程序示例
- 格式:ppt
- 大小:377.00 KB
- 文档页数:56

安川机器人程序示例(总2页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--1 NOP 程序起始命令(空指令)2 *cycle 注释:循环运行3 MOVJ?C00000?VJ= point?①:距对中台大概150mm的位置4 PULSE?OT#(68)?T= RB时间测量point11?(取出待机位置)5 *Loop1 abel:Loop16 JUMP?*cyclstop?IF?IN#(16)=ONJUMP命令:循环停止指令?IN16为ON则跳至?label「CYCLESTOP」7 JUMP?*Whip_out?IF?IN#(18)=ONJUMP命令:可取出压机?板件?IN18为ON则跳至?label「Whipout」8 *Whip_out label:Whip_out?(去取对中台上的板件的工序)9 PULSE?OT#(31)?T= 脉冲信号(输出指定时间:开始取出?OUT3110 PULSE?OT#(16)?T= 脉冲信号(输出指定时间):吸取指令?OUT16?ON11 MOVJ?C00001?VJ= point?②:DF对中台吸取位置上(大概50mm 上)12 PULSE?OT#(57)?T= RB时间测量point2?(吸取位置上)13 MOVL?C00002?V=?PL=1 point?③:DF对中台上板件吸取位置14 PULSE?OT#(58)?T= RB时间测量point3?(吸取位置)15 TIMER?T= 定位精度提升的时间16 WAIT?IN#(24)=ON 待输入:吸取确认?ON17 PULSE?OT#(59)?T= RB时间测量?(吸取完毕)18 方MOVJ?C00003?VJ=point???④:DF对中台吸取位置上(Z方向上升至与point①同样位置,X方向稍微移至负方19 PULSE?OT#(60)?T= RB时间测量point4 (吸取位置上)20 TIMER?T= 定位精度提升的时间21 PULSE?OT#(27)?T= 脉冲信号:取出完毕?OUT2722 MOVJ?C00004?VJ= point?⑤:压机投入待机位置?23 PULSE?OT#(61)?T= RB时间测量point5?(取出待机位置)24 PULSE?OT#(62)?T= RB时间测量point6?(投入待机位置)25 WAIT?IN#(22)=ON 待输入:板件投入侧压机无异常26 WAIT?IN#(21)=ON 待输入:压机投料允许27 PULSE?OT#(32)?T= 脉冲信号:投入开始?OUT3228 PULSE?OT#(33)?T= 脉冲信号:往投入压机发出模具返回指令?OUT3329 MOVJ?C00005?VJ= point?⑥:投入轨迹时的RB手柄防振用的减速30 MOVL?C00006?V=?PL=4 point?⑦:板件释放位置上?31 PULSE?OT#(63)?T= RB时间测量point7?(释放位置上)32 MOVL?C00007?V=?PL=3 point?⑧:板件释放位置33 PULSE?OT#(64)?T= RB时间测量point8?(释放位置)34 TIMER?T= 定位精度提升的时间35? PULSE?OT#(17)?T= OUT17脉冲信号:释放指令36 WAIT?IN#(24)=OFF 待输入:时间测量point?OFF37 PULSE?OT#(65)?T= RB时间测量?(释放完了)38 MOVJ?C00008?VJ= point?⑨:板件释放位置上?39 PULSE?OT#(66)?T= RB时间测量point9?(释放位置上)40 MOVJ?C00009?VJ= point?⑩:返回轨迹时的RB手柄防振减速?41 MOVJ?C00010?VJ= point??:point⑤?返回压机投入待机位置42 PULSE?OT#(67)?T= RB时间测量point10?(投入完了位置)43 OUT28PULSE?OT#(28)?T= 脉冲信号:投入完了?44 *Loop2 label:Loop245 JUMP?*cyclstop?IF?IN#(16)=ONJUMP命令:循环停止指令?IN16为ON则跳至?label「cyclstop」46 JUMP?*cycle?IF?IN#(39)=ONJUMP命令:自动循环中?IN39为ON则跳至?label;?「cycle」47 JUMP?JOB:HOME_POS?IF?IN#(23)=ONJUMP命令:作业原点移动指令?IN23为ON则跳至JOB「HOME_POS」48 JUMP?*Loop2 JUMP命令:返回「Loop2」49 MOVJ?C00011?VJ= 与①同样的point(认为没必要的step???)50 *cyclstop label:cyclstop51 END END命令:宣告JOB完毕。
PROGRAM a()#0;左小车HOMESWAIT 39RESETra = 1100 HOMEJMOVE point0LMOVE point1LMOVE point2LMOVE waitpoint;抓件等待点POINT #pickfront = SHIFT(pickpoint BY 0,200.5*(ra-1),500) ;抓件上方点计算公式 LMOVE #pickfront;抓件上方点SPEED 10POINT #picka = SHIFT(pickpoint BY 0,200*(ra-1),0) ;抓件点计LMOVE #picka;抓件点TWAIT 1SIGNAL 1SPEED 20LAPPRO #picka,500 ;抓件后上升位LMOVE point3SPEED 40LMOVE point4LMOVE point5SPEED 50LMOVE waitplaceTWAIT 1CALL correctLMOVE waitpoint2;放件等待点POINT #placefront = SHIFT(placepoint BY 0,200*(ra-1),80)LMOVE #placefront;放件上方点SPEED 10POINT #place = SHIFT(placepoint BY 0,200*(ra-1),0)LMOVE #place;放件点TWAIT 1SIGNAL -1SPEED 20LAPPRO #place,120LMOVE point30ra = ra+1IF ra<=5 THENGOTO 100ELSEGOTO 200200 ra = 1ENDPULSE 51,1.5HOME.END.PROGRAM b()#0;左小车HOMESWAIT 39RESETrb = 1LMOVE pointb2LMOVE waitpointbPOINT #pickfrontb = SHIFT(pickpointb BY 0,200*(rb-1),400) LMOVE #pickfrontbSPEED 10POINT #pickb = SHIFT(pickpointb BY 0,200*(rb-1),0)LMOVE #pickbTWAIT 1SIGNAL 1SPEED 20LAPPRO #pickb,500LMOVE pointb3SPEED 40LMOVE pointb4LMOVE pointb5SPEED 50LMOVE waitplaceTWAIT 1CALL correctLMOVE waitpoint2;放件等待点POINT #placefront = SHIFT(placepoint BY 200*(rb-1),0,80) LMOVE #placefront;放件上方点SPEED 10POINT #place = SHIFT(placepoint BY 200*(rb-1),0,0)LMOVE #place;放件点TWAIT 1SIGNAL -1SPEED 20LAPPRO #place,120LMOVE point30rb = rb+1IF rb<=5 THENGOTO 100ELSEGOTO 200200 rb = 1ENDPULSE 51,1.5HOME.END.PROGRAM correct()#0LMOVE waitplaceSPEED 20LMOVE p1acepointTWAIT 1SWAIT 1004SIGNAL -1LMOVE point06LMOVE point6SPEED 40LMOVE point7TWAIT 1SIGNAL 1SWAIT 1001,1002,1003LMOVE point9LMOVE point10LMOVE point12LMOVE point14.END.PROGRAM home()#0HOME.END.PROGRAM main()#0CALL homeCALL pg30.END.PROGRAM pg10()#2HOMESWAIT 39RESETra = 1100 HOMEJMOVE point0LMOVE point1LMOVE point2LMOVE waitpointPOINT #pickfront = SHIFT(pickpoint BY 0,200.5*(ra-1),500) LMOVE #pickfrontSPEED 10POINT #picka = SHIFT(pickpoint BY 0,200*(ra-1),0)LMOVE #pickaTWAIT 1SIGNAL 1SPEED 20LAPPRO #picka,500LMOVE point3SPEED 40LMOVE point4LMOVE point5SPEED 50LMOVE waitplaceTWAIT 1ra = ra+1IF ra<=5 THENGOTO 100ELSEGOTO 200200 ra = 1ENDPULSE 51,1.5HOME.END;抓件上方点计算公式件点计算公式件后上升位。
VB典型程序!1、设计采用欧几里德算法求解两个自然数的最大公约数的程序。
Private Sub command1_click()Dim m As Long, n As LongDim r As Longm = Val(Text1.Text)n = Val(Text2.Text)If m < 1 Or n < 1 ThenText3.Text = "数据错误"ElseDor = m Mod nm = nn = rLoop Until r = 0Text3.Text = CStr(m)End IfEnd Sub2、从由字母、数字组成的字符串中找出所有大写字母并逆序输出的程序Private Sub Command1_Click()Dim s As String, d As String, t As StringDim i As IntegerText1.SetFocuss = Text1.TextFor i = 1 To Len(s)If Mid(s, i, 1) >= "A" And Mid(s, i, 1) <= "Z" Thent = t & Mid(s, i, 1)End IfNext iFor i = Len(t) To 1 Step -1d = d & Mid(t, i, 1)Next iText2.Text = dEnd Sub3、编写程序,找出所有三位水仙花数。
所谓水仙花,是指各位数字的立方和等于该数本身的数。
例如,153=1^3+5^3+3^3,,所以153是一个水仙花数。
Option ExplicitPrivate Sub command1_click()Dim I As Integer, a As Integer, b As Integer, c As IntegerDim st As StringFor a = 1 To 9For b = 0 To 9For c = 0 To 9I = a * 100 + b * 10 + cIf I = a ^ 3 + b ^ 3 + c ^ 3 Thenst = I & "=" & a & "^3+" & b & "^3+" & c & "^3"List1.AddItem stEnd IfNext cNext bNext aEnd Sub4、将一个二进制数原码转换成补码。
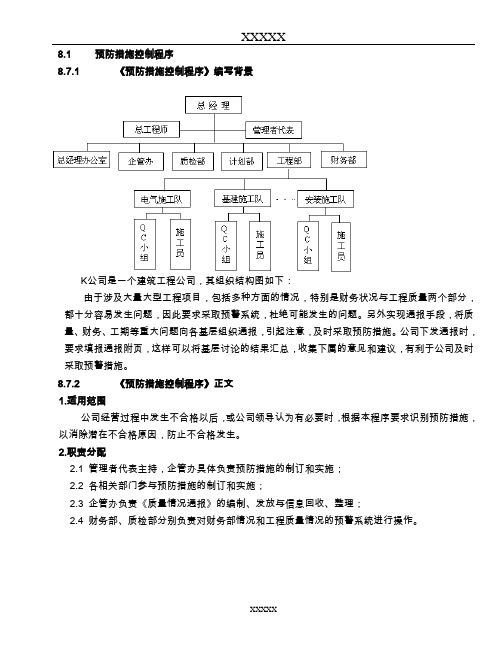
8.1预防措施控制程序8.7.1《预防措施控制程序》编写背景K公司是一个建筑工程公司,其组织结构图如下:由于涉及大量大型工程项目,包括多种方面的情况,特别是财务状况与工程质量两个部分,都十分容易发生问题,因此要求采取预警系统,杜绝可能发生的问题。
另外实现通报手段,将质量、财务、工期等重大问题向各基层组织通报,引起注意,及时采取预防措施。
公司下发通报时,要求填报通报附页,这样可以将基层讨论的结果汇总,收集下属的意见和建议,有利于公司及时采取预警措施。
8.7.2《预防措施控制程序》正文1.适用范围公司经营过程中发生不合格以后,或公司领导认为有必要时,根据本程序要求识别预防措施,以消除潜在不合格原因,防止不合格发生。
2.职责分配2.1 管理者代表主持,企管办具体负责预防措施的制订和实施;2.2 各相关部门参与预防措施的制订和实施;2.3 企管办负责《质量情况通报》的编制、发放与信息回收、整理;2.4 财务部、质检部分别负责对财务部情况和工程质量情况的预警系统进行操作。
3.2 《财务状况预警系统》3.3 《工程质量预警系统》3.4 预防措施的制订、实施和评审4.程序说明4.1《质量情况通报》,下简称《通报》4.1.1 企管办每季度第一个月10日前,将编制的《通报》发放到公司领导及各部门和班组,内容包括:a.上季度公司质量情况总体分析;b.上季度出现各类不合格情况统计资料,包括不合格项数,分布,纠正结果,造成损失,主要原因等;c.重大不合格情况,包括具体情况介绍,纠正情况,损失情况,原因分析,责任部门,处理意见等;d.纠正措施和预防措施的执行情况;e.质量活动中先进事例的表扬和懈怠情况的批评;f.质量工作部署,包括公司决定,决议,领导的指示,有关专家的分析,下一步工作的步骤等。
4.1.2 质检部,财务部和其他相关部门在每季度结束前五天将有关资料与信息交企管办;4.1.3 企管办负责收集资料,编写《通报》,报管理者代表审核,总经理签发;4.1.4《通讯》属内部文件,作为受控文件管理;4.1.5 各部门和班组收到《通报》后,十天内组织全体人员学习和讨论,并填写《通报》附页,报企管办。

1 NOP 程序起始命令(空指令)2 *cycle 注释:循环运行3 MOVJ?C00000?VJ= point?①:距对中台大概150mm的位置4 PULSE?OT#(68)?T= RB时间测量point11?(取出待机位置)5 *Loop1 abel:Loop16 JUMP?*cyclstop?IF?IN#(16)=ONJUMP命令:循环停止指令?IN16为ON则跳至?label「CYCLESTOP」7 JUMP?*Whip_out?IF?IN#(18)=ONJUMP命令:可取出压机?板件?IN18为ON则跳至?label「Whipout」8 *Whip_out label:Whip_out?(去取对中台上的板件的工序)9 PULSE?OT#(31)?T= 脉冲信号(输出指定时间:开始取出?OUT3110 PULSE?OT#(16)?T= 脉冲信号(输出指定时间):吸取指令?OUT16?ON11 MOVJ?C00001?VJ= point?②:DF对中台吸取位置上(大概50mm上)12 PULSE?OT#(57)?T= RB时间测量point2?(吸取位置上)13 MOVL?C00002?V=?PL=1 point?③:DF对中台上板件吸取位置14 PULSE?OT#(58)?T= RB时间测量point3?(吸取位置)15 TIMER?T= 定位精度提升的时间16 W AIT?IN#(24)=ON 待输入:吸取确认?ON17 PULSE?OT#(59)?T= RB时间测量?(吸取完毕)18 方MOVJ?C00003?VJ=point???④:DF对中台吸取位置上(Z方向上升至与point①同样位置,X方向稍微移至负方19 PULSE?OT#(60)?T= RB时间测量point4 (吸取位置上)20 TIMER?T= ?定位精度提升的时间?21 PULSE?OT#(27)?T= 脉冲信号:取出完毕?OUT2722 MOVJ?C00004?VJ= point?⑤:压机投入待机位置?23 PULSE?OT#(61)?T= RB时间测量point5?(取出待机位置)24 PULSE?OT#(62)?T= RB时间测量point6?(投入待机位置)25 W AIT?IN#(22)=ON 待输入:板件投入侧压机无异常26 W AIT?IN#(21)=ON 待输入:压机投料允许27 PULSE?OT#(32)?T= 脉冲信号:投入开始?OUT3228 PULSE?OT#(33)?T= 脉冲信号:往投入压机发出模具返回指令?OUT3329 MOVJ?C00005?VJ= point?⑥:投入轨迹时的RB手柄防振用的减速30 MOVL?C00006?V=?PL=4 point?⑦:板件释放位置上?31 PULSE?OT#(63)?T= RB时间测量point7?(释放位置上)32 MOVL?C00007?V=?PL=3 point?⑧:板件释放位置33 PULSE?OT#(64)?T= RB时间测量point8?(释放位置)34 TIMER?T= 定位精度提升的时间35? PULSE?OT#(17)?T= OUT17脉冲信号:释放指令36 WAIT?IN#(24)=OFF 待输入:时间测量point?OFF37 PULSE?OT#(65)?T= RB时间测量?(释放完了)38 MOVJ?C00008?VJ= point?⑨:板件释放位置上?39 PULSE?OT#(66)?T= RB时间测量point9?(释放位置上)40 MOVJ?C00009?VJ= point?⑩:返回轨迹时的RB手柄防振减速?41 MOVJ?C00010?VJ= point??:point⑤?返回压机投入待机位置42 PULSE?OT#(67)?T= RB时间测量point10?(投入完了位置)43 OUT28PULSE?OT#(28)?T= 脉冲信号:投入完了?44 *Loop2 label:Loop245 JUMP?*cyclstop?IF?IN#(16)=ONJUMP命令:循环停止指令?IN16为ON则跳至?label「cyclstop」46 JUMP?*cycle?IF?IN#(39)=ONJUMP命令:自动循环中?IN39为ON则跳至?label;?「cycle」47 JUMP?JOB:HOME_POS?IF?IN#(23)=ONJUMP命令:作业原点移动指令?IN23为ON则跳至JOB「HOME_POS」48 JUMP?*Loop2 JUMP命令:返回「Loop2」49 MOVJ?C00011?VJ= 与①同样的point(?认为没必要的step????)50 *cyclstop label:cyclstop51 END END命令:宣告JOB完毕。

质量管理体系文件控制程序示例一:质量管理体系文件控制程序示例1. 文件控制的目的1.1 本程序的目的是确保质量管理体系中所有文件的创建、更新、分发和废止都按照一致的过程进行,以保证文件的准确性、完整性和可用性。
2. 文件管理的原则2.1 所有质量管理体系文件必须经过编制、审核、批准和授权,确保与实际工作相一致。
2.2 所有文件必须进行编号,并有详细的版本和修改记录。
3. 文件的分类3.1 质量手册3.1.1 质量手册是质量管理体系的核心文件,记录了组织的质量政策、质量目标和质量管理体系的结构。
3.1.2 质量手册由质量经理编制,经过质量管理委员会批准后发布。
3.2 程序文件3.2.1 程序文件包括各种操作规程、工艺流程等,用于指导和规范实际工作。
3.2.2 程序文件由相关部门编制,经过相关部门负责人审查和批准后发布。
3.3 工作指导文件3.3.1 工作指导文件用于指导具体工作环节中的操作方法、技术要求等。
3.3.2 工作指导文件由具体工作负责人编制,经过审核通过后发布。
4. 文件的创建和更新4.1 新建文件4.1.1 新建文件需编写文件申请书,包括文件名称、目的、应用范围、编制人、审核人等信息。
4.1.2 文件申请书需要经过相关部门负责人审核通过后,方可进行文件的编制工作。
4.2 文件的更新4.2.1 所有文件需定期进行审查,确保其与实际工作相符合。
4.2.2 更新文件需要编写文件更新申请书,并经过相关部门负责人审核通过后,进行文件的修改和更新。
5. 文件的分发和废止5.1 文件的分发5.1.1 新建文件和更新后的文件需及时分发给相关人员,并在文件上标明分发日期和相关人员。
5.1.2 分发文件的人员需填写分发清单,记录文件的分发情况。
5.2 文件的废止5.2.1 文件如果已经过时或者发现有错误,需要进行废止处理。
5.2.2 废止文件需编写废止通知,并通知相关人员将文件停止使用。
6. 相关附件本文档涉及附件:- 文件申请书模板- 文件更新申请书模板- 分发清单样例- 废止通知样本7. 法律名词及注释- 质量管理体系:指组织为了满足质量要求而建立、实施和保持的一系列相互关联的质量管理活动。
matlab单位换算程序示例以下是一个示例程序,用于将不同单位间的数值进行转换。
```matlab% 输入待转换的数值和单位value = input('请输入数值:');unit = input('请输入单位:', 's');% 检查输入的单位,并进行相应的转换计算switch unitcase 'cm'm_value = value / 100; % 将厘米转换为米mm_value = value * 10; % 将厘米转换为毫米case 'm'cm_value = value * 100; % 将米转换为厘米mm_value = value * 1000; % 将米转换为毫米case 'mm'cm_value = value / 10; % 将毫米转换为厘米m_value = value / 1000; % 将毫米转换为米otherwiseerror('不支持的单位');end% 输出转换结果disp(['厘米:' num2str(cm_value)]);disp(['米:' num2str(m_value)]);disp(['毫米:' num2str(mm_value)]);```该程序首先通过 `input` 函数获取待转换的数值和单位。
然后使用 `switch` 语句来检查输入的单位,并根据不同的单位进行相应的转换计算。
最后,使用 `disp` 函数输出转换结果。
使用该程序时,可以在MATLAB 命令窗口中输入数值和单位,程序会根据输入的单位进行转换,并输出转换结果。
例如,如果输入数值为 "100",单位为 "cm",程序会输出厘米、米和毫米三种单位的转换结果。
ABB PLC 新手入门------经典程序示例1.模拟量输入转换对于4-20mA转换为对应量程,ABB的模拟量输入模块DI810是可以直接设置的,无需做转换算法,此处我们通过程序写算法来实现。
首先新建一个库,添加名称:然后在新建的库里面添加功能块:打开功能块编写程序(ST格式):InputInt:=Input;if InputInt<InMinRange thenInputInt:=InMinRange;ElsIFInputInt>InMaxRange thenInputInt:= InMaxRange;end_if;InRange:=InMaxRange-InMinRange;OutRange:=OutMaxRange-OutMinRange;Output:=(InputInt-InMinRange)/InRange*OutRange+OutMinRange;定义的变量如下:代码:接下来我们在程序中调用自己写的功能块:2.点击此处找到自己写的库函数中的功能块:1.打开程序,右击选择插入功能块:3.插入后如下:最后,下载到仿真器测试,效果如下:0~16384对应0-100,因此输入8192,则输出为50,测试正确。
顺便再介绍下ABB PLC 中的变量定义及其属性:变量名称和西门子不一样的是不是以M 或者开头,可以任意单词定义;类型是一样的,都有整形,浮点数,字符串等;属性如下图:各属性区别如下:◆ no attribute---重启后数据不保持,替换为初始值;若未设置初始值,会获取这个数据类型的默认值。
◆ retain----------热重启数据可以保持;冷重启不保持,替换为初始值。
◆ coldretain ----热重启和冷重启数据都能保持,此属性在结构化数据类型中重写了保持属性。
◆ constant ------常量,在编译下载之后无法改变此值,此属性在结构化数据类型中重写了保持属性。