试述轴与孔配合的种类及其特性
- 格式:doc
- 大小:110.50 KB
- 文档页数:8

轴的配合方式轴的配合方式是机械设计中常见的一种连接方式,它决定了轴与轴之间的相对位置和运动方式。
根据不同的需求和设计要求,轴的配合方式可以分为以下几种类型:平面配合、轴向配合、圆柱配合和球面配合。
一、平面配合平面配合是指两个轴相互垂直,并且在同一平面内运动的配合方式。
这种配合方式适用于需要实现平面间相对运动的装配件,如平面滑动轴承、平面导轨等。
其中,平面滑动轴承是一种常见的平面配合方式,它通过润滑剂减小了两个平面之间的摩擦,实现了相对平稳的运动。
二、轴向配合轴向配合是指两个轴在同一轴线上运动的配合方式。
这种配合方式适用于需要实现轴向相对运动的装配件,如键槽、键轴等。
在轴向配合中,通过键槽和键轴的配合可以实现力的传递和定位功能,使得装配件能够在轴向方向上稳定运动。
三、圆柱配合圆柱配合是指两个轴在同一轴线上运动,并且轴的外形为圆柱形状的配合方式。
这种配合方式适用于需要实现圆柱间相对运动的装配件,如滚动轴承、套筒等。
在圆柱配合中,通过滚动轴承的配合可以实现滚动摩擦,减小轴与轴之间的摩擦力,实现相对平稳的运动。
四、球面配合球面配合是指两个轴在不同轴线上运动,并且轴的外形为球面形状的配合方式。
这种配合方式适用于需要实现球面间相对运动的装配件,如球面滑动轴承、球铰链等。
在球面配合中,通过球面滑动轴承的配合可以实现球面间的滑动摩擦,使得装配件能够在不同轴线上自由运动。
轴的配合方式是机械设计中非常重要的一部分。
不同的配合方式适用于不同的装配件和工作环境,能够实现不同的运动方式和功能。
因此,在进行机械设计时,需要根据具体的要求和设计需求选择合适的轴的配合方式,以确保装配件的正常运行和稳定工作。
同时,还需要注意轴的配合精度和润滑方式等因素,以提高装配件的使用寿命和工作效率。

浅谈机械设计孔与轴的配合摘要:孔轴配合是机械产品中最常见的重要配合类型之一.根据产品的功能要求确定孔轴的配合性质,进行合理的公差设计,对保证装配精度和降低制造成本具有重要的意义.孔轴的装配精度影响结合面的接触状态,从而对产品的运动精度、装配难易程度和使用寿命等产生影响.因此,进行孔轴装配精度研究具有重要的工程意义.关键词:机械设计;孔与轴;配合;分析引言配合的性质在零件加工和装配过程中都具有极其重要的意义,是工人识读图纸的基本依据。
同时,这个知识点在教学过程中属于一个教学难点,理解能力往往制约本知识点的学习,因此,分解、简化和归纳知识点的方法更有利于对知识点的理解学习。
配合的性质与其类型的判定是可逆的,同时也是识读图纸、装配工艺编排的重要组成部分。
在学习过程中必须要理解配合的涵义,在理解的基础上再应用公式完成计算或配合类型的判定。
1孔与轴的配合的介绍孔轴操作不仅是一种特殊的机械设计制造技术,而且是一种具有一定严格性的特殊学科,即人们通过机械工程制造行业的不断总结和研究而掌握的经验和理论。
在机械设计制造中,孔波匹配技术的应用起着重要作用,极大地影响了零件质量和零件的整体寿命。
2机械制造中孔轴配合的重要性机械装备装配质量与零件公差设计有关,公差信息必须在设计中通盘考虑,装配精度如由零件加工精度直径保障,会给零件加工带来障碍。
如何通过公差优化提高机械产品装配精度非常关键。
装配方式不当,不能装配出高品质的机械产品。
部分零件装配采用合理工艺手段可以使机械产品装配达到设计质量要求。
机械产品质量依靠装配工艺实现,装配质量对保证产品运行效果发挥决定性功效。
机械装配成功后,产品需要运动操作,运动精度是机械装配完成规定操作任务的保障。
运动副间隙误差等因素对机械产品运动精度造成影响,机械装备工作中震动等因素干扰使得机械装备工作质量难以预测评估。
设计阶段,对机械装备运动精度分析非常重要。
影响机械产品运动精度误差因素较多,目前缺乏将多个因素综合考虑的分析方法。

关于公差与配合的孔和轴的定义和论述一、孔和轴(一)孔1、定义:孔主要指工件的圆柱形内表面,也包括非圆柱形内表面(由两平行平面或切面形成的包容面)2、特点:(1)、孔是包容面(2)、在加工过程中,随着加工余量的切除,零件时间占有材料越来越少,而孔的尺寸由小变大。
3、结论:(1)、孔在加工过程中(车削)越来越大(2)、故孔的基本尺寸用“D”表示(二)轴1、定义:轴主要指工件的圆柱形外表面,也包括非圆柱形外表面(由两平行平面或切面形成的被包容面)。
2、特点:(1)、轴是被包容面(2)、在加工过程中,随着加工余量的切除,零件实际占有材料越来越少,而轴的尺寸由大变小。
3、结论:(1)、轴在加工过程中(车削)越变越小(2)、故轴的基本尺寸用“d”表示二、尺寸偏差由于孔的基本尺寸用大写字母“D”表示,而轴的基本尺寸用小写字母“d”表示。
所以尺寸偏差也遵循这个规律。
(一)孔的上偏差用大写字母“ES”表示ES=D max−D孔的下偏差也用大写字母“EI”表示EI=D min−D(二)轴的上偏差用小写字母“es”表示es=d max−d轴的下偏差也用小写字母“ei”表示ei=d min−d三、实际偏差实际偏差是指实际尺寸减其基本尺寸所得的代数差。
(一)孔的实际偏差用大写字母“E a”E a=D a−D(二)轴的实际偏差用小写字母“e a”e a=d a−d四、尺寸公差带图(一)由上图可知,孔的上偏差用大写ES表示,孔的下偏差用大写的EI表示。
(二)由上图可知,轴的上偏差用小写的es表示,轴的下偏差用小写的ei表示。
五、极限尺寸孔:用大写D max和D min表示D max=D+ESD min=D+EI轴:用小写d max和d min表示d max=d+esd min=d+ei六、基本偏差代号GB/T 1800•3-1998规定的基本偏差系列中,基本尺寸在≤500mm范围内,孔和轴各规定了28个用拉丁字母表示的基本偏差系列代号从以上28个用拉丁字母表示的孔依然是大写字母表示;轴用小写字母表示。

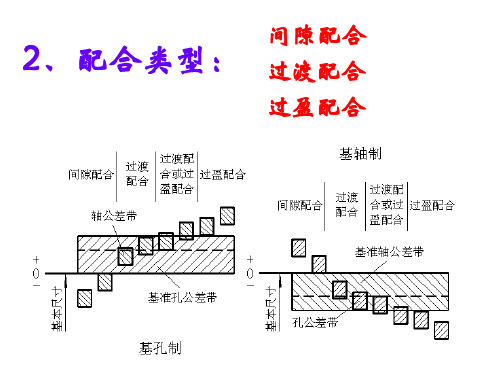
根据轴和孔的实际尺寸不同,配合可分为三大类:
(1)间隙配合。
指孔的实际尺寸大于轴的实际尺寸,两者之间存在着间隙。
间隙配合只有间隙而无过盈,结合时要有最小间隙来保证配合面之问具有足够的润滑油层,补偿因热膨胀而引起的误差和补偿零件制造和装配误差。
(2)过盈配合。
指轴的实际尺寸大于孔的实际尺寸,两者之间存在着过盈。
过盈配合只有过盈而无间隙,结合固定,不需要辅助件就能承受一定的扭力和推力,其最大过盈不应使零件材料遭到破坏,而其最小过盈应保证结合件受载时不发生相对滑动。
(3)过渡配合。
指轴的实际尺寸和孔的实际尺寸很接近,可能轴大孔小,也可能孔大轴小,装配后可能出现过盈或间隙。
过渡配合中过盈和间隙都可能发生,但过盈量和问隙量都不大,因此,这种结合有较高的同心度,便于拆卸;传递扭矩时,需要辅助紧固件(键或固定螺钉等)。
试述轴与孔配合的种类及其特性北极星电力网技术频道作者: 2012-11-8 11:15:05 (阅57次)所属频道: 火力发电水力发电关键词: 配合检修根据轴和孔的实际尺寸不同,配合可分为三大类:(1)间隙配合。
指孔的实际尺寸大于轴的实际尺寸,两者之间存在着间隙。
间隙配合只有间隙而无过盈,结合时要有最小间隙来保证配合面之问具有足够的润滑油层,补偿因热膨胀而引起的误差和补偿零件制造和装配误差。
(2)过盈配合。
指轴的实际尺寸大于孔的实际尺寸,两者之间存在着过盈。
过盈配合只有过盈而无间隙,结合固定,不需要辅助件就能承受一定的扭力和推力,其最大过盈不应使零件材料遭到破坏,而其最小过盈应保证结合件受载时不发生相对滑动。
(3)过渡配合。
指轴的实际尺寸和孔的实际尺寸很接近,可能轴大孔小,也可能孔大轴小,装配后可能出现过盈或间隙。
过渡配合中过盈和间隙都可能发生,但过盈量和问隙量都不大,因此,这种结合有较高的同心度,便于拆卸;传递扭矩时,需要辅助紧固件(键或固定螺钉等)。
浅析汽轮机低压旁路内漏治理(1)北极星电力网技术频道作者:赵宗彬,孙鹏(神华国华(北京)电力研究院有限公司) 2012-11-615:31:25 (阅434次)所属频道: 火力发电关键词: 汽轮机低压旁路旁路系统1 概述旁路系统是随着火力发电机组单元化和中间再热机组的兴起而逐渐发展起来的,旁路系统是大型中间再热机组中一个几乎不可或缺的重要组成部分,其主要功能是保护再热器、缩短机组启动时间、减少启动时热力损失、增加机组运行的灵活性及延长机组使用年限。
因此,旁路系统已经成为保证机组安全稳定运行和经济性的一个重要因素。
但是,目前国内很多机组都在不同程度上存在低压旁路内漏的问题,有些旁路系统经多次治理后,内漏情况仍会反复出现。
现以治理多台600Mw机组低压旁路内漏的经验,浅析其原因,并提出防止内漏的治理措施。
2设备简介目前,国内600Mw汽轮机大多采用高、低压两级串联旁路。
高压旁路的容量为锅炉额定最大出力(BMCR)的30%,低压旁路的容量为高压旁路的流量与喷水量之和。
高压旁路将经过喷水减温后的主蒸汽排入再热冷段管路(接口位置在高压缸排汽逆止门后),然后进入锅炉再热器进行换热,以保护再热器免于超温损坏。
低压旁路将经过喷水减温的再热热段蒸汽排入凝汽器,以回收工质和保护环境。
汽轮机旁路系统见图1所示.低压旁路系统装置由低旁减压阀(含减温器)、低旁减温水隔离阀、低旁减温水调节阀及管道等组成。
3低压旁路内漏发生的特点及影响3.1 低压旁路内漏发生的特点低旁内漏发生的主要特点为:经常反复出现,机组检修后,刚启动时可能没有内漏,但是运行一段时间,低旁减压阀动作几次后就又出现了内漏的情况。
将产生内漏的阀门解体后,经常可以发现在密封面上挤压着钢丝、焊渣等杂物。
由于旁路阀门检修只能安排在机组停机大小修期间进行,所以在运行中,主要以阀后温度来监测阀门内漏情况。
比较典型的情况如:某厂1号机2台低压旁路阀门,在运行168h后,移交时就已存在内漏。
随后利用某次机组小修时,解体低旁减压阀,发现在密封面上挤压着钢丝、渣子等杂物。
清除杂质后检查阀门的密封面没有问题(没有被冲蚀、杂质挤压沟槽等现象),同时检查气动执行部分与阀门的行程,检查后确认无误进行回装。
启动后低压旁路门无内漏迹象。
2005年2月发现2台低压旁路门后温度两侧分别为284℃和367℃,说明2台低压旁路门存在着内漏。
2005年9月停机检修,发现密封面有杂质积压的痕迹,检修中更换了阀座。
机组启动后2台低旁阀后温度正常,但经过几次开关后,l号低旁阀(南侧)再次出现了内漏。
3.2低旁内漏对机组安全及经济性的影响(1)机组的低旁减压阀后管道材质普遍为碳钢管道,阀门发生内漏后,管道长期处于超温运行,使得金属蠕变速度加快,持久强度降低。
更有甚者,还会导致管道材料的蠕变裂纹的出现。
(2)低压减压阀泄漏的高温蒸汽,在没有被喷水减温情况下直接进入凝汽器,增大了对凝汽器的热冲击,容易引起凝汽器内部构件及换热管的损坏。
(3)低压旁路系统中的内漏,使高品质蒸汽在运行过程中,没有做功直接排人凝汽器,影响了机组的真空度,长期如此,对机组经济性影响的是相当可观的。
(4)低压旁路阀的长期泄漏,致使高温蒸汽冲刷阀门本体,容易造成阀座、阀芯的损坏,造成材料备件的消耗。
4 分析阀门内漏的原因造成阀门内漏的主要原因为管道中的杂物压在阀门密封面上造成密封面损伤。
浅析汽轮机低压旁路内漏治理(1)北极星电力网技术频道作者:赵宗彬,孙鹏(神华国华(北京)电力研究院有限公司) 2012-11-615:31:25 (阅434次)所属频道: 火力发电关键词: 汽轮机低压旁路旁路系统1 概述旁路系统是随着火力发电机组单元化和中间再热机组的兴起而逐渐发展起来的,旁路系统是大型中间再热机组中一个几乎不可或缺的重要组成部分,其主要功能是保护再热器、缩短机组启动时间、减少启动时热力损失、增加机组运行的灵活性及延长机组使用年限。
因此,旁路系统已经成为保证机组安全稳定运行和经济性的一个重要因素。
但是,目前国内很多机组都在不同程度上存在低压旁路内漏的问题,有些旁路系统经多次治理后,内漏情况仍会反复出现。
现以治理多台600Mw机组低压旁路内漏的经验,浅析其原因,并提出防止内漏的治理措施。
2设备简介目前,国内600Mw汽轮机大多采用高、低压两级串联旁路。
高压旁路的容量为锅炉额定最大出力(BMCR)的30%,低压旁路的容量为高压旁路的流量与喷水量之和。
高压旁路将经过喷水减温后的主蒸汽排入再热冷段管路(接口位置在高压缸排汽逆止门后),然后进入锅炉再热器进行换热,以保护再热器免于超温损坏。
低压旁路将经过喷水减温的再热热段蒸汽排入凝汽器,以回收工质和保护环境。
汽轮机旁路系统见图1所示.低压旁路系统装置由低旁减压阀(含减温器)、低旁减温水隔离阀、低旁减温水调节阀及管道等组成。
3低压旁路内漏发生的特点及影响3.1 低压旁路内漏发生的特点低旁内漏发生的主要特点为:经常反复出现,机组检修后,刚启动时可能没有内漏,但是运行一段时间,低旁减压阀动作几次后就又出现了内漏的情况。
将产生内漏的阀门解体后,经常可以发现在密封面上挤压着钢丝、焊渣等杂物。
由于旁路阀门检修只能安排在机组停机大小修期间进行,所以在运行中,主要以阀后温度来监测阀门内漏情况。
比较典型的情况如:某厂1号机2台低压旁路阀门,在运行168h后,移交时就已存在内漏。
随后利用某次机组小修时,解体低旁减压阀,发现在密封面上挤压着钢丝、渣子等杂物。
清除杂质后检查阀门的密封面没有问题(没有被冲蚀、杂质挤压沟槽等现象),同时检查气动执行部分与阀门的行程,检查后确认无误进行回装。
启动后低压旁路门无内漏迹象。
2005年2月发现2台低压旁路门后温度两侧分别为284℃和367℃,说明2台低压旁路门存在着内漏。
2005年9月停机检修,发现密封面有杂质积压的痕迹,检修中更换了阀座。
机组启动后2台低旁阀后温度正常,但经过几次开关后,l号低旁阀(南侧)再次出现了内漏。
3.2低旁内漏对机组安全及经济性的影响(1)机组的低旁减压阀后管道材质普遍为碳钢管道,阀门发生内漏后,管道长期处于超温运行,使得金属蠕变速度加快,持久强度降低。
更有甚者,还会导致管道材料的蠕变裂纹的出现。
(2)低压减压阀泄漏的高温蒸汽,在没有被喷水减温情况下直接进入凝汽器,增大了对凝汽器的热冲击,容易引起凝汽器内部构件及换热管的损坏。
(3)低压旁路系统中的内漏,使高品质蒸汽在运行过程中,没有做功直接排人凝汽器,影响了机组的真空度,长期如此,对机组经济性影响的是相当可观的。
(4)低压旁路阀的长期泄漏,致使高温蒸汽冲刷阀门本体,容易造成阀座、阀芯的损坏,造成材料备件的消耗。
4 分析阀门内漏的原因造成阀门内漏的主要原因为管道中的杂物压在阀门密封面上造成密封面损伤。
浅析汽轮机低压旁路内漏治理(2)北极星电力网技术频道作者:赵宗彬,孙鹏(神华国华(北京)电力研究院有限公司) 2012-11-615:31:25 (阅435次)所属频道: 火力发电关键词: 汽轮机低压旁路旁路系统机组在基建和检修时,管道内会进入大量的焊渣、杂质等,因此,机组在启动前要进行吹管。
但是由于汽水管路系统比较庞大,很容易出现吹管清理不彻底的现象,而旁路系统,尤其是低旁系统更不容易冲洗干净。
特别是机组小修、临修后,管路系统更是没有很好的清洗措施。
这会造成机组启动初期蒸汽中可能会夹杂焊渣、杂质和颗粒等,而如果这时旁路阀门开关动作,在旁路阀门关闭时很容易使焊渣、杂质等挤压在阀门密封面上造成密封面的损坏。
所以,有些机组在刚启动运行时旁路阀门的关闭比较严密,但是阀门运行一段时间后就会产生内漏。
从阀门的结构来说,有些低旁减压阀,蒸汽是通过阀塞下部进入阀门,然后通过阀盘组或阀笼减速后流出阀门,其结构见图2。
此时,阀盘组或阀笼起到调节出口流速的作用,但并不能起到阻挡杂物随蒸汽进入阀门的“滤网”的作用,这时杂物就会被留在阀门内部。
且阀门密封面在阀盘组或阀笼的底部,当阀门关闭时,很有可能将阀门内的杂物挤压在阀门密封面上,尤其当阀门开度很小时更容易发生。
这就增加了阀门密封面被损伤的可能性。
同时,阀门下部进汽管道为立管,立管与横管连接处易积存杂物。
5 防止阀门内漏的主要措施5.1保持管道清洁从阀门内漏的原因分析可知,保证启动前阀门管道的清洁,是防止旁路阀门内漏的一项重要措施。
(1)在机组安装、检修期间。
尤其是焊接管道时,应做好管路的封堵工作,尽量避免焊渣等杂物进入管路系统中。
(2)管道冲洗最典型的冲洗方式是使冲洗蒸汽通过需要冲洗的管道系统,再流进一个临时性管道系统,完成冲洗全过程。
然后直接排人到大气中,为检查管道是否已经清洗干净,应当在管道的出口处按装一个镜面标靶。
冲洗时应注意:拆卸容易被蒸汽冲洗操作损坏的部件,或者将有关零部件进行封堵,也可将其与系统隔离,列出(如阀体)应当被拆除的部件清单。
为确保冲洗效果,还可在阀门进汽管道的弯头或“盲肠”处采用人工的方式进行重点清理。
(3)化学清洗在试运前,除焊渣和飞溅的融焊金属等碎屑外,还需要将油液、油脂、防锈剂、氧化皮和腐蚀产物等从锅炉和管道系统中清除干净。
化学清洗时应注意:清洗温度不能超过设计的最高温度。
使用可能会产生副反应的化学清洗剂,需要事先拆卸可能被清洗剂损坏的部件,或者封堵起来。
5.2增设管道过滤器(1)利用机组停机检修时,在低旁减压阀前增设管道过滤器,取得了较好的效果(管道过滤器的设置位置见图3,图4为增设的过滤器实物照片。
浅析汽轮机低压旁路内漏治理(3)北极星电力网技术频道作者:赵宗彬,孙鹏(神华国华(北京)电力研究院有限公司) 2012-11-615:31:25 (阅436次)所属频道: 火力发电关键词: 汽轮机低压旁路旁路系统低压旁路过滤器设计技术参数和安装:工作参数:与低旁入口管道蒸汽参数相同;安装位置:低旁减压阀进VI前管路管道上;过滤器通流孔直径:比低旁减压阀阀笼网孔直径略小;蒸汽过滤器为三通管件,采用合金铸钢件,进出口与管道采用焊接连接;过滤器滤网能拆卸,在机组停运时可定期清理;过滤器滤网装卸处采用法兰连接,密封垫片采用金属缠绕垫片;法兰、螺栓、过滤器材质均为合金材料。