中厚板厚度的允许偏差
- 格式:docx
- 大小:20.50 KB
- 文档页数:7

鞍山钢铁集团公司企业标准Q/ASB 1-2005代替Q/ASB 1-2004热轧中厚钢板尺寸、外形、重量及允许偏差2005-06-15发布 2005-07-01实施鞍山钢铁集团公司 发布前 言为满足鞍钢中、厚钢板的生产和国内外用户需求,参照GB/T 709—1988、JIS G 3193—1990、ASTM A6/A6M—2001和BS EN 10029:1991的规定和生产厂的生产实际,对Q/ASB 1-2004《热轧中、厚板尺寸、外形重量及允许偏差》进行修订。
本标准代替Q/ASB 1-2004《热轧中、厚板尺寸、外形重量及允许偏差》。
本标准与Q/ASB 1-2004相比,主要变化如下:——加严了部分规格钢板的厚度公差;限定负偏差轧制钢板的负偏差由原0.3mm修改为0.25mm。
——加严了钢板的长度允许偏差和镰刀弯;——钢板的不平度采用相应欧洲标准指标。
本标准可作为中板厂和厚板厂按GB/T 709—1988标准交货的依据,也可作为按JIS G 3193—1990、ASTM A6/A6M—2001和BS EN10029:1991标准组织生产的依据。
本标准的附录A是规范性附录。
本标准由鞍山钢铁集团公司科技质量部提出。
本标准由鞍山钢铁集团公司科技质量部归口。
本标准起草单位:鞍钢集团公司科技质量部、鞍钢集团公司厚板厂。
本标准主要起草人:郑英杰、丛津功。
本标准水平等级记:Q/ASB 1-2005 Y。
热轧中厚钢板尺寸、外形、重量及允许偏差1 范围本标准规定了热轧中厚钢板的尺寸、外形、重量及允许偏差等。
本标准适用于鞍钢集团公司中板厂和厚板厂生产的热轧中厚板。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后的所有修改单(不包括勘误的内容)或修订版本均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
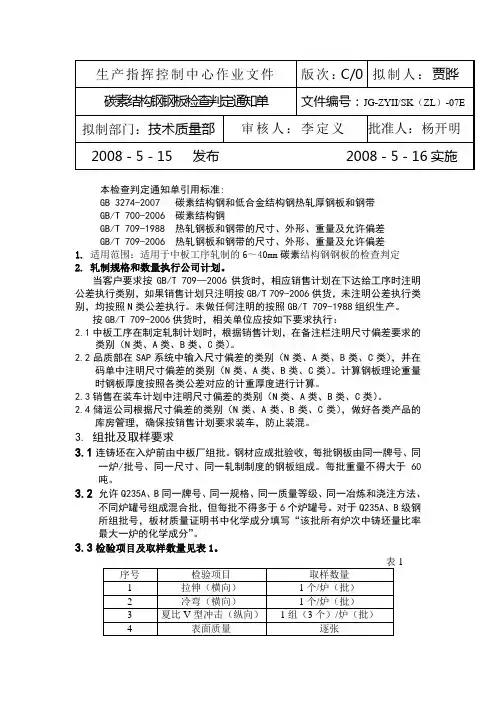
本检查判定通知单引用标准:GB 3274-2007 碳素结构钢和低合金结构钢热轧厚钢板和钢带GB/T 700-2006 碳素结构钢GB/T 709-1988 热轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 709-2006 热轧钢板和钢带的尺寸、外形、重量及允许偏差1.适用范围:适用于中板工序轧制的6~40mm碳素结构钢钢板的检查判定2.轧制规格和数量执行公司计划。
当客户要求按GB/T 709—2006供货时,相应销售计划在下达给工序时注明公差执行类别,如果销售计划只注明按GB/T 709-2006供货,未注明公差执行类别,均按照N类公差执行。
未做任何注明的按照GB/T 709-1988组织生产。
按GB/T 709-2006供货时,相关单位应按如下要求执行:2.1中板工序在制定轧制计划时,根据销售计划,在备注栏注明尺寸偏差要求的类别(N类、A类、B类、C类)。
2.2品质部在SAP系统中输入尺寸偏差的类别(N类、A类、B类、C类),并在码单中注明尺寸偏差的类别(N类、A类、B类、C类)。
计算钢板理论重量时钢板厚度按照各类公差对应的计重厚度进行计算。
2.3销售在装车计划中注明尺寸偏差的类别(N类、A类、B类、C类)。
2.4储运公司根据尺寸偏差的类别(N类、A类、B类、C类),做好各类产品的库房管理,确保按销售计划要求装车,防止装混。
3. 组批及取样要求3.1连铸坯在入炉前由中板厂组批。
钢材应成批验收,每批钢板由同一牌号、同一炉/批号、同一尺寸、同一轧制制度的钢板组成。
每批重量不得大于60吨。
3.2 允许Q235A、B同一牌号、同一规格、同一质量等级、同一冶炼和浇注方法、不同炉罐号组成混合批,但每批不得多于6个炉罐号。
对于Q235A、B级钢所组批号,板材质量证明书中化学成分填写“该批所有炉次中铸坯量比率最大一炉的化学成分”。
3.3检验项目及取样数量见表1。
12.4 取样部位见板材取样规定。
试样大小:沿板宽方向1/4处切取如下尺寸小试样:Q235A:150+15(板长方向)×500+15(板宽方向)(mm)。
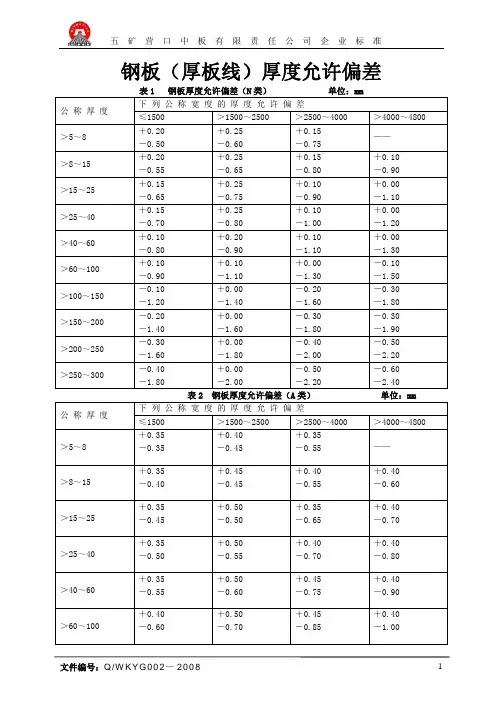
钢板(厚板线)厚度允许偏差表1 钢板厚度允许偏差(N类)单位:mm
表2 钢板厚度允许偏差(A类)单位:mm
表3 钢板厚度允许偏差(B 类) 单位:mm
表4 钢板厚度允许偏差(
C 类) 单位:mm
钢板宽度允许偏差
切边钢板的宽度允许偏差应符合表5的规定
不切边钢板的宽度允许偏差由供需双方协商。
钢板长度允许偏差
切边钢板的长度允许偏差应符合表6的规定
表6 切边钢板长度允许偏差 单位:mm
钢板不平度
钢板(对角线)镰刀弯及切斜
表8 切边钢板的对角线差值 单位:mm
宽厚板厂生产工艺室
2012-09-02。
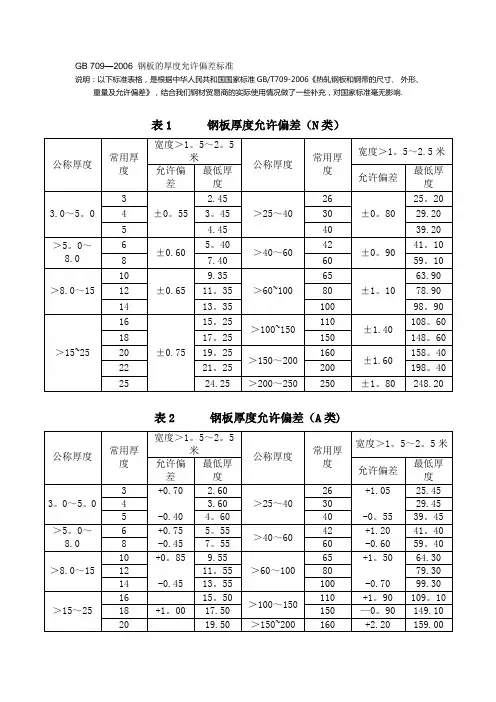
GB 709—2006 钢板的厚度允许偏差标准
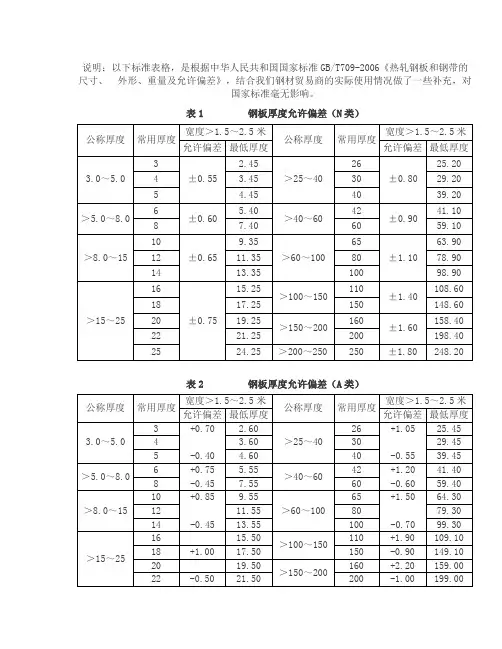
说明:以下标准表格,是根据中华人民共和国国家标准GB/T709-2006《热轧钢板和钢带的尺寸、外形、重量及允许偏差》,结合我们钢材贸易商的实际使用情况做了一些补充,对国家标准毫无影响.
表1 钢板厚度允许偏差(N类)
表2 钢板厚度允许偏差(A类)
表3 钢板厚度允许偏差(B类)
钢板厚度允许偏差(C类)
表4
GB/T3274—2007规定
1、钢的牌号和化学成分应符合GB/T700(普碳)、GB/T1591(低合金)的规定。
2、钢板和钢带的尺寸、外形、重量及允许偏差应符合GB/T709的规定。
3、合同未明确时,按如下规定:
A)、单轧钢板通常切四边交货;钢带通常不切边交货。
B)、单轧钢板厚度偏差种类按对称偏差(N类)。
C)、钢带和连轧钢板厚度精度按普通精度(PT。
A)。
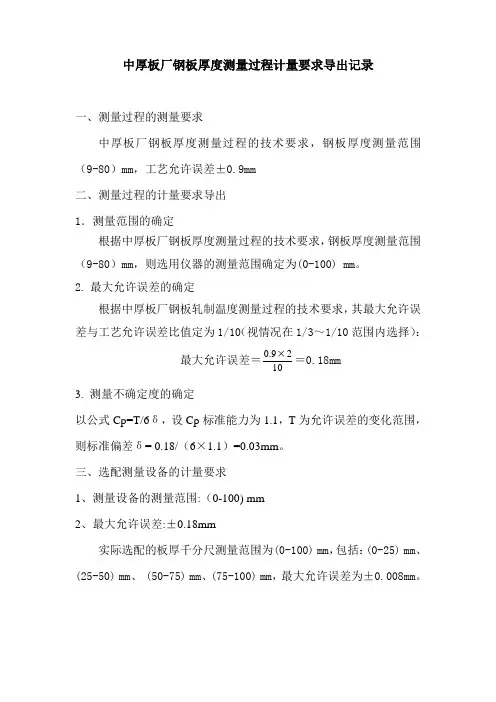
中厚板厂钢板厚度测量过程计量要求导出记录一、测量过程的测量要求中厚板厂钢板厚度测量过程的技术要求,钢板厚度测量范围(9-80)mm,工艺允许误差±0.9mm二、测量过程的计量要求导出1.测量范围的确定根据中厚板厂钢板厚度测量过程的技术要求,钢板厚度测量范围(9-80)mm,则选用仪器的测量范围确定为(0-100) mm。
2.最大允许误差的确定根据中厚板厂钢板轧制温度测量过程的技术要求,其最大允许误差与工艺允许误差比值定为1/10(视情况在1/3~1/10范围内选择):最大允许误差=1029.0×=0.18mm3. 测量不确定度的确定以公式Cp=T/6δ,设Cp标准能力为1.1,T为允许误差的变化范围,则标准偏差δ= 0.18/(6×1.1)=0.03mm。
三、选配测量设备的计量要求1、测量设备的测量范围:(0-100) mm2、最大允许误差:±0.18mm实际选配的板厚千分尺测量范围为(0-100) mm,包括:(0-25) mm、(25-50) mm、 (50-75) mm、(75-100) mm,最大允许误差为±0.008mm。
中厚板厂钢板厚度测量过程不确定度评定1概述1.1测量方法:1.1.1 MBZYHBC /CL01 《钢板厚度检测控制办法》1.1.2 BHBC/7/SJ03 《生产过程控制管理办法》1.2环境条件:常温测量使用的测量设备:(0-25)mm板厚千分尺为例,分度值为0.01mm,其最大允许误差±0.008mm 被测对象:钢板厚度,根据工艺要求,(9-80)mm的钢板,其厚度最大允许误差为±0.18mm1.5 测量方法:用板厚千分尺直接测量钢板厚度。
建立数学模型D=d (1) 式中:D——板厚千分尺测得的钢板厚度值d——钢板厚度3.不确定度评定分析测量方法可知,对厚度D的测量不确定度影响显著因素主要有:(1)板厚千分尺测量重复性引起的不确定度u1;(2)板厚千分尺测量误差引入的不确定度u2;(3)由人员读数误差引入的不确定度u3。
说明:以下标准表格,是根据中华人民共和国国家标准GB/T709-2006《热轧钢板和钢带的尺寸、外形、重量及允许偏差》,结合我们钢材贸易商的实际使用情况做了一些补充,对
国家标准毫无影响。
表1 钢板厚度允许偏差(N类)
表2 钢板厚度允许偏差(A类)
表3 钢板厚度允许偏差(B类)
表4 钢板厚度允许偏差(C类)
表5 钢带(包括连轧钢板)厚度允许偏差
GB/T3274-2007规定
1、钢的牌号和化学成分应符合GB/T700(普碳)、GB/T1591(低合金)的规定。
2、钢板和钢带的尺寸、外形、重量及允许偏差应符合GB/T709的规定。
3、合同未明确时,按如下规定:
A)、单轧钢板通常切四边交货;钢带通常不切边交货。
B)、单轧钢板厚度偏差种类按对称偏差(N类)。
C)、钢带和连轧钢板厚度精度按普通精度(PT.A)。
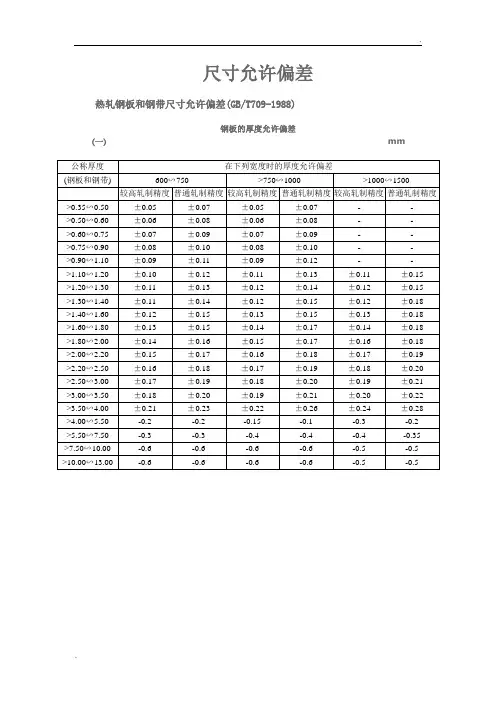
尺寸允许偏差热轧钢板和钢带尺寸允许偏差(GB/T709-1988)钢板的厚度允许偏差(一) mm钢板的厚度允许偏差(二)mm钢板的厚度允许偏差(三)mm切边钢板的宽度允许偏差mm切边钢带的宽度允许偏差不得超过下列规定钢带宽度600∽1000m………………………………………+5mm>1000m………………………………………+10mm不切边钢带的宽度允许偏差不得超过下列规定钢带宽度≤1000m………………………………………+20mm>1000m………………………………………+30mm 纵剪钢带的宽度允许偏差 mm钢板的长度允许偏差mm注:剪切后平整的热轧钢板,其长度偏差允许增加20mm.冷轧钢板和钢带尺寸允许偏差(GB/T708-1988)钢板和钢带的宽度允许偏差mm钢板和钢带的宽度允许偏差mm纵切钢带分宽度允许偏差 mm钢板的长度允许偏差 mm锅炉用钢板允许偏差(GB/T713-1997)厚度允许偏差 mm计算重量的厚度附加值mm注:钢板按理论重量交货时,以钢板的公称厚度加上上表的附加值作为计算重量的理论厚度.压力容器用钢板允许偏差(GB6654-1996)厚度允许偏差mm计算重量的厚度附加值mm热轧圆钢直径和方钢边长的允许偏差(GB/T702-1986) mm热轧工字钢尺寸允许偏差(GB/T706-1988)工字钢的高度h、腿宽度b、腰厚度d允许偏差mm注:工字钢平均腿厚度的允许偏差为±0.06t.工字钢的弯腰挠度不应超过0.15d.工字钢腿的外缘斜度单腿不大于1.5%b,双腿不大于2.5%b.工字钢腿端外缘钝化不得使直径等于0.18t的圆棒通过.工字钢按定尺或倍尺长度交货时,其长度允许偏差mm热轧槽钢尺寸允许偏差(GB/T707-1988)槽钢的高度h、腿宽度b、腰厚度d允许偏差mm注:槽钢平均腿厚度的允许偏差为±0.06t。
槽钢的弯腰挠度不应超过0.15d。
槽钢腿的外缘斜度,单腿不大于1.5%b,双腿不大于2.5%b。

中厚板常用规格
【原创版】
目录
1.中厚板的定义和用途
2.中厚板的常见规格
3.中厚板的生产工艺
4.中厚板的选购注意事项
5.中厚板的未来发展趋势
正文
一、中厚板的定义和用途
中厚板,顾名思义,是指厚度在 20mm 至 200mm 之间的板材。
它具有较高的强度和良好的耐磨性,广泛应用于建筑、造船、机械制造、桥梁等领域。
二、中厚板的常见规格
中厚板的规格繁多,常见的有:厚度为 20mm 至 200mm,宽度为1000mm 至 3000mm,长度为 2000mm 至 12000mm 等。
三、中厚板的生产工艺
中厚板的生产工艺主要包括热轧和冷轧两种。
热轧中厚板具有较高的强度和韧性,冷轧中厚板则具有较高的精度和光洁度。
四、中厚板的选购注意事项
购买中厚板时,应根据实际需要选择合适的规格和材质,同时要注意板材的表面质量和尺寸精度。
五、中厚板的未来发展趋势
随着我国经济的发展,中厚板的需求也在不断增长。
钢板的厚度允许偏差标准.doc钢板的厚度允许偏差标准是钢板生产和使用中非常重要的技术指标,对于保障工程质量和安全具有重要意义。
本文将从以下几个方面介绍钢板厚度允许偏差标准的相关知识。
钢板的厚度允许偏差标准是指在生产和使用钢板过程中,其厚度值与规定厚度值之间允许存在的误差范围。
在国内标准中,通常将钢板厚度允许偏差分为绝对偏差和相对偏差两种。
二、绝对偏差和相对偏差的含义1.绝对偏差绝对偏差是指一个钢板厚度值与规定的厚度值之间的差异,也就是说,绝对偏差是以数字形式表示的偏差。
格式如下:|实测厚度-规定厚度|。
绝对偏差值越大,则说明实测厚度差异越明显。
1.冷轧板和热轧板冷轧板和热轧板的厚度允许偏差标准有所不同。
冷轧板厚度允许偏差一般定义为绝对偏差和相对偏差两种形式,其中规定的绝对偏差值根据板材的厚度得以区分。
而热轧板的厚度允许偏差标准通常按照国家标准规定,以相对偏差值形式进行定义。
2.镀锌钢板镀锌钢板的厚度允许偏差标准与其它两种不同,一般包括Z靶质检规定的允许偏差和自由侧偏差等几个方面。
其中Z靶质检规定的允许偏差指的是钢板的厚度允许存在的误差范围,而自由侧偏差则是指钢板的边缘位置相对于钢板中心位置的偏移程度。
3.彩涂钢板彩涂钢板的厚度允许偏差标准也按照国家标准的要求进行规定。
一般来讲,其厚度允许偏差标准是通过规定相对偏差值的形式进行描述,同时还包括定位侧距、侧平均厚度允许偏差等方面内容。
钢板厚度允许偏差标准的制定和实施,对于提高钢板厚度产品的质量和安全性,具有重要意义,同时还有以下的实际效用:1.规范钢板生产和使用过程中的质量要求,保证产品的质量稳定和一致性。
2.为生产过程中的生产工艺、生产设备以及质量检测等提供了强有力的技术支撑。
3.合理规定钢板厚度允许偏差可以避免因钢板厚度偏差而导致的安全隐患。
4.钢板厚度允许偏差标准的制定和实施,可以有效地保障工程的设计、施工以及使用质量。
中厚板⽣产中常见缺陷的类型及预防中厚板⽣产中常见缺陷的类型及预防中厚钢板是国民经济发展所依赖的重要材料,⼴泛⽤于⾼层建筑、桥梁、锅炉、容器、⽯油化⼯、⼯程机械、管线及国防建设等各个⽅⾯,中厚钢板的品种繁多,使⽤温度区域较⼴(-200℃~600℃),使⽤环境复杂,(耐候性、耐蚀性),使⽤要求⾼(强韧性、焊接性)。
⽬前,我国中厚板⽣产厚度为4~250mm, 宽度可达4000mm, 最长可达27m。
在品种⽅⾯, 已能⽣产难度⽐较⼤的装甲、船⾝、不锈、⾼压锅炉容器、桥梁等专⽤中厚板。
但是, ⾼档次板仍然⽐较少,专⽤板只占20%多⼀点, ⼤多数⼚以⽣产⼤路货普碳板为主, 产量占70%~80%。
由于⼤部分企业炼钢缺少炉外精炼⼿段, 钢质纯净度差, 钢板夹杂、分层现象有时较为突出, 在轧制⽣产中, 钢板表⾯铁⽪多, ⿇点⾯积⼤且深, 修磨量⼤, 严重影响了钢板品种与质量的发展。
另外国产中厚板尺⼨偏差、表⾯质量、⼒学性能也存在很多问题,只是⼤多数⼚⽣产以普碳钢为主,钢板质量问题还未完全暴露出来。
(中厚板市场)随着国民经济的发展, 各⾏各业对中厚板品种、规格、尺⼨精度、内外部质量及性能提出了⽇益增⾼的要求。
所以中厚钢板不仅要有好的机械性能,还要求有优良的表⾯质量和内部质量。
⽬前,国内中厚板存在的主要质量问题有:(1) 产品质量不能满⾜国际标准, 国际标准要求产品表⾯⽆缺陷且⽆修磨痕迹, 厚度公差带较国内标准减少50%, 不平度长度测量单位增加⼀倍, 产品全部双定尺交货。
国内中厚板双定尺率只有65%左右。
(2) 产品品种单⼀, 不能满⾜国内和国际市场需求, 有订单不能接受。
⼤部分企业只⽣产普碳和低合⾦钢中的A、B级钢,C、D级不能保证性能。
(3) 钢板外观质量差,如断⾯有兰边, 锯齿、撕裂、错⽛等缺陷,表⾯有划伤、铁⽪、油污、⿇点等缺陷,厚度偏差⼤、宽度⼤⼩头差⼤、对⾓线差值⼤等⾮矩形缺陷。
国内外中厚板外观质量对照表(4) 机械性能⼀次检验合格率低,,性能商检不合格率⼤。
GB 709-2006 钢板的厚度允许偏差标准
说明:以下标准表格,是根据中华人民共和国国家标准GB/T709-2006《热轧钢板和钢带的尺寸、?外形、重量及允许偏差》,结合我们钢材贸易商的实际使用情况做了一些补充,对国家标准毫无影响。
表1 钢板厚度允许偏差(N类)
表2 钢板厚度允许偏差(A类)
表3 钢板厚度允许偏差(B类)
表4 钢板厚度允许偏差(C类)
表5 钢带(包括连轧钢板)厚度允许偏差
GB/T3274-2007规定
1、钢的牌号和化学成分应符合GB/T700(
普碳)、GB/T1591(低合金)的规定。
2、钢板和钢带的尺寸、外形、重量及允许偏差应符合GB/T709的规定。
3、合同未明确时,按如下规定:
A)、单轧钢板通常切四边交货;钢带通常不切边交货。
B)、单轧钢板厚度偏差种类按对称偏差(N 类)。
C)、钢带和连轧钢板厚度精度按普通精度(PT.A) 补充(2014.7.30)舒磊。