时,夹具的工作原理为 (18)3.1.2夹具在机械加工中的作用 (18)3.1.3机床夹具的组成及分类 (18)3.1.4夹具中加工精度的分析 (19)3.2工件的定位 (20)3.3 定位的误差 (21)3.4 工件的夹紧 (23)3.5 钻床夹具 (23)第四章零件的工艺过程 (26)4.1 零件制造工艺规程设计原理 (26)4.1.1零件制造工艺规程的格式和作用 (26)4.1.2本章主要说明本次设计的一级减速器箱体工艺及夹具设计 (26)4.2 零件制造工艺规程设计时的内容和步骤 (27)4.2.1根据以上资料,设计工艺规程的内容和程序如下 (27)4.3零件的结构工艺性 (28)34.4 毛坯的选用 (29)4.5 加工的路线拟订 (30)4.5.1 加工过程的开始阶段 (30)4.5.2 加工过程的中间阶段 (30)4.5.3 加工的最后阶段 (30)第五章总结与展望 (31)5.1总结 (31)5.2展望 (31)参考文献 (32)致谢 (33)4第一章绪论1.1 制造工业的重要性机械制造工业是国民经济中一个十分重要的产业,它为国民经济各部门科学研究、国防建设和人民生活提供各种技术装备,在社会主义建设事业中起着中流砥柱的作用。
前言毕业设计是我们学习完整个大学的全部基础课程、技术基础课程、以及专业课程之后进行的。
这是在我们进行完机械制造工艺学课程设计后的,对所学的各门课程的一次全面的综合性的设计课题任务,也是一次理论联系实际的训练,它是我们大学生涯的一个总结。
加工工艺及夹具毕业设计是对所学专业知识的一次巩固,是在进行社会实践之前对所学个课程的一次深入的综合性的总复习,也是理论联系实际的训练。
加工工艺及夹具的设计和使用是促进生产发展的重要工艺措施,随着我国机械工业生产的不断发展,加工工艺和机床夹具的改进和创造已成为广大机械工人和技术人员在技术革新中的一项重要任务。
对我个人而言,这次毕业设计是自己迎接未来工作的一次很重要的锻炼机会我会用自己的认真务实的态度去完成这份毕业设计,我相信在这个过程当中,自己分析问题、解决问题的能力、团队合作意识等,将得到很大的提高,为以后的工作打好基础。
由于能力和实践经历有限,设计尚有不妥之处,恳请各位老师给予指教。
目录1.零件的分析 (1)1.1零件的作用 (1)1.2零件的工艺分析 (1)2.毛坯的确定 (1)2.1毛坯的制造形式 (1)2.2毛坯尺寸及加工余量 (1)3.工艺规程设计 (2)3.1定位基准的选择 (2)3.2制定工艺路线 (2)3.3选择加工设备及刀具、夹具、量具 (4)3.4工序的设计 (5)4.夹具设计 (10)4.1定位基准的选择 (11)4.2定位方式的分析 (11)4.3切削力的计算 (12)4.4夹紧力的计算及夹紧方式的确定 (12)结束语 (13)参考文献 (14)1.零件的分析1.1零件的作用题目给的零件是一个减速箱体,箱体是机器的基础零件,它将机器中有关部件的轴、套、齿轮等相关零件连接成一个整体,并使之保持正确的相互位置,以传递转矩或改变转速来完成规定的运动,故箱体的加工质量,直接影响到机器的性能、精度和寿命。
1.2零件的工艺分析箱体类零件的结构复杂,壁薄且不均匀,加工部位多,加工难度大。
由零件图可知,零件的材料是H T200,该材料具有较高的强度、耐磨性、耐热性、减震性、切削加工性、铸造性,价格便宜,制造方便,但塑性较差、脆性高,适用于承受较大应力、要求耐磨的零件。
该零件属于箱体类零件,其中有五个表面以及表面上有各种尺寸的孔、螺纹孔需要加工。
1.2.1该零件的加工包括以下几个加工部位前面一个Φ185m m孔、两个Φ50m m孔、左面Φ52m m孔、后面Φ310m m两个Φ82m m,右边Φ124m m八个孔的粗镗、半精镗。
1.2.2对零件的加工要求叙述如下:底面的表面粗糙度为12.5u m,前面的表面粗糙度为 6.3u m,后面的表面粗糙度为 6.3u m,右面的表面粗糙度为 6.3u m,后面Φ52m m 的孔表面粗糙度为 6.3u m,前面Φ310m m的孔的表面粗糙度为12.5u m,前面两个Φ50m m以及左面Φ52m m和右面Φ35m m4个孔的表面粗糙度均为 3.2u m,结合零件的加工工艺性,在加工过程中,基本上用主轴孔及侧轴孔定位,这样遵循了基准统一原则,减小误差。
2.毛坯的确定2.1毛坯的制造形式根据零件材料确定毛坯为铸件。
已知零件的生产纲领为10000件/年,由参考文献[2]表1-2、表1-3可知,其生产类型为大批量生产,而且零件的轮廊尺寸不大,手工造型应用与单件及小批生产以及用于大型零件铸造;而机器造型的金属模铸造则应用于大批或大量生产中。
机器造型较手工造型不但生产率高,而且所得的铸件尺寸也较准确。
故毛坯的铸造方法选用金属模机器造型。
2.2毛坯尺寸及加工余量由参考文献[1]表12-2,得各加工表面的总余量如表2-1所示:3.1定位基准的选择基准选择是工艺规程设计中的重要工作之一。
基准选择得正确与合理,可以是加工质量得到保证,生产率得以提高。
否则,加工工艺过程中会问题百出,更有甚者,还会造成零件大批报废,使生产无法正常进行。
3.1.1粗基准的选择对于本零件而言,按照粗基准的选择原则,选择本零件底面作为粗基准,限制X方向的移动和旋转自由度、Y方向的旋转自由度和Z方向的移动自由度,在后面用两个挡销限制Z方向的旋转和Y方向的移动两个自由度,这样六个自由度均限制了,再用夹紧装置对两个Φ52m m的底孔进行夹紧,就可以对前面进行加工了。
3.1.2精基准的选择主要应该考虑基准重合的问题和便于安装,采用上表面和工艺孔作为精基准,当设计基准与工序基准不重合时,应该进行尺寸换算.3.2制定工艺路线制定工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证。
因为该零件是大批生产,所以可以考虑采用万能性机床配以专用工夹具,并尽量使工序集中来提高生产率。
除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
由参考文献[2]表1-2、表1-3可知,此零件的生产类型的工艺特征如下表3-1所示:1)加工顺序为先面后孔箱体类零件的加工顺序均为先加工面,以加工好的平面定位,再来加工孔。
因为箱体孔的精度要求高,加工难度大,先以孔为粗基准加工平面,再以平面为精基准加工孔,这样不仅为孔的加工提供了稳定可靠的精基准,同时还可以使孔的加工余量较为均匀。
由于箱体上的孔分布在箱体各平面上,先加工好平面,钻孔时,钻头不易引偏,扩孔或绞孔时,刀具也不易崩刃。
2)加工阶段粗、精分开箱体的结构复杂,壁厚不均,刚性不好,而加工精度要求又高,故箱体重要加工表面都要划分粗、精加工两个阶段,这样可以避免粗加工造成的内应力、切削力、夹紧力和切削热对加工精度的影响,有利于保证箱体的加工精度。
粗、精分开也可及时发现毛坯缺陷,避免更大的浪费;同时还能根据粗、精加工的不同要求来合理选择设备,有利于提高生产率。
3)工序间合理按排热处理箱体零件的结构复杂,壁厚也不均匀,因此,在铸造时会产生较大的残余应力。
为了消除残余应力,减少加工后的变形和保证精度的稳定,所以,在铸造之后必须安排人工时效处理。
人工时效的工艺规范为:加热到500o C~550o C,保温4h~6h,冷却速度小于或等于30o C/h,出炉温度小于或等于200o C。
普通精度的箱体零件,一般在铸造之后安排1次人工时效出理。
对一些高精度或形状特别复杂的箱体零件,在粗加工之后还要安排1次人工时效处理,以消除粗加工所造成的残余应力。
有些精度要求不高的箱体零件毛坯,有时不安排时效处理,而是利用粗、精加工工序间的停放和运输时间,使之得到自然时效。
箱体零件人工时效的方法,除了加热保温法外,也可采用振动时效来达到消除残余应力的目的。
4)用箱体上的重要孔作粗基准箱体类零件的粗基准一般都用它上面的重要孔作粗基准,这样不仅可以较好地保证重要孔及其它各轴孔的加工余量均匀,还能较好地保证各轴孔轴心线与箱体不加工表面的相互位置。
并结合各表面的加工要求和各加工方法能达到的经济精度。
此外,由于此减速箱体的生产纲领为10000件/年,确定生产类型为大量生产,结合此类生产类型的工艺特征和经济效果,制定以下的工艺路线:上述工艺方案遵循了制定箱体加工工艺路线制定的基本路线,结合此箱体零件的工艺特点。
3.3选择加工设备及刀具、夹具、量具鉴于此减速箱体加工的生产类型为大量生产,零件的毛坯精度不高,余量小,应广泛选用专用组合机床设备和高效的专用工艺装备,工件全部采用夹具装夹,流水线生产,可使劳动生产率得到有效提高,并能降低生产成本,但考虑到工装定位,只部分采用专用机床。
铣平面时,两个相对的平面同时加工,选择卧式铣床、Y G8的面铣刀、专用铣床夹具和游标卡尺,只是粗铣和精铣时选用的切削用量不同。
钻各螺纹底孔和攻螺纹孔时,选择摇臂钻床、各种尺寸的麻花钻、机用丝锥、专用夹具和游标卡尺。
同时镗前、后面上的Φ185、Φ50、Φ52、Φ310、Φ82的孔时,选择卧式双面组合镗床、镗通孔的镗刀、专用镗床夹具和游标卡尺、检验棒、塞规。
3.4工序的设计3.4.1工序050:钻上表面那8个螺纹底孔,选用机床:Z 3025B刀具:直柄短麻花钻Φ8.5d =8.5,1l =37m m , l =79m m (国标 G B 1437-85)确定进给量f :根据《切削手册》表14-34得:当灰口铸铁≦H T 200,d =8m m 时,f =0.27~0.33m m /r ,由于是丝锥攻螺纹前钻孔,故不必乘以修正系数。
根据机床Z 3025B 机床说明书:现取进给量:f =0.30m m /r切削速度:根据《切削手册》表14-3得:v =26m /m i n所以: s n =dw v π1000=5.8261000⨯⨯π=974r /m i n 按机床转速取:s n =960r /m i n ,故实际切削速度:v =1000ns dw π=25.6m /m i n 切削工时:根据《切削手册》表15-6查得:1l =3m m , 2l =1m m , l =20m m1m t =l +1l + 2l /w n f=20+3+1/960×0.30=0.08m i n故钻8个孔时的工时:2m t =8×0.08=0.64m i n铰两个工艺孔:根据《切削手册》表10-32 G B 1132-84选取d =8.5的直柄机用铰刀查表15-10得铰孔时的切入及超出长度分别为:1l =0.1+0.5=0.6m m 2l =15m m p a =0.10m m转速仍取s n =960r /m i n铰两孔的工时:m t = 2f nw l2 l1l ⨯++=⨯⨯++30.0960156.0202=0.24m i m3.4.2工序055:粗镗前、后面的Φ62m m 、Φ77m m 两个沉头孔,以及Φ35m m 、Φ47m m 两孔选用镗床:T 618刀具:硬质合金镗刀 镗刀材料:YT 5进给量:根据《切削手册》查表14-51得:杆伸出长度取300m m ,切削深度为p a =2.0m m ,毛坯孔径0d =42m m因此确定进给量f =0.2m m /r切削速度:根据《削手册》查得v =2.4m /s =144m /m i n机床主轴转速n :n =d v π1000=421441000⨯⨯π=1091.9r /m i n 按机床取n =1000r /m i n实际切削速度:v =1000100042⨯⨯π=131.88m m /m i n工厂每分钟进给量m f =f n =0.2×1000=200m m /m i n被切削层长度:l =22m m根据《切削手册》表15-1续取:1l =5.5m m 2l =1m m行程次数:i =1机动时间:m t =fml l l 21++=20015.522++=0.143m i n 3.4.3工序060:粗镗底面Φ52m m 、Φ52m m 、Φ54m m 三个孔选用机床:立式镗床T 716A刀具:硬质合金镗刀 镗刀材料:YT 5切削深度p a : p a =2m m毛坯孔径0d =42m m进给量f :根据《切削手册》表14-51取:刀杆伸出长度100m m 切削深度p a =2m m因此确定进给量:f =0.2m m /r切削速度:根据《切削手册》取:v =2.4m /s =144m /m i n机床主轴转速n :n =d v π1000 =471441000⨯⨯π=975.7r /m i n 按机床取n =1000r /m i n实际切削速度:v =1000100047⨯⨯π=147.58m /m i n工作台每分钟的进给量:m f =f n =0.2×1000=200m m /m i n 被切削层长度l :l =18m m根据《切削手册》表15-1续取:1l =5.5m m 2l =1m m行程次数:i =1机动时间:m t =fml l l 21++=20015.518++=0.123m i n 3.4.4工序065:半精镗前、后面的Φ35m m 、Φ47m m 两个孔选用机床:卧式镗床T 618刀具:硬质合金镗刀 镗刀材料:YT 5切削深度p a : p a =0.5m m毛坯孔径0d =46m m进给量f :根据《切削手册》表14-51取:刀杆伸出长度200m m 切削深度p a =0.5m m因此确定进给量:f =0.2m m /r切削速度:根据《切削手册》取:v =3.18m /s =190.8m /m i n机床主轴转速n :n =d v π1000 =468.1901000⨯⨯π=1320.9r /m i n 按机床取n =1300r /m i n实际切削速度:v =1000130046⨯⨯π=187.77m /m i n工作台每分钟的进给量:m f =f n =0.2×1300=260m m /m i n 被切削层长度l :l =15m m刀具切入长度1l :10.5(2~3)2 2.8730pr a l mm tgk tg =+=+≈︒刀具切出长度2l :mm l 5~32= 取mm l 42=行程次数:i =1机动时间:m t =fml l l 21++=260487.215++=0.084m i n 3.4.5工序070:半精镗低面的Φ54m m 孔选用机床:立式镗床 T 716A刀具:硬质合金镗刀 镗刀材料:YT 5切削深度p a : p a =0.5m m毛坯孔径0d =53m m进给量f :根据《切削手册》表14-51取:刀杆伸出长度100m m 切削深度p a =0.5m m因此确定进给量:f =0.2m m /r切削速度:根据《切削手册》取:v =3.18m /s =190.8m /m i n机床主轴转速n :n =d v π1000 =538.1901000⨯⨯π=1146.5r /m i n按机床取n =1000r /m i n实际切削速度:v =1000100053⨯⨯π=166.42m /m i n工作台每分钟的进给量:m f =f n =0.2×1000=200m m /m i n被切削层长度l :l =22m m刀具切入长度1l :10.5(2~3)2 2.8730pr a l mm tgk tg =+=+≈︒刀具切出长度2l :mm l 5~32= 取mm l 42=行程次数:i =1机动时间:m t =fm l l l 21++=200487.222++=0.144m i n3.4.6工序075:精镗前、后面的Φ62m m 、Φ77m m 两个沉头孔,以及Φ35m m 、Φ47m m 两孔选用机床:卧式镗床T 618刀具:硬质合金镗刀 镗刀材料:YT 5切削深度p a : p a =0.01m m毛坯孔径0d =47m m进给量f :根据《切削手册》表14-51取:刀杆伸出长度200m m 切削深度p a =0.01m m因此确定进给量:f =0.1m m /r切削速度:根据《切削手册》取:v =100m /m i n机床主轴转速n :n =d v π1000 =471001000⨯⨯π=677r /m i n 按机床取n =600r /m i n实际切削速度:v =100060047⨯⨯π=88.55m /m i n工作台每分钟的进给量:m f =f n =0.1×600=60m m /m i n被切削层长度l :l =15m m刀具切入长度1l :1l =3刀具切出长度2l :mm l 5~32= 取mm l 42=行程次数:i =1机动时间:m t =fml l l 21++=604315++=0.367m i n 4.夹具设计为了提高劳动生产率,保证加工质量,降低劳动强度。