角钢的允许偏差
- 格式:doc
- 大小:34.50 KB
- 文档页数:1
4号角铁国标厚度允许偏差根据不同的标准和厚度会有不同的要求。
一般来说,国标4号角铁的厚度允许偏差为壁厚的正负10%。
具体来说,如果角铁的厚度最小值为1.85毫米,最大厚度为2.25毫米,那么允许一定量的偏差,如厚度大于2.3毫米或小于1.75毫米。
这种偏差规格可能会因生产过程中的表面处理、材料厚度、模具磨损等多种因素而有所不同。
在角铁的实际使用中,其厚度偏差对承载力和应用环境有重要影响。
在承受弯曲、拉伸等载荷过程中,角铁的厚度偏差过大会使其承载能力降低,存在安全隐患。
因此,在选择角铁时,应选择符合标准规格的,即厚度在允许的范围内,以保证安全。
对于非标角铁,其厚度允许偏差可能更加严格。
一般来说,非标角铁的规格是根据实际需要定制的,其厚度可能比标角铁更薄或更厚,但必须符合一定的安全和质量要求。
如果角铁的厚度偏差过大,可能会影响其承载能力和使用寿命,因此在实际应用中应谨慎选择。
总的来说,角铁的厚度允许偏差是衡量其质量和安全性的重要指标之一。
在实际应用中,应选择符合标准规格的角铁,并注意其厚度偏差是否在允许范围内。
如果需要使用非标角铁,应确保其质量和安全性能符合要求。
值得注意的是,角铁的厚度还受到生产工艺、材料质量等多种因素的影响。
因此,在选择角铁时,除了关注厚度允许偏差外,还应考虑其他因素,如材料质量、表面处理、模具精度等,以确保所选角铁的质量和安全性。
同时,对于特殊环境下的使用,还应考虑载荷大小、使用环境等因素,以确保安全可靠地使用角铁。
镀锌角钢厚度允许偏差1. 镀锌角钢的基础知识镀锌角钢,听起来就很厉害吧?它可是建筑和制造行业里的一位“硬汉”。
不管是咱们的工厂大楼,还是那坚固的架子,镀锌角钢的身影无处不在。
想象一下,它就像是建筑的骨架,给一切撑起了个框框。
但是,别以为这玩意儿就只有一条规矩,其实在厚度方面,它也有些“小脾气”。
让我们来聊聊这个话题吧,看看它的厚度偏差是怎么一回事。
2. 厚度偏差的重要性2.1 什么是厚度偏差?厚度偏差,听起来好像就是个小问题,但实际上这可大有讲究。
简单来说,就是镀锌角钢的实际厚度和标准厚度之间的差别。
这就像你买了一件新衣服,结果试穿后发现它的尺码有点不对劲。
这种差异可不是小事,特别是在承重、抗压这些方面,影响可大了。
2.2 为什么要控制偏差?想象一下,如果镀锌角钢的厚度不达标,那可真是“前功尽弃”。
一旦它在承受压力时出现问题,整个建筑就可能出现安全隐患。
这就像盖房子,地基没打好,后果可想而知。
因此,控制镀锌角钢的厚度偏差,能确保我们的建筑稳如泰山,让人踏实放心。
3. 镀锌角钢的标准偏差3.1 国家标准与行业标准在中国,关于镀锌角钢厚度的标准可是非常严格的。
国家标准GB/T 97872013规定了镀锌角钢的厚度偏差范围,基本上是在允许的范围内波动,比如说±0.5mm。
这就像是我们平时走路,总会有个上下坡,但只要坡度在合理的范围内,咱们就不怕摔跤。
3.2 影响厚度偏差的因素说到影响厚度偏差的因素,真是一箩筐。
首先,生产工艺的不同会影响到厚度,比如说焊接、冷却等等。
其次,材料本身的性质也会起到决定性的作用,像是镀锌层的厚度、钢材的成分等,都会影响最终的厚度。
这就好比做饭,食材的质量、火候的掌控,都能直接影响菜的味道。
4. 如何检测厚度偏差4.1 常用的检测方法检测镀锌角钢厚度的方法有很多,比如超声波检测、机械测量等。
这些方法就像是给镀锌角钢做体检,让我们一目了然它的“健康状况”。
尤其是超声波检测,能做到非破坏性检测,简直是“高科技”的代表,让人觉得既神秘又可靠。
热镀锌角钢厚度允许偏差1. 热镀锌角钢的魅力说到热镀锌角钢,很多人可能觉得这玩意儿离我们挺远的,其实不然!无论是建筑、桥梁,还是那些咱们日常见到的各种设备,热镀锌角钢可谓是幕后英雄。
想象一下,建筑工地上,工人们挥汗如雨,搭建着坚固的结构,热镀锌角钢就是他们手中的“宝贝”。
这种材料不仅坚固耐用,还能抵御腐蚀,真的是“抗打”!1.1 厚度的重要性说到热镀锌角钢,厚度可是个大问题!你要知道,厚度直接影响到角钢的承载能力和使用寿命。
就像人吃饭要营养均衡,角钢也得厚薄得当。
要是厚度不够,那就像是让一根细竹竿支撑大石头,想都别想,立马就得“瘫痪”了!而太厚呢,又会增加成本,得不偿失,真是个两难的选择。
1.2 允许偏差的概念那么,热镀锌角钢的厚度允许偏差又是个啥呢?简单来说,就是在生产过程中,由于各种原因,厚度可能会有点小波动。
像是考试时,老师总会给个“浮动分”,不至于把学生整得过于紧张。
热镀锌角钢的厚度也是如此,厂家会根据国家标准,给出一个允许的偏差范围,确保在这个范围内的产品依然合格。
2. 厚度偏差的标准2.1 国家标准在我国,热镀锌角钢的厚度偏差是有明确规定的。
根据相关标准,通常情况下,角钢的厚度偏差会在±0.2mm到±0.3mm之间。
听上去好像不多,但其实这小小的差距在实际使用中,还是有一定的影响的。
所以,选购时可得多留个心眼儿,确保自己买到的是合格的产品,毕竟“便宜没好货”这句话可是亘古不变的真理!2.2 生产过程中的偏差在生产过程中,很多因素可能导致厚度的偏差,比如温度、材料本身的特性,甚至是操作工的技术水平。
就像一位大厨在做菜时,火候掌握得好,菜肴香喷喷;可要是手一抖,盐放多了,那可就糟了。
所以,厂家的技术水平和管理也相当重要,确保每一根角钢都能保持在允许的偏差范围内,才能保障产品质量。
3. 选择与应用3.1 选购小贴士在选购热镀锌角钢时,有几个小窍门可以分享给大家。
首先,要找信誉好的厂家,尤其是那些有资质认证的,毕竟“道高一尺,魔高一丈”,有保障的产品更能让人放心。
63角钢国标正负差表
63 角钢的国标正负差表并没有固定的标准,因为角钢的尺寸和重量允许偏差是根据 GBT706-2008《热轧型钢》标准中的相关要求制定的。
在该标准中,规定了热轧等边角钢、热轧不等边角钢、热轧 L 型钢等的尺寸、外形、重量及允许偏差、技术要求、试验方法等。
然而,通常情况下,63 角钢的国标正负差可以按照如下方式计算:
- 如果 63 角钢的尺寸符合标准,那么它的实际尺寸减去标准尺寸的差值应该是在正负 1% 的范围内。
- 如果 63 角钢的重量符合标准,那么它的实际重量减去标准重量的差值应该是在正负 10% 的范围内。
需要注意的是,以上计算方式仅适用于一般情况下,实际偏差可能会根据不同厂家、不同批次的产品而有所不同。
如果您对 63 角钢的国标正负差有特殊要求,建议在购买前查看相关厂家的产品标准,或咨询厂家专业人士。
角钢国家验收标准允许偏差
角钢国家验收标准是指对角钢产品进行检验和测试,以确保其符合国家标准要求的标
准文件。
在角钢国家验收标准中,允许一定的偏差,以考虑到制造和加工过程中的因素。
角钢国家验收标准中的允许偏差主要包括尺寸偏差、重量偏差和化学成分偏差等方面。
下面将详细介绍这些允许偏差内容:
1. 尺寸偏差
角钢国家验收标准允许的尺寸偏差包括长度、宽度、厚度、等边角和毛边长度等方面。
具体而言,允许长度的偏差为±5mm或±0.5%,以测量的较大值为准。
宽度和厚度允许偏
差的范围是±2mm或±0.2mm,以测量的较大值为准。
对于等边角和毛边长度的允许偏差范围为±1mm或±0.2mm,以测量的较大值为准。
2. 重量偏差
角钢国家验收标准允许的重量偏差是指角钢的重量与规格要求之间的差异。
允许的重
量偏差范围是±4%或±0.5KG,以测量的较大值为准。
3. 化学成分偏差
角钢国家验收标准中的化学成分偏差是指角钢中所含的化学成分与国家标准要求之间
的差异。
允许的化学成分偏差范围是按照国家标准要求进行测量和测试,其允许偏差按照
国家标准规定执行。
总的来说,角钢国家验收标准的允许偏差是为了调整制造和加工过程中因素的影响,
以确保最终的角钢产品符合国家标准要求。
这些允许偏差减小了生产过程中的不确定性,
同时也有助于确保角钢产品的合格性和可靠性。

角钢电力塔技术要求一:原材料要求2.钢板厚度允许偏差满足表2要求,且每种规格每一批次中存在材料尺寸负偏差的比例不高于50%。
二.下料1.下料长度、宽度允许偏差±2mm。
2.端头毛刺打磨干净。
2.角钢端部垂直度≤3b/100(b为肢宽),且≤3.0mm。
3.钢印号严格按工艺卡要求打。
材料厚度≤8.0mm,钢印深度为0.3---0.6mm,材料厚度>8.0mm,钢印深度为0.5---1.0mm。
钢印不应打在孔位或火曲部位。
钢印处钢材无凹凸面缺陷,边缘无裂纹或缺口。
三.制孔1.孔径允许偏差0----+0.8mm,圆度允许偏差≤1.2mm。
2.冲孔上下孔径允许偏差d1-d2≤0.12t。
3.角钢准距:±1mm。
4.角钢孔距:±0.5mm,连板孔距:±1mm。
5.端距,边距±1.5mm。
6.孔表面无明显凹面缺陷,大于0.3mm的毛刺应清除。
7.Q235材质厚度>16mm,Q345材质厚度>14mm,Q420材质厚度>12mm必须钻孔。
8.挂线孔必须钻孔。
四.制弯、切角1.曲点位移允许偏差2.0mm。
2.制弯边缘应圆滑,无裂纹、折皱、凹面和损伤。
3.制弯后的最小厚度不应小于原厚度的70%。
4.豁口制弯时,切割处采用相同材质和厚度的材料补焊,焊缝质量等级不低于二级。
5.切角边距允许偏差±1.5mm。
6.气割切角需打磨光滑,无气割痕迹。
五.组装、焊接1.组装公差要求±2.0mm。
2.焊缝外观要求:外形均匀,成型较好,焊道与焊道、焊缝与机体金属间圆滑过渡。
外观要求达到二级焊缝要求。
3.焊脚及焊缝余高要求0-1.5 mm.六.镀锌、1.镀锌外观:镀锌层表面应连续完整,并具有实用性光滑,不应有过酸洗、起皮、漏镀、结瘤、积锌和锐点等使用上有害的缺陷。
2.镀锌期间加工部件不能变形。
3.不准随意开流锌孔。
4.镀锌池中的锌纯度不能低于98%5. 非离心部件锌层厚度(务必保证镀锌层厚度)6.镀锌完工的较大构架应用聚丙烯等耐磨包装材料进行外包装,包装应牢固,保证在运输过程中包捆不松动,避免构件之间、构件与包装之间互相磨擦,损坏构件与镀锌层。
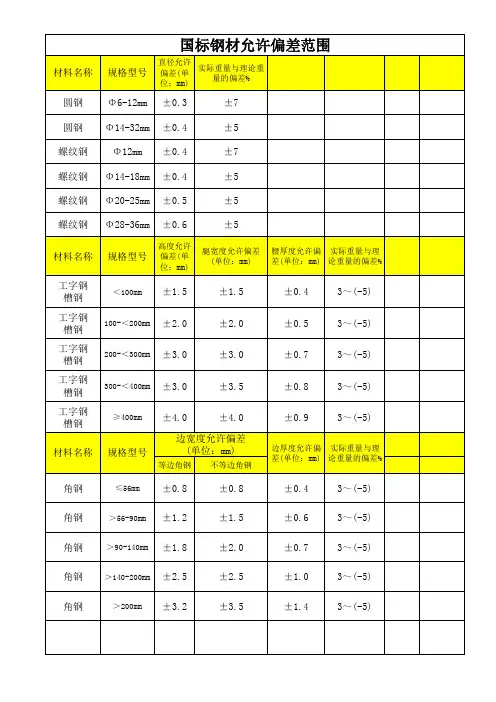
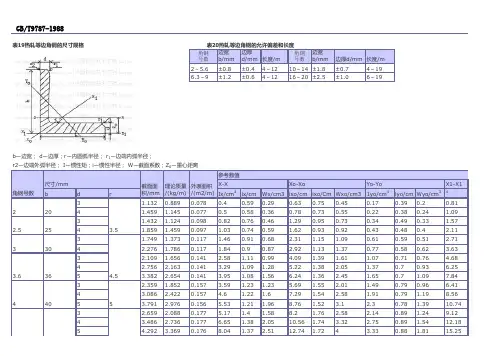
常用材料允许偏差汇总等边角钢边端外角和顶角钝化不得使直径等于0.18d的圆棒通过。
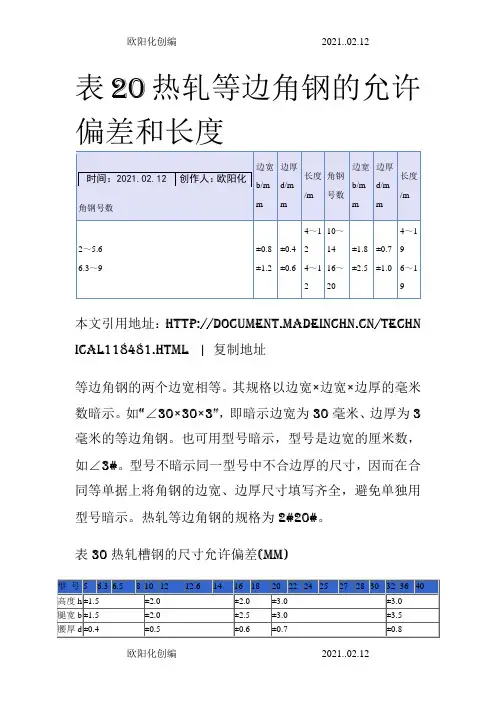
通常长度型号:长度,m2—9:4--1210-14:4-1916—20:6-19定尺、倍尺长度允许偏差+500mm弯曲度不大于4mm。
5号以上型号的总弯曲度不大于总长度的0.4%。
等边角钢不得有明显的扭转。
等边角钢按理论重量或实际重量交货。
等边角钢计算理论重量时,钢的密度为7.85g/cm3重量及允许偏差每米不得超过+3%、-5%普通碳素钢甲类3号镇静钢,尺寸为160mm*160mm*16mm的热轧等边角钢标记:热轧等边角钢160*160*16-GB 9787-88宝山钢铁股份有限公司企业标准Q/BQB 501-2003盘条尺寸、外形、重量及允许偏差代替Q/BQB 501-19981 范围本标准规定了盘条尺寸、外形、重量及允许偏差。
本标准适用于宝山钢铁股份有限公司生产的直径为5mm~26mm各类钢的盘条。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 8170 数值修约规则3 分类与代号普通精度A级较高精度B级高级精度C级4 尺寸、外形及允许偏差4.1 盘条的公称直径和横截面积应符合表1的规定。
4.2 盘条直径允许偏差和不圆度应符合表1相应精度的规定。
不圆度是指盘条同一截面上的最大直径与最小直径之差。
4.3 精度级别应在合同中注明。
未注明者,按A级精度执行。
4.4 根据需方要求,经供需双方协议,可供应表1规定以外其他尺寸的盘条。
5 重量5.1 盘条以实际重量交货。
盘条的理论重量参考表1的规定。
5.2 每盘由一整根盘条组成。
盘重一般应为1900kg~2400kg。
允许每交货批有10%的盘数(不足两盘的允许有两盘)的盘重小于1900kg,但不小于1000kg。
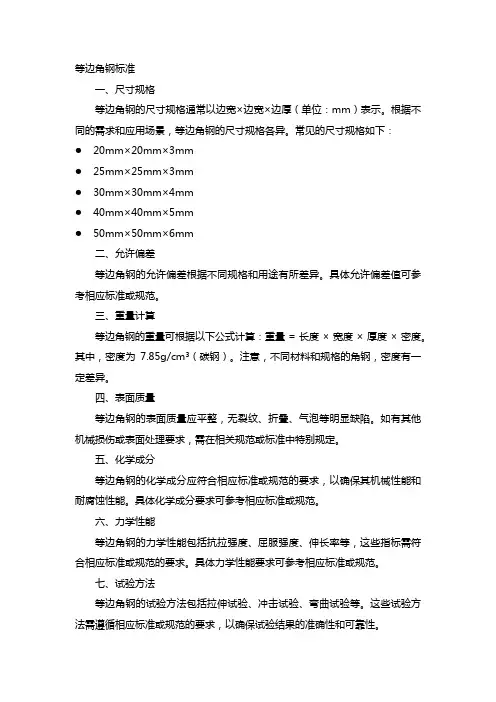
等边角钢标准一、尺寸规格等边角钢的尺寸规格通常以边宽×边宽×边厚(单位:mm)表示。
根据不同的需求和应用场景,等边角钢的尺寸规格各异。
常见的尺寸规格如下:●20mm×20mm×3mm●25mm×25mm×3mm●30mm×30mm×4mm●40mm×40mm×5mm●50mm×50mm×6mm二、允许偏差等边角钢的允许偏差根据不同规格和用途有所差异。
具体允许偏差值可参考相应标准或规范。
三、重量计算等边角钢的重量可根据以下公式计算:重量 = 长度×宽度×厚度×密度。
其中,密度为7.85g/cm³(碳钢)。
注意,不同材料和规格的角钢,密度有一定差异。
四、表面质量等边角钢的表面质量应平整,无裂纹、折叠、气泡等明显缺陷。
如有其他机械损伤或表面处理要求,需在相关规范或标准中特别规定。
五、化学成分等边角钢的化学成分应符合相应标准或规范的要求,以确保其机械性能和耐腐蚀性能。
具体化学成分要求可参考相应标准或规范。
六、力学性能等边角钢的力学性能包括抗拉强度、屈服强度、伸长率等,这些指标需符合相应标准或规范的要求。
具体力学性能要求可参考相应标准或规范。
七、试验方法等边角钢的试验方法包括拉伸试验、冲击试验、弯曲试验等。
这些试验方法需遵循相应标准或规范的要求,以确保试验结果的准确性和可靠性。
八、包装标识等边角钢的包装标识应包括产品名称、规格型号、生产厂家、生产日期等内容。
此外,对于经过特殊处理或有特殊要求的角钢,还应注明处理方法或特殊要求的内容。
热轧型钢尺寸、外形允许偏差参考国家标准GB706-2008名称型号规格允许偏差工字钢槽钢高度h 腿宽度b 腰高度d 平均腿厚度t 外缘斜度T 弯腰挠度W 弯曲度工字钢槽钢16 160*88*6 160*63*6.5 /A ±2.0 ±2.5 ±0.5 9.9±0.06tT≤1.5%b2T≤2.5%bW≤0.15d工字钢:每米弯曲度≤2mm总弯曲度≤总长度的0.20%。
槽钢:每米弯曲度≤3mm总弯曲度≤总长度的0.30%。
以上适用于上下、左右大弯曲18 180*94*6.5 180*68*7.0 /A ±2.0 ±2.5 ±0.5 10.7±0.06t20A 200*100*7 200*73*7.0±3.0 ±3.0 ±0.7 11.4±0.06t20B 200*102*9 200*75*9.022A 220*110*7.5 220*77*7.0±3.0 ±3.0 ±0.7 12.3±0.06t22B 220*112*9.5 220*79*9.025A 250*116*8 250*78*7.0±3.0 ±3.0 ±0.7 13±0.06t25B 250*118*10 250*80*9.028A 280*122*8.5 280*82*7.5±3.0 ±3.0 ±0.7 13.7±0.06t28B 280*124*10.5 280*84*9.530A 300*126*9 300*85*7.5±3.0 ±3.5 ±0.8 14.4±0.06t30B 300*128*11 300*87*9.532A 320*130*9.5 320*88*8.0±3.0 ±3.5 ±0.8 15±0.06t32B 320*132*11.5 320*90*10名称规格边宽度(等边)边宽度(不等边)边厚度顶端直角弯曲度角钢≤56 ±0.8 ±0.8 ±0.4≤50′每米弯曲度≤3mm总弯曲度≤总长度的0.30%。
国标角钢尺寸公差
国标角钢尺寸公差是指角钢的长度、宽度、厚度等尺寸参数与其标准规定值之间允许的最大偏差范围。
按照国家标准GB/T706-2016《热轧、凉拔及钢板加工成型钢》规定,角钢尺寸公差应符合以下要求:
1.长度公差:允许正差或负差不超过5mm,总偏差不超过
10mm。
2.宽度公差:允许正差或负差不超过3mm,总偏差不超过5mm。
3.厚度公差:允许正差或负差不超过0.2mm,总偏差不超过
0.4mm。
4.直角度公差:角钢两条边的夹角应符合标准要求,偏差不超过2度。
以上是角钢尺寸公差的基本要求,不同规格的角钢还有各自的尺寸公差标准,用户在选择和使用角钢时应按照国家标准和相关规定进行选型和检测。
- 1 -。
一、标准等边角钢的边宽b,边厚度尺寸允许偏差符合:型号≤5.6>5.6~9>9~14允许偏差(mm)边宽-0.4~0.6-0.6~+1.0-0.9~+1.2边厚+0.4-0.2+0.6-0.3+0.7-0.35等边角钢顶端直角允许偏差90°±30ˊ。
等边角钢边端外角和顶角钝化不得使直径等于0.18d的圆棒通过。
通常xx符合:型号2~910~1416~20xx(mm)4~124~196~19定尺、倍尺xx允许偏差:+30mm。
等边角钢每米弯曲度不大于3mm。
总弯曲度不大于总长度的0.3%。
等边角钢不得有明显扭转。
等边角钢每米重量允许偏差不得超过-5%~+3%。
等边角钢的顶端直角在距离端头不大于750mm外进行检查。
二、标准生产工艺及其控制要求:1、尺寸、顶角等要求按照以上标准。
2、两腿间厚度误差不超过20um,同一条腿从边部到顶角误差不超过10um.3、换辊必须按照条数和酸洗表面情况二者综合为依据换轧辊,不论上下班时间,该换的就换。
特别对于临近下班还有半小时或五六分钟节就干到点的情况,坚决不允许后拖。
不行马上换。
4、酸洗要焊笼子,酸桶拿不出来,能伸进胳膊进去酸洗、能伸进胳膊给酸桶盖盖子就行。
留有一门,钥匙统一在王段长处。
加酸时方可开门。
加完酸立即锁门子。
5、换新槽时,100条开始酸洗,接下来每50条酸洗一次,直到换槽。
6、酸洗裁剪长度为20公分,每次取样2条,取样不准在同一条上。
取样要实事求是,不得挑拣质量好的,这属于弄虚作假,出了质量问题该班组全额负责。
弄虚作假直接撤职大班长和辞退当事人。
7、8:00~5:00点每次酸洗后马上交到厂长办公室,不得拖延。
8、夜间酸洗后送到统计室。
9、每次酸洗在端头外侧贴标签,写明班组,时间,和取样时该槽大约过钢条数,不得对条数随意写,要经主控室电脑确认。
10、每次酸洗浸泡时间在40分钟以上,确认酸洗彻底。
11、对于目前的边部有一条压痕线,要马上解决。
角钢检验标准GB/T2101—89型钢验收、包装、标志及质量证明书的一般规定;GB9787—88/GB9788—88热轧等边/不等边角钢尺寸、外形、重量及允许偏差;JISG3192—94热轧型钢的形状、尺寸、重量及其容许差;DIN17100—80普通结构钢质量标准;ГОСТ535—88普通碳素型钢技术条件;根据上述标准规定,角钢应成捆交货、其捆扎道次、同捆长度等应符合规定;角钢一般属裸装交货,运输和储存均需注意防潮;1. 角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等;2. 角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定角钢不得有显着的扭转;3.角钢的化学成份及检验方法1成分指标:角钢的化学成分属一般结构用轧制钢材系列,主要检验指标为C、Mn、P、S四项;根据牌号不同,含量各有差别,大致范围为C<0.22%、Mn:0.30—0.65%、P<0.060%、S<0.060%;2检验方法:检测上述化学成分时,常用的标准检验方法有GB223、JISG1211—1215、BS1837、BS手册19、ГОСТ22536等;3. 机械性能检验1检验方法:①拉伸试验方法;常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法;常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等;2性能指标:考核角钢性能的检验项目主要为拉伸试验和弯曲试验;指标包括屈服点、抗拉强度、延伸率及弯曲合格等项;角钢俗称、是两边互相垂直成角形的长条;有等边角钢和之分;等边角钢的4.两个边宽相等;其规格以边宽×边宽×边厚的毫米数表示;如“∠30×30×3”,即表示边宽为30毫米、边厚为3毫米的等边角钢;也可用型号表示,型号是边宽的厘米数,如∠3;型号不表示同一型号中不同边厚的尺寸,因而在合同等单据上将角钢的边宽、边厚尺寸填写齐全,避免单独用型号表示;热轧等边角钢的规格为2-20;5.角钢的规格角钢的规格用边长和边厚的尺寸表示;目前国产角钢规格为2—20号,以边长的厘米数为号数,同一号角钢常有2—7种不同的边厚;进口角钢标明两边的实际尺寸及边厚并注明相关标准;一般边长12.5cm以上的为大型角钢,12.5cm—5cm之间的为中型角钢,边长5cm以下的为小型角钢;。