基于S7-300PLC的水泥灌浆机控制系统研究
- 格式:pdf
- 大小:269.61 KB
- 文档页数:4

基于PLC和组态王的智能灌溉系统设计摘要:为了提高农业大棚的生产与管理效率,设计了一种基于PLC和组态王的智能灌溉系统。
由触摸屏和组态王软件组成上位机,对大棚的温度及土壤湿度进行监控;由西门子S7-200系列PLC组成下位机。
通过实时检测的温度及土壤湿度参数,控制相应执行机构的动作,实现大棚灌溉的智能化。
关键词:智能灌溉;组态王;PLC;EM235;传感器TP273;S126文献标志码: A:1002-1302(201412-0439-03[HS][HT9SS]收稿日期:2014-03-24基金项目:河南省教育厅科学技术研究重点项目(编号:12A510021。
作者简介:葛瑜(1973—,女,浙江宁海人,硕士,副教授,从事控制科学与工程方面的研究工作。
E-mail:[email protected]。
温室工程是我国现在非常重视的一个项目,大棚栽培可以人为改善种植环境,生产反季节农作物供应市场,提高农产品的价格,从而帮助广大农民致富,实现全国富裕。
目前,很多蔬菜、花卉、水果等都是从温室大棚中种植出来的,以温室为代表的设施农业必将成为本世纪最有活力的新产业。
我国温室产业起步较晚,虽然国家在1970年后开始大力度扶持农业生产,但是温室智能灌溉的研究还处于研究试制阶段[1-3],没有成熟配套的具有自主知识产权的设备。
灌溉技术在发达国家已经非常成熟,设备也已经市场化,但国外引进的产品由于没有汉化,对使用者的要求较高,并且价格昂贵,要想在国内大面积推广使用具有很大的难度。
PLC是以计算机技术为基础的新型工业智能装置,具有控制简单,可靠性高,抗干扰能力强,维护方便,易于改造的特点,广泛应用于化工、石油、钢铁、电力、汽车、[JP2]机械制造、交通运输、轻纺、环保等行业,是现代工业控制的主要设备[4-7]。
工业生产中对PLC进行组态,可以实现工业控制中一些难以直观显示的情况进行转换显示,同时上位机的运用又能够使工业控制实现自动化,可以大大提高生产效率。

基于PLC技术的混凝土搅拌站控制系统设计摘要:随着PLC技术的不断发展,它的软件编程、硬件配置、通信连接以及模拟控制等都取得了长足的进步,使得混凝土搅拌站电气控制系统的设计和应用更加先进,已经成为现代生产过程中的重要发展趋势。
因此,本文将重点介绍基于PLC技术的混凝土搅拌站控制系统设计策略,以期为有关从业者提供有价值的参考。
关键词:PLC技术;混凝土搅拌站;控制系统设计引言:采用上位机和下位机控制系统的搅拌站控制系统,已经取得显著的效果,它们能够有效地满足搅拌站的生产要求,但也存在一些挑战,例如,其可扩展性有限,建设成本增加,以及通信能力的不稳定。
随着PLC技术的飞速进步,它以其低廉的价格、高效的运行以及极大的灵活性,已经被普遍应用于多个行业。
因此,本文旨在探索以PLC技术为基础的混凝土搅拌站控制系统的设计。
一、混凝土搅拌站控制系统分析通过结合工控机+PLC+触摸屏技术,能够更加有效地控制混凝土搅拌站,满足不同的生产要求,并且能够提供准确的指令,使得整个生产过程更加高效、精准。
PLC是一种高级的自动控制设备,它能够精确地调节和监测搅拌站的运行状态,通过模拟量模块的运算,实现对各个环节的自动调节,确保整个系统的高效运行。
此外,触摸屏监控器也为用户提供便捷的人机交互体验,确保搅拌站的运行稳定,同时也大大降低操作的复杂度。
二、混凝土搅拌站的生产流程在混凝土搅拌站的运行中,搅拌、配送和输送是三个关键步骤,它们共同构成一个完整的生产系统。
首先,根据设定的配比,把各种尺寸的沙子、石粒等投入到骨料秤上;其次,根据需要,把水和外加剂分别装入水箱和外加剂箱,以确保施工质量。
通过使用螺旋机和四只拉力传感器悬挂的皮带秤,能够精确地测量水泥和砂石骨料的含量。
当皮带秤接收到骨料车的下限位信号时,它会自动启动,并将这些物质投放到料车内,达到精确测量的目的。
皮带秤延迟三秒钟后,骨料车朝上移动,上位机发出冲击,使得料车门被打开,随即,在搅拌罐内加入外加剂、水泥、砂石料以及适量的清水,并且按照规定的时间进行搅拌,完成混凝土的搅拌[1]。
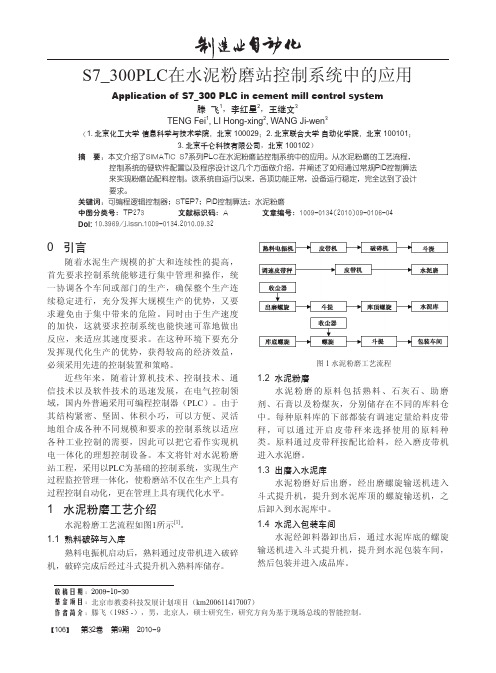
S7_300PLC 在水泥粉磨站控制系统中的应用Application of S7_300 PLC in cement mill control system滕 飞1,李红星2,王继文3TENG Fei 1, LI Hong-xing 2, WANG Ji-wen 3(1. 北京化工大学 信息科学与技术学院,北京 100029;2. 北京联合大学 自动化学院,北京 100101;3. 北京千仑科技有限公司,北京 100102)摘 要:本文介绍了SIMATIC S7系列PLC在水泥粉磨站控制系统中的应用。
从水泥粉磨的工艺流程,控制系统的硬软件配置以及程序设计这几个方面做介绍,并阐述了如何通过常规PID控制算法来实现粉磨站配料控制。
该系统自运行以来,各项功能正常,设备运行稳定,完全达到了设计要求。
关键词:可编程逻辑控制器;STEP7;PID控制算法;水泥粉磨中图分类号:TP273 文献标识码:A 文章编号:1009-0134(2010)09-0106-04Doi: 10.3969/j.issn.1009-0134.2010.09.320 引言随着水泥生产规模的扩大和连续性的提高,首先要求控制系统能够进行集中管理和操作,统一协调各个车间或部门的生产,确保整个生产连续稳定进行,充分发挥大规模生产的优势,又要求避免由于集中带来的危险。
同时由于生产速度的加快,这就要求控制系统也能快速可靠地做出反应,来适应其速度要求。
在这种环境下要充分发挥现代化生产的优势,获得较高的经济效益,必须采用先进的控制装置和策略。
近些年来,随着计算机技术、控制技术、通信技术以及软件技术的迅速发展,在电气控制领域,国内外普遍采用可编程控制器(PLC )。
由于其结构紧密、坚固、体积小巧,可以方便、灵活地组合成各种不同规模和要求的控制系统以适应各种工业控制的需要,因此可以把它看作实现机电一体化的理想控制设备。
本文将针对水泥粉磨站工程,采用以PLC 为基础的控制系统,实现生产过程监控管理一体化,使粉磨站不仅在生产上具有过程控制自动化,更在管理上具有现代化水平。
基于PLC的自动浇灌系统设计湖南工业职业技术学院Hunan Industry Polytechnic题目基于PLC的自动浇灌系统设计系名称电气工程系专业及班级机电S2012-1班学生姓名高庆学号44指导教师李力何大刚摘要随着数字化的快速发展,越来越多的数字化和信息化手段应用到了各个领域之中。
传统的浇灌方式灌水量多、耗水量大,不能适时适量的浇灌,造成了水资源的极大浪费,与我国建设节约型社会的发展战略极不协调。
传统浇灌设备大多采用继电器控制,调试与维护苦难,灵敏度不够高,不能实现根据外界环境变化控制浇灌。
可编程控制器(PLC)具有提高可靠性、增加灵活性和适用于各种环境条件下运行等优点,并且在系统硬件组成不变的情况下,可以通过更改软件设置来适用多种运行方式的需要、是传统继电器控制的理想替代品。
本课题以PLC为核心,外围由温度、湿度传感器及必要输入输出设备电路、水泵等组成。
通过相应的传感器获取外界环境参数,经过一定的逻辑运算后控制水泵的启动或者停止来进行自动的浇灌。
为防止水泵过于频繁的启停,应在控制逻辑决策时加入一定的简单控制策略。
本系统能够在自动模式与手动模式之间进行自由切换。
该系统能够提高灌溉效率,达到节能节水的目的,同时,能减轻浇灌人员的劳动负担,将科学的浇灌经验固化在控制器中,降低了对种植经验的要求,有利于提高生产效率。
关键词:PLC,温度、湿度传感器,水泵。
基于PLC的自动浇灌系统设计第1章绪论1.1 课题背景及目的我国水资源短缺,利用率低,水浪费严重,供需矛盾突出。
传统灌溉设备单一,灌溉难度大,费时费力,严重制约我国社会经济的发展。
因此需要合理灌溉,发展自动灌溉系统。
发展自动灌溉系统对于缓解水资源紧缺矛盾、节约劳动力,扩大灌溉面积、实现“两个转变”、可持续发展战略、提高农业综合生产能力具有十分重要的意义。
合理的灌溉是农作物正常生长发育并获得高产的重要保证,可取得良好的生理效应和生态效应,增产效果显著。
PLC在混凝土搅拌站自动控制系统中的应用——郑州盛天水工机械有限公司编著PLC在混凝土搅拌站自动控制系统中的应用。
PLC是一种采用可编程的存储器,用于其内部存储程度,实质是一种专用于工业控制的计算机,执行逻辑运算、顺序控制、定时、技术与算数操作等面向用户的指令,并通过数字或模拟式输入/输出各种类型的机械或生产过程。
目前,混凝土搅拌站设备自动化水平高,智能先进、系统强大、高效低耗、环保节能,电气控制系统先进,本篇内容,我们将详细介绍电气系统中PLC在搅拌站设备中的具体应用及特点。
混凝土搅拌站电气系统主要由PLC、触摸面板、智能元件、传感器、中间继电器和执行机构等构成。
其中,PLC编程无论是从功能上,还是结构上,其可分为两大部分:生产控制程序段和数据处理程序段。
1.生产控制程序段生产控制程序段对速度要求非常高,尤其是在关骨料仓门时,耽误一秒钟,就会有几十公斤骨料落入秤中,从而极大的影响配料精度,导致生产控制难以正常进行。
对于一台自动化程度比较高的混凝土搅拌站一般都具有手动、电脑、停止和自动4中工作模式。
因此,操作面板上通常有一个4为选择开关用以选择4种工作模式。
PLC是以扫描的方式执行其内部程序的,在一个扫描周期内,可以有几个顺空程序段被激活,如各个配料顺空程序段或卸料顺空程度段。
这种编程技巧被称之为分流,与之对应的另一个编程技巧是汇流,如程序可以从搅拌、卸粉料和卸液料等顺空程序段里汇流到卸砼顺空程序段。
2.数据处理程序段数据处理程序段在设计过程中重点考虑节省存储器容量,所涉及的数据类型有两种:人机界面数和模数转换数。
操作员在TP上所输入的数据和PLC在TP上锁显示的数据都是人机界面数,PLC通过模拟量扩展模块锁采集来的数据(如重量和含水率等)都是模数转换数。
这两种数据之间的转换是通过传感器标定系数来进行转换的。
也就是说,如果你在TP上输入骨料秤1的0位值,确认后,PLC就要把这个人机界面数通过传感器标定系数转换成响应的模数转换数,一遍和PLC在模拟量扩展模块中采集来的骨料秤1中的骨料的重量进行比较来判断骨料秤1中骨料是否卸料干净。
《PLC技术》课程设计设计报告题目: 水泥包装机的PLC控制系统设计一、设计任务1、设计题目:水泥包装机的PLC控制系统设计2、设计目的:巩固《PLC技术》课程所学知识,加强理论与实践的联系。
通过本课程设计,使同学初步了解Siemens S7 300 PLC的硬件知识,掌握STEP7编程软件的基本功能,实现简单的PLC控制系统设计。
3、课题调查(1)资料1、概述水泥包装机是水泥生产过程中最后的装袋和称重为一体的设备,利用PLC对包装机及其前后工艺的设备进行控制,可实现生产过程的自动化,进而提高生产效率。
其工艺流程如图所示:斗式提升机2、控制设备斗式提升机电机、振动筛电机、包装机旋转电机、叶轮给料机、卸包皮带机电机各一台,均为三相交流电动机,采用接触器控制(正反运行)。
包装机喷嘴压袋阀、细流阀、粗流阀、推袋阀各一个,阀门采用24V直流线圈控制(由PLC的24V开关量输出直接控制)。
检测设备:中间仓上料位、中间仓下料位、压袋位、掉袋位、袋OK,输入均为24V。
称重传感器一个,4-20mA模拟量,量程0-200Kg。
输入设备:由3位BCD码拨码开关输入包装的重量。
3、控制要求(1)系统处于自动运行方式下,当系统允许运行状态,按下系统启动按钮,顺序启动卸包皮带机、旋转包装机、叶轮给料机、振动筛、斗式提升机,启动时间间隔3秒。
按下系统停止按钮,停止各设备。
(2)包装机检测到压袋位信号,压袋阀打开,将包装袋压紧。
检测到袋OK信号,粗流阀打开,进行快速罐装,当重量接近目标值时(小于 3.5kg),粗流阀关闭,细流阀打开,当达到目标值后,细流阀关闭,压袋阀关闭。
检测到掉袋位信号,推袋阀动作,将罐装后的水泥包放到卸包皮带机上运走。
(2)控制电路二、设计内容1、信号作用及连锁关系2、硬件配置(PLC机型、I/O模块选型和点数)(1)选型 S7-300电源模块:PS307CPU:CPU314 C-2 DP数字输入模块: 16点输入模块DI32xDC24V数字输出模块: 16点输出模块DO32xAC120-230V/1A (2)系统配置3、信号的地址4、程序设计及说明三、课程设计总结感觉plc课程设计做的很舒服,虽然过程中并非一帆风顺,但在思考解决问题的过程中带给了我许多快乐。
西门子S7-300系列PLC在水泥行业中的应用摘要:随着能源紧张问题越发受到各国的重视,如何高效利用能源便成为工业行业最为热门的话题。
尤其是我国作为人口大国,能源紧张,环境污染严重,生产效率低造成长期的能源浪费导致能源价格不断攀升,给国家和企业带来更大压力,随着国家节能减排政策的出台,对各基础工业的生产设备的自动化程度要求也越来越高。
一、行业特点:水泥行业是典型的资源型、高能耗型产业。
因为水泥价格较低,运费成为制约水泥销售范围的重要因素,所以水泥市场又具有很强的区域性。
交易价格不断攀升,随着近几年市场趋于饱和,水泥产业发展的竞争压力在逐年上升。
随着环境问题以及资源问题的不断角逐,节能增效,提高水泥产业效率成为目前水泥行业发展面临的头等大事。
1、石灰石破碎及输送系统2、生料制备均化系统3、煤粉制备系统4、窑子烧成系统5、废气处理系统6、水泥磨子与输送系统PLC在水泥行业中主要用于生产线的控制盒生产设备的控制,如水泥生产线和水泥生产中的粉碎机、生料磨、熟料磨、转炉等,球磨机生产线,现场部分所需控制的球磨机磨头、磨尾、轴瓦、滑履等温度、配料库和水泥库的料位,传感器等装置,生产过程自动化控制包括顺序控制和过程控制两方面。
顺序控制主要是实现对全厂进入PLC的电动机、电控设备进行成组起动、停车以及设备运行时的相互连锁等;过程控制主要是实现对全厂进入PLC的温度、压力、速度、流量、料位等工艺参数进行采集,并通过对诸如阀门开度、速度给定等对生产过程进行调节和控制。
水泥生产工艺设备单机容量大、生产连续性强、对快速性和协调性要求高。
为了提高企业的生产效率与竞争力,生产过程自动化在现代水泥行业的发展中占据了举足轻重的地位。
采用西门子S7-300主机和OYES-300系列I/O模块配合组成,能够很好的满足水泥行业以。
1 引言随着海洋石油勘探开发事业的发展,开发海域逐渐由浅海向深海延伸,导管架、海上平台也向着高、大、重的方向发展。
海上作业所需的水泥浆量也越来越大,对水泥浆质量的要求也在不断提高。
采用PLC对水泥浆生产过程进行控制,实现生产全过程的自动化,能够提高生产效率、降低生产成本和工人的劳动强度。
灌浆机是高度自动化设备,包括水泥、水、添加剂等按照一定的配比自动进料,搅拌,灌浆等几部分。
搅拌好的水泥浆储存在搅拌器中,搅拌器的双层叶片不停的搅拌,防止在灌浆过程中水泥浆凝固,泥浆泵把搅拌器中的水泥浆压出灌浆机。
系统的工艺流程如图l。
图1 系统工艺流程图2 系统控制方案水泥灌浆机自动控制系统由可编程控制器(西门子S7-300)、人机界面(HMI,西门子TP27-10)、料位传感器和称重传感器等几部分组成。
控制系统框图见图2。
图2 系统控制框图控制核心是西门子的S7-312CPU和数字量输入模块、模拟量输入模块以及数字量输出模块组成,并配有EEPROM存储卡使PLC程序可以掉电保护。
完成开关量、模拟量输入、数据检测、逻辑运算和过程控制,实现水泥浆生产过程自动控制。
所有的设备输入输出信号直接进入PLC,由PLC来进行控制。
2.1 控制内容(1) 输入部分l 四个水泥料位传感器;l 混炼器排除阀的行程开关;l 手动、自动操作切换开关;l 9个电机的手动启动和停止按钮;l 三套称重传感器输出信号4~20mA;l 电极测量传感器输出信号(水罐、添加剂罐、搅拌器高低各两个);l 测灯按钮;l 其它输入信号等。
(2) 输出部分l 9个电机的启动和停止指示灯;l 9个电机的输出控制信号;l 三个料斗的入料电磁阀,双动控制;l 三个料斗的出料电磁阀;l 添加剂排料槽控制;l 混炼器的出料气动闸阀控制;l 报警指示、警铃信号;l 空气吹扫电磁阀;l 水泥料斗振动器;l 其它输出信号等。
2.2 人机界面人机界面用带有RS-485通讯接口的西门子TP27-10触摸屏。
万方数据
万方数据
万方数据
基于S7-300PLC的水泥灌浆机控制系统研究
作者:刘桂涛, 章青, 翟晓岗, 白秉仁, 施志强
作者单位:刘桂涛,章青,翟晓岗(天津大学机械工程学院,天津,300072), 白秉仁,施志强(海洋石油工程股份有限公司,天津,300452)
刊名:
科学技术与工程
英文刊名:SCIENCE TECHNOLOGY AND ENGINEERING
年,卷(期):2004,4(10)
1.梅孝恒.周延东.樊之夏带有间断不对称滑靴的大型结构物拖拉滑移装船技术 1997(02)
2.梁莉.田宇.黑新宏搅拌站计算机控制系统设计[期刊论文]-广东自动化与信息工程 2001(3)
3.张旭梅散状物料流动态计量系统的研究 2000(05)
4.白玉森可编程控制器在混凝土搅拌站中的应用 1998
1.孙明峰PLC在白水泥生产线粉状生产料配料控制系统中的应用[会议论文]-1998
2.钟闻宇.郑永祥.ZHONG Wen-yu.ZHENG Yong-xiang可编程控制器在配料控制系统中的应用[期刊论文]-炭素技术2008,27(6)
3.王秀琳.蒋根才.WANG Xiu-lin.JING Gen-cai水泥厂布袋除尘自动控制系统设计[期刊论文]-自动化技术与应用2007,26(12)
4.金守峰.张慧.袁建畅.JIN Shou-feng.ZHANG Hui.YUAN Jian-chang基于PLC和触摸屏技术的针梳机控制系统[期刊论文]-轻工机械2011,29(1)
5.平海.苏帆PLC在饲料厂配料仓进料控制中的应用[会议论文]-2002
6.李国琴.王太勇.孙爽.战忠秋.LI Guo-qin.WANG Tai-yong.SUN Shuang.ZHAN Zhong-qiu基于PLC和触摸屏的全自动汽车塑料燃油箱水冷定型控制系统设计[期刊论文]-制造业自动化2007,29(6)
7.郝晓辰.庞海雁.宋俊平基于PLC的水泥生料配料控制系统研究[会议论文]-2006
8.江华生.JIANG Hua-sheng基于PLC和触摸屏的玩具易燃性测试装置[期刊论文]-自动化与仪表2009,24(7)
9.顾益民基于PLC和触摸屏的船用辅锅炉模拟器的设计[期刊论文]-岳阳职业技术学院学报2009,24(5)
10.苏家健.谭艺.Su Jiajian.Tan yi基于PLC控制炉料称量小车配料系统的实现[期刊论文]-铁合金2009,40(5)本文链接:/Periodical_kxjsygc200410009.aspx。