钻孔、扩孔、锪孔与铰孔 (1)
- 格式:ppt
- 大小:760.00 KB
- 文档页数:36
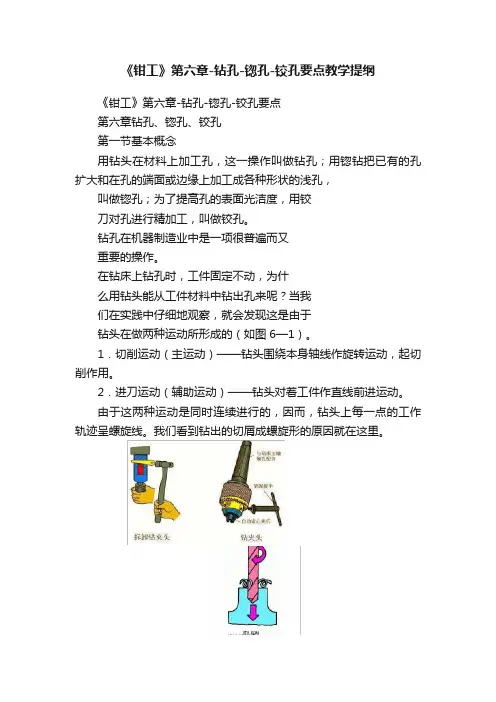
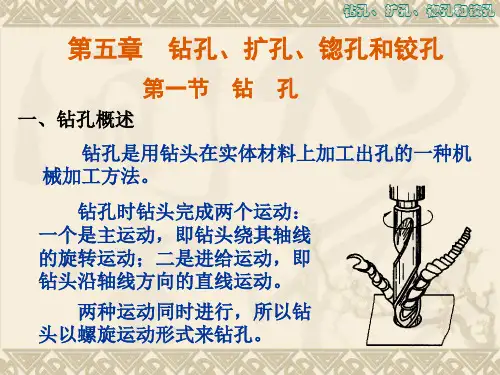
《钳工》第六章-钻孔-锪孔-铰孔要点教学提纲《钳工》第六章-钻孔-锪孔-铰孔要点第六章钻孔、锪孔、铰孔第一节基本概念用钻头在材料上加工孔,这一操作叫做钻孔;用锪钻把已有的孔扩大和在孔的端面或边缘上加工成各种形状的浅孔,叫做锪孔;为了提高孔的表面光洁度,用铰刀对孔进行精加工,叫做铰孔。
钻孔在机器制造业中是一项很普遍而又重要的操作。
在钻床上钻孔时,工件固定不动,为什么用钻头能从工件材料中钻出孔来呢?当我们在实践中仔细地观察,就会发现这是由于钻头在做两种运动所形成的(如图6—1)。
1.切削运动(主运动)——钻头围绕本身轴线作旋转运动,起切削作用。
2.进刀运动(辅助运动)——钻头对着工件作直线前进运动。
由于这两种运动是同时连续进行的,因而,钻头上每一点的工作轨迹呈螺旋线。
我们看到钻出的切屑成螺旋形的原因就在这里。
第二节钻头钻头由碳素工具钢或高速钢制成,并经淬火处理。
钻头的种类较多,大致可分为扁钻和麻花钻。
扁钻(如图6—2)的切削部分呈三角形,形状比较简单,因而可用工具钢自行锻造。
但由于它的导向作用差,钻深孔时不能自动排屑,刃磨后直径改变,所以应用不多。
下面主要介绍应用较普遍的麻花钻。
1.麻花钻的构造:麻花钻(如图6—3)分为直柄与锥柄两种(直径小于12毫米的钻头,尾部是圆柱形;直径大于12毫米的钻头,尾部一般是圆锥形,用莫氏锥度),它由下面三部分组成:(1)尾部——起传递动力和夹持定心作用。
(2)颈部——它是制造钻头时磨削钻头外圆的退刀槽。
上面标注钻头的材料、规格和标号。
(3)工作部分——包括钻头的切削和导向两个部分切削部分包括横刃、两个主切削刃和两个后面,起主要切削作用;导向部分在钻孔时起着引导钻头垂直钻进和修光孔壁的作用。
导向部分由四个部分组成:1)螺旋槽。
它是正确形成切削刃和前角,并起着排屑和输送冷却液的作用。
2)刃带和齿背。
在钻头的外表面,沿螺旋槽高出约0.5~1毫米的窄带,叫做刃带,刃带上面起副切削作用的是副切削刃。
实训二十三钻孔、扩孔、锪孔和铰孔一、实训内容在板料上进行钻孔操作训练。
二、学习目标1.知识目标各种相关设备使用。
了解各种钻孔的特点。
了解各种钻孔加工工艺范围。
掌握钻头刃磨要领,保证刃磨姿势、站立动作、钻头几何形状及各种角度的正确性。
2.技能目标熟练掌握各种钻孔的基本操作方法。
能达到图样技术要求。
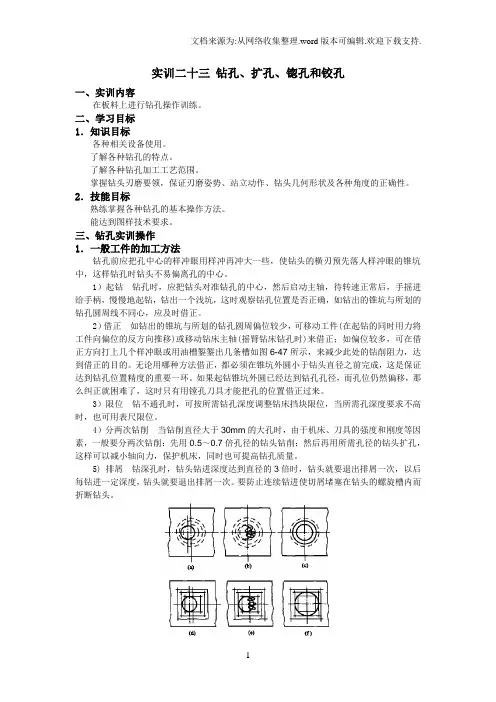
三、钻孔实训操作1.一般工件的加工方法钻孔前应把孔中心的样冲眼用样冲再冲大一些,使钻头的横刃预先落人样冲眼的锥坑中,这样钻孔时钻头不易偏离孔的中心。
1)起钻钻孔时,应把钻头对准钻孔的中心,然后启动主轴,待转速正常后,手摇进给手柄,慢慢地起钻,钻出一个浅坑,这时观察钻孔位置是否正确,如钻出的锥坑与所划的钻孔圆周线不同心,应及时借正。
2)借正如钻出的锥坑与所划的钻孔圆周偏位较少,可移动工件(在起钻的同时用力将工件向偏位的反方向推移)或移动钻床主轴(摇臂钻床钻孔时)来借正;如偏位较多,可在借正方向打上几个样冲眼或用油槽錾錾出几条槽如图6-47所示,来减少此处的钻削阻力,达到借正的目的。
无论用哪种方法借正,都必须在锥坑外圆小于钻头直径之前完成,这是保证达到钻孔位置精度的重要一环。
如果起钻锥坑外圆已经达到钻孔孔径,而孔位仍然偏移,那么纠正就困难了,这时只有用镗孔刀具才能把孔的位置借正过来。
3)限位钻不通孔时,可按所需钻孔深度调整钻床挡块限位,当所需孔深度要求不高时,也可用表尺限位。
4)分两次钻削当钻削直径大于30mm的大孔时,由于机床、刀具的强度和刚度等因素,一般要分两次钻削:先用0.5~0.7倍孔径的钻头钻削;然后再用所需孔径的钻头扩孔,这样可以减小轴向力,保护机床,同时也可提高钻孔质量。
5) 排屑钻深孔时,钻头钻进深度达到直径的3倍时,钻头就要退出排屑一次,以后每钻进一定深度,钻头就要退出排屑一次。
要防止连续钻进使切屑堵塞在钻头的螺旋槽内而折断钻头。
图6-47 用錾槽来借正试钻偏位的孔6)手动进给通孔将要钻穿时,必须减小进给量,如果是采用自动进给的,应改为手动进给。
孔加工方法简介-钻孔、扩孔、锪孔、铰孔一、钻孔用麻花钻在实体材料上加工孔的方法称为钻孔。
一般加工可达尺寸公差等级为IT14~IT11,表面粗糙度Ra值为50~12.5μm。
常用的钻床有:台式钻床、立式钻床和摇臂钻床。
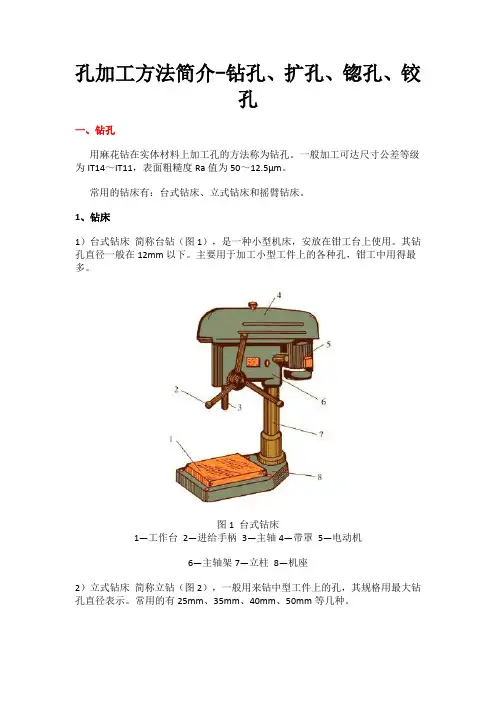
1、钻床1)台式钻床简称台钻(图1),是一种小型机床,安放在钳工台上使用。
其钻孔直径一般在12mm以下。
主要用于加工小型工件上的各种孔,钳工中用得最多。
图1 台式钻床1—工作台2—进给手柄3—主轴4—带罩5—电动机6—主轴架7—立柱8—机座2)立式钻床简称立钻(图2),一般用来钻中型工件上的孔,其规格用最大钻孔直径表示。
常用的有25mm、35mm、40mm、50mm等几种。
图2 立式钻床1—工作台2—主轴3—进给箱4—主轴变速箱5—电动机6—立柱7—进给手柄8—机座3)摇臂钻床摇臂钻床有一个能绕立柱旋转的摇臂(图3)。
主轴箱可在摇臂上作横向移动,并可随摇臂沿立柱上下作调整运动,因此,操作时能很方便地调整到需钻削的孔的中心,而工件不需移动。
摇臂钻床加工范围广,可用来钻削大型工件的各种螺钉孔、螺纹底孔和油孔等。
图3 摇臂钻床1—立柱2—主轴箱3—摇臂4—主轴5—工作台6—机座2、麻花钻麻花钻是钻孔的主要工具,它是由切削部分、导向部分和柄部组成,如图4所示。
直径小于12mm时一般为直柄钻头,大于12mm时为锥柄钻头。
图4 麻花钻麻花钻有两条对称的螺旋槽,用来形成切削刃,且作输送切削液和排屑之用。
前端的切削部分(图5)有两条对称的主切削刃,两刃之间的夹角2φ称为锋角。
两个顶面的交线叫作横刃。
导向部分上的两条刃带在切削时起导向作用,同时又能减小钻头与工件孔壁的摩擦。
图5 麻花钻的切削部分3、钻孔操作1)钻头的装夹钻头的装夹方法,按其柄部的形状不同而异。
锥柄钻头可以直接装入钻床主轴孔内,较小的钻头可用过渡套筒安装(图6);直柄钻头一般用钻夹头安装(图7)。
图6 安装锥柄钻头图7图8钻夹头或过渡套筒的拆卸方法是将楔铁带圆弧的边向上插入钻床主轴侧边的锥形孔内,左手握住钻夹头,右手用锤子敲击楔铁卸下钻夹头(图8)。
高考“共性”(六):钻孔、扩孔、锪孔、铰孔一、填空:⒈在钻床上钻孔时,钻头的旋转运动是____________,钻头的直线移动是________。
在车床上钻孔时,工件的旋转运动是_________,钻头的直线移动是_________。
⒉标准麻花钻一般用___________制成,淬硬后硬度达_________,其结构________、_________和___________组成。
标准麻花钻的顶角为__________,横刃斜角为______,副后角为___________。
⒊麻花钻的刃磨,主要刃磨__________,同时保证________、________、_______正确。
麻花钻的修磨是__________和___________。
⒋麻花钻螺旋槽的作用是__________、________、_________。
⒌钻孔时,切削深度等于____________,即由___________决定,在允许的范围内,先尽量选大的_________,当受到表面粗糙度和钻头钢度限制时,再考虑大的_______。
⒍钻夹头用来夹持_______mm以下的______钻头,钻头套用来装夹_________。
⒎切削用量中,钻孔时切削深度由__________决定,_________和________对生产率的影响是相同的,对钻头寿命来说_________影响大于________,对孔的粗糙度来讲,_________影响明显于_________。
⒏扩孔时,进给量为钻孔的__________,切削深度为_________,切削速度为钻孔的________。
锪孔速度为钻孔的_________。
⒐钻孔属于_______加工,尺寸精度可达_________,表面粗糙度_________扩孔属于_________加工,尺寸精度达_________,表面粗糙度钻车_________;车孔可作______加工,也可作________加工,精度达______,表面粗糙度__________,精车可达________;铰孔属于_______加工,精度达_________,表面粗糙度钻__________。
第八章 扩孔钻、锪钻、镗刀、铰刀和复合孔加工刀具一、扩孔钻(给学生扩孔钻实体)用于扩大孔径,提高孔质量的刀具。
它可用于孔的最终加工或铰孔、磨孔前的预加工。
精IT10~IT9,Ra 为6.3~3.2mm,与麻花钻相似,有3~4齿①扩孔钻无横刃,改善了切削条件②零屑槽较浅,钻心较厚,强度和同性较高,可选较大切削用量③扩孔钻加工质量和生产率均比麻花钻高④高速钢φ7.8~φ50mm 做成锥柄, φ25~φ100mm 做成套式. ⑤切屑较窄,易于排屑 ⑥刀齿较多,3~4个,导向性好二、锪钻(给学生锪钻实体)锪钻用于加工各种螺头螺钉沉孔,锥孔和凸台面 ①图a 带导柱平底锪钻,适用于加工圆柱形沉孔 ②图b 带导柱90°锥面锪钻,适用于加工锥形沉孔③图c 为锥面锪钻,钻尖角60°,90°,120°,用于中心孔或孔口倒角 ④图d 为端面锪钻,仅在端面上有切削齿,用来加工平面 锪钻有高速钢,硬度合金,可转位锪钻特点三、镗刀镗刀是广泛使用的孔加工工具,一般镗孔达IT9~IT8,精细镗达IT6,Ra为1.6~0.8mm,镗孔能纠正孔的直线性误差,获得高的位置精度,特别适合于箱体零件的孔系加工.镗孔是加工大孔的唯一精加工方法,镗刀分为单刃镗刀、双刃镗刀。
㈠单刃镗刀图为镗床上用的机夹式单刃镗刀,它具有结构简单,制造方便,通用性好等优点。
镗育孔或阶梯孔时,δ=10°~45°镗通孔δ=0°镗床上用的单刃镗刀㈡双刃镗刀有两个切削刃参加切削,背向力相互抵消,不易引起振动,常用的有固定式镗刀块,滑槽式和浮动镗刀1、固定式镗刀块镗刀块适用于小批生产加工箱体零件孔小。
2、滑槽式双刃镗刀,镗孔范围φ25~φ250mm,广泛用于数控机床滑槽式双刃镗刀可调节硬质合金浮动铰刀3、浮动镗刀将浮动镗刀装入镗杆的方孔中,无需夹昆,通过作用在两侧切削刃上的切削力来自动定心,因此它能自动补偿由于刀具安装误差和机床主轴偏差而造成的加工误差,能达到IT7~IT6,Ra为1.6~0.2μm浮动镗刀无法纠正孔的直线性误差和位置误差浮动镗刀结构简单,刃磨方便,但操作费事,加工孔径不能大小,镗杆上方孔制造困难,切削效率低,因引适用于单件,小批生产中加工直径较大的孔.§8.2 铰刀铰刀用于中小直径孔的半精加工和精加工。