管道焊缝外观检查记录
- 格式:doc
- 大小:118.50 KB
- 文档页数:5
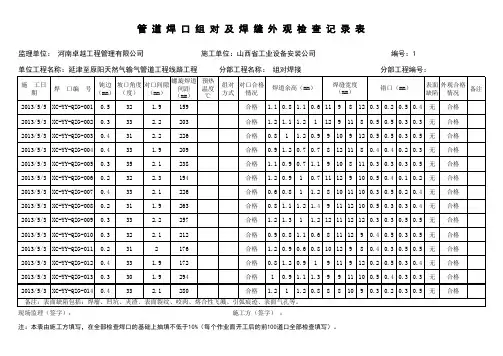
管 道 焊 口 组 对 及 焊 缝 外 观 检 查 记 录 表监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:1单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
管 道 焊 口 组 对 及 焊 缝 外 观 检 查 记 录 表监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:2单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:3单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:4单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:5单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
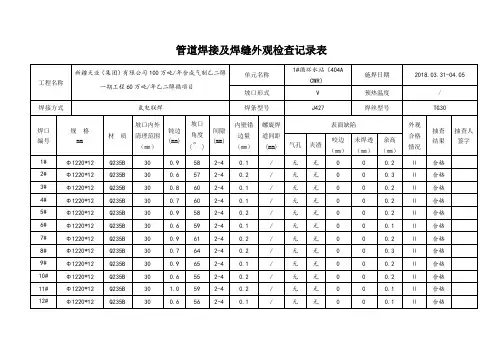
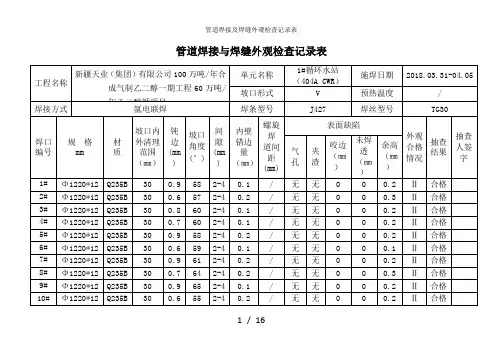
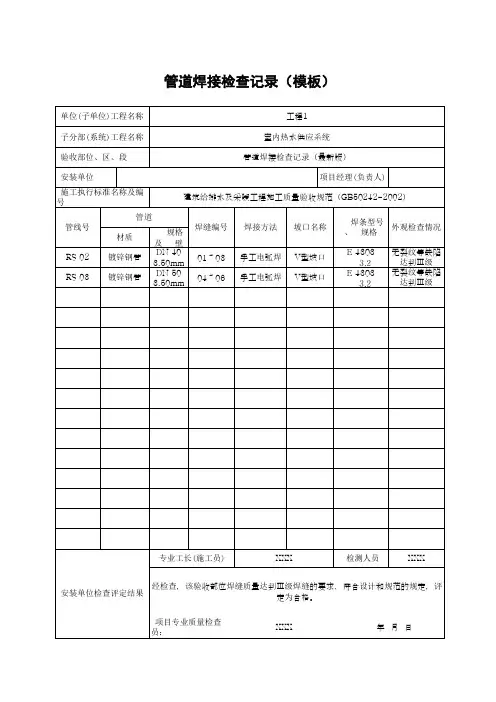
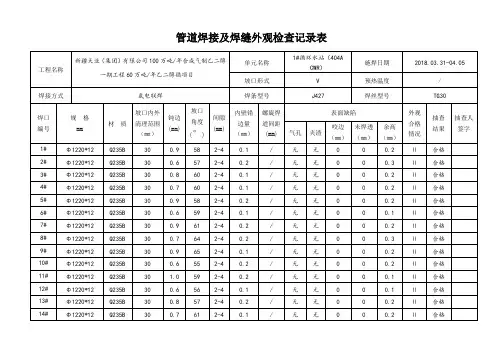
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表。
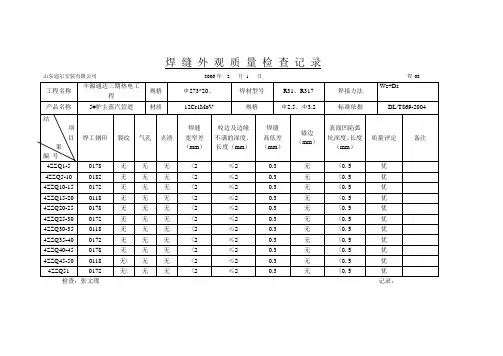
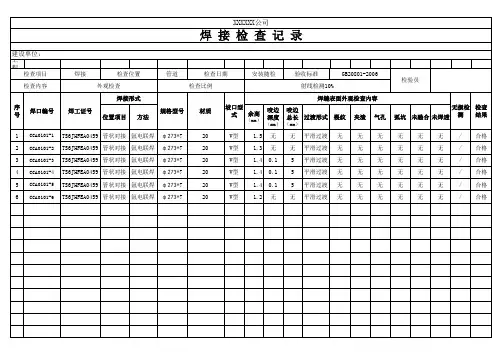
焊缝外观质量检查记录
山东迪尔安装有限公司2006年 2 月1 日焊-08
焊缝外观质量检查记录
山东迪尔安装有限公司2006 年 3 月 1 日焊-08
焊缝外观质量检查记录
山东迪尔安装有限公司2006年 3 月 2 日焊-08
焊缝外观质量检查记录
山东迪尔安装有限公司2006年 2 月10 日焊-08
焊缝外观质量检查记录
山东迪尔安装有限公司2006 年 2 月11 日焊-08
焊缝外观质量检查记录
山东迪尔安装有限公司2006 年 3 月10 日焊-08
检查:张文璞记录:
焊缝外观质量检查记录
山东迪尔安装有限公司2006 年 3 月11 日焊-08
检查:张文璞记录:
焊缝外观质量检查记录
山东迪尔安装有限公司2006 年 3 月14 日焊-08
检查:张文璞记录:
焊缝外观质量检查记录
山东迪尔安装有限公司2006年 3 月15 日焊-08
检查:张文璞记录:
焊缝外观质量检查记录
山东迪尔安装有限公司年月日焊-08
:
检查:张文璞记录:
焊缝外观质量检查记录
山东迪尔安装有限公司2006年 2 月15 日焊-08
焊缝外观质量检查记录
山东迪尔安装有限公司2006 年 3 月 1 5 日焊-08。
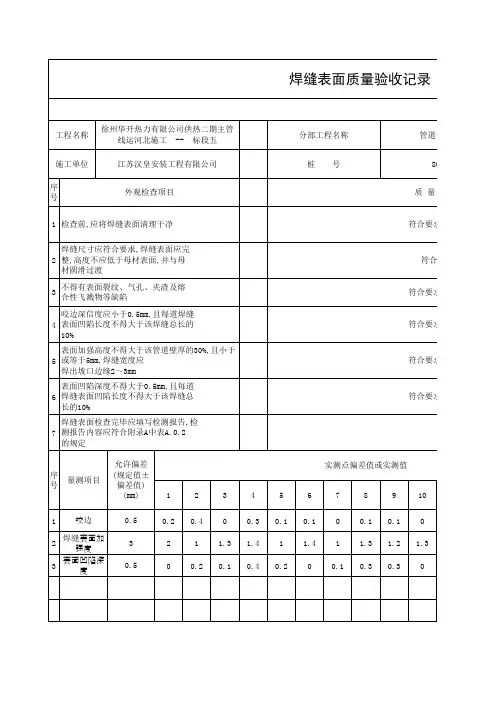
管道焊接与焊缝外观检查记录表
1 / 16
管道焊接与焊缝外观检查记录表
2 / 16
管道焊接与焊缝外观检查记录表
3 / 16
管道焊接与焊缝外观检查记录表
4 / 16
管道焊接与焊缝外观检查记录表
5 / 16
6 / 16
管道焊接与焊缝外观检查记录表
7 / 16
管道焊接与焊缝外观检查记录表
8 / 16
管道焊接与焊缝外观检查记录表
9 / 16
管道焊接与焊缝外观检查记录表
10 / 16
管道焊接与焊缝外观检查记录表
11 / 16
管道焊接与焊缝外观检查记录表
12 / 16
13 / 16
管道焊接与焊缝外观检查记录表
14 / 16
管道焊接与焊缝外观检查记录表
15 / 16
16 / 16。
PE管焊接检查记录PE管焊接是一种常见的管道连接方式,焊接质量的好坏直接影响到管道的使用寿命和安全性。
因此,对于PE管焊接质量的检查是十分重要的。
下面是对PE管焊接进行检查的记录,主要包括焊接前准备、焊接过程的参数和焊接后的检查等方面。
焊接前准备:1.确认焊接材料的品质,包括PE管和焊接材料的质量证明文件、外观品质和规格尺寸等。
2.检查焊接设备,包括焊接机、加热板和辅助工具等,确保设备完好并且符合使用规范。
3.清理焊接接头两侧的PE管,确保无油污、灰尘和异物等杂质,保证焊接接触面干净。
焊接过程的参数:1.确定焊接机的加热温度和焊接时间,根据PE管的规格和厚度确定合适的参数。
2.控制焊接机的加热板温度,一般在210-230摄氏度之间。
3.确保焊接接头和焊接机加热板的接触良好,保证接触面均匀、无空隙。
焊接过程的操作:1.将PE管两端与加热板接触,保持一定的接触时间,以确保PE管受热均匀。
2.确认加热时间到达设定值后,迅速将PE管从加热板上取下,并迅速将两端接触。
3.用力夹紧PE管两端,确保焊接接触面达到紧密连接。
焊接后的检查:1.检查焊接接头的外观,确保焊缝平整、无气泡、无裂纹和异物等。
2.检查焊缝的宽度和凸度,确保符合技术要求。
3.进行焊接接头的拉伸试验,根据焊接材料的规定,确定焊接强度是否满足要求。
4.对焊接接头进行密封试验,不漏水即为合格。
本次PE管焊接检查结果为:1.焊接材料的质量证明文件齐全,外观和规格尺寸符合要求。
2.焊接设备完好,焊接机的加热板温度和焊接时间设置合理。
3.PE管接头两侧经过清洁处理,无杂质。
4.焊接接头外观整齐,无明显的缺陷。
5.焊缝宽度和凸度符合要求。
6.焊接接头拉伸试验和密封试验结果均合格。
综上所述,本次PE管焊接检查结果良好,焊接质量符合要求。
为确保管道的使用寿命和安全性,我们将继续加强对焊接质量的监督和管理,并及时对问题进行处理和改进,以确保管道系统的正常运行。

管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表。
管道焊缝外观检查记录日期:2024年9月15日检查人:XXX一、检查对象焊接对象:管道焊缝管道材质:不锈钢焊接方法:TIG焊接焊缝形式:对接焊缝二、检查仪器1.白色LED手电筒2.放大镜3.直尺4.记录表格三、检查内容及结果1.外观检查(1)检查焊缝的表面是否平整,无凸起或瘪陷现象。
结果:焊缝表面平整,无凸起或瘪陷现象。
(2)检查焊缝的颜色是否均匀,无孔洞或气孔。
结果:焊缝颜色均匀,无孔洞或气孔。
(3)检查焊缝两侧的夹渣情况。
结果:焊缝两侧无夹渣。
(4)检查焊缝的边缘是否整齐,无毛刺。
结果:焊缝边缘整齐,无毛刺。
2.尺寸检查(1)使用直尺测量焊缝的宽度,与设计要求进行比较。
结果:焊缝宽度为4mm,符合设计要求。
(2)使用直尺测量焊缝的高度,与设计要求进行比较。
结果:焊缝高度为5mm,符合设计要求。
3.其他检查(1)使用白色LED手电筒照射焊缝,观察焊缝是否有裂纹。
结果:焊缝表面光滑,无裂纹。
(2)使用放大镜对焊缝进行细致观察,检查是否有未熔合或烧穿现象。
结果:焊缝完全熔合,无未熔合或烧穿现象。
四、检查结论根据以上检查结果,管道焊缝的外观满足设计要求,尺寸合格,无裂纹、未熔合或烧穿现象。
焊缝质量良好,符合相关标准,并可继续进行下一步工艺。
五、备注由于本次检查仅对外观进行检验,未对焊缝的内部结构进行无损检测。
如有需要,建议进行X射线或超声波等无损检测方法,以确保焊缝的内部质量。
六、签名检查人:XXX。