常用丝攻寿命
- 格式:xls
- 大小:20.00 KB
- 文档页数:1
机用丝锥传统用材料以W6Mo5Cr4V2高速钢居多,这一类钢具有良好的红硬性和耐磨性。
但随着对新材料研究的深入,对刃具材料提出了更高的要求,希望刃具的常温和高温力学性能得到显著提高。
为此在普通高速钢的基础上通过调整其化学成分,添加其他合金元素,制造出性能更加优越的超硬高速钢,如钴高速钢、铝高速钢在铣刀、钻头等方面得到了很好的应用,使用寿命成倍提高,但在丝锥上的应用研究较少。
另外深冷处理亦对高速钢刀具,如滚齿刀、铣刀、钻头等的使用寿命有不同程度的提高。
因此作者研究了超硬高速钢和普通高速钢丝锥的使用寿命及深冷处理对普通高速钢丝锥使用寿命影响。
2 材料与试验方法试验材料试验用铝高速钢为成都工具研究所提供的W6Mo5Cr4V2Al,钴高速钢为M35(美国牌号),普通高速钢为W6Mo5Cr4V2,以上三种材料均由上海刃具厂有限公司进行热处理,加工成机用丝锥并进行切削试验。
深冷前后机用丝锥(W6Mo5Cr4V2 )的切削试验委托上海三强模具有限公司进行。
钴高速钢、铝高速钢与普通高速钢的淬火淬火工艺如下:钴高速钢820℃预热,1,240℃加热,600℃分级后空冷;铝高速钢850℃预热,1,200℃加热保温,550~600℃分级后空冷;普通高速钢820℃预热,1,190℃加热,600℃分级后空冷(时间分别为预热10min,加热5min,分级5min)。
淬火后分别用XJG-05型光学显微镜观察组织,比较晶粒大小。
红硬性对比试验根据红硬性试验方法闭将淬过火的普通高速钢和铝高速钢试样分别在600、625和650℃加热保温4h,然后空冷至室温,测量硬度值,重复三次。
丝锥切削性能对比试验将普通高速钢与铝高速钢制成?6mm机用丝锥,根据GB/T969-1994规定的切削规范进行试验,切削在台钻上进行,被加工材料为45钢,硬度170HB,切削速度为5.3m/min(即280r/min),切削深度8mm,冷却液(乳化液)流量为5L/min。

丝锥报废标准丝锥是一种常用的工具,在工业生产和机械加工中有广泛的应用。
然而,在使用过程中,由于各种原因导致丝锥出现损坏或磨损的情况是不可避免的。
为了保证工作效率和产品质量,我们需要对丝锥的报废标准有一个明确的了解。
本文将从丝锥损坏的原因、报废标准以及一些相关参考内容进行介绍。
首先,我们来探讨一下丝锥损坏的原因。
丝锥是一种用于切削螺纹的工具,因此在使用过程中会受到很大的压力和摩擦力。
常见的丝锥损坏的原因包括:1. 锋利度下降:随着使用次数的增加,丝锥的刀刃会变钝,无法切削出理想的螺纹。
2. 刀齿磨损:丝锥的刀齿容易磨损,造成切削力不均匀,甚至断裂。
3. 环境腐蚀:丝锥在潮湿环境或者受到化学物质的腐蚀时,容易产生锈迹,影响切削效果和工作寿命。
4. 锥角产生变化:由于工作中的意外碰撞或者操作不当,丝锥的锥角可能会发生变化,导致工作时无法规整切削。
接下来,我们来介绍一些常见的丝锥报废标准。
一般来说,当丝锥达到以下任意一项标准时,通常会被判定为报废:1. 刀刃或刀齿磨损严重,无法正常切削螺纹或切削效果差。
2. 锥角变化超过了规定的范围,影响切削精度和质量。
3. 丝锥柄部存在严重的损坏或者断裂。
4. 锈迹过多,无法恢复锋利度和切削效果。
5. 经过维修后仍无法恢复正常使用状态。
最后,我们来介绍一些关于丝锥报废标准的参考内容。
这些参考内容可以帮助我们判断丝锥是否需要报废,以及如何正确进行丝锥的维护和保养:1. 标准和规范:根据行业的标准和规范,可以了解到丝锥的使用寿命、报废标准以及维护保养要求等详细信息。
2. 厂家指南:丝锥厂家通常会提供操作手册或者维护指南,其中包含了丝锥的报废标准和维护保养方法。
3. 经验交流:参与行业内的讨论或者与同行交流,可以了解到其他人的经验和观点,有助于正确判断丝锥的使用寿命和维护保养。
4. 定期维护:定期检查和维护丝锥,包括清洁、上油、及时更换损坏丝锥等,可以延长丝锥的使用寿命。
5. 精细切削:在使用丝锥时,正确选择切削条件,避免过度切削或者过度施加压力,有助于减少丝锥的损坏和磨损。

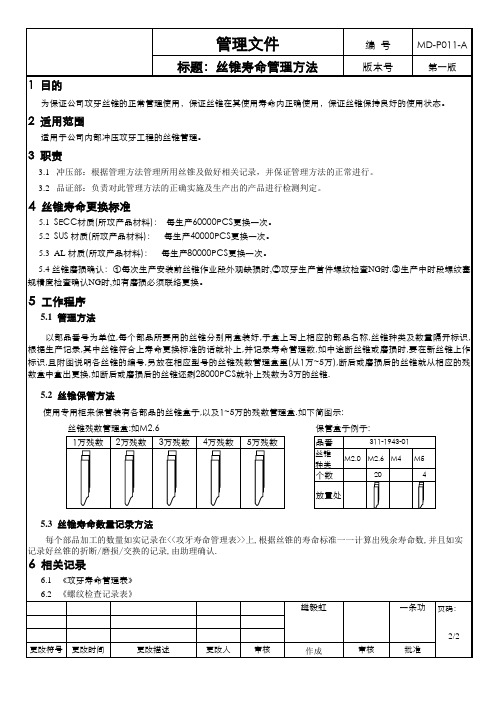
1万残数2万残数3万残数4万残数5万残数品番丝锥种类M2.0M2.6M4M5个数204放置处页码:1/1更改符号更改时间更改人审核5.1 管理方法以部品番号为单位,每个部品所要用的丝锥分别用盒装好,于盒上写上相应的部品名称,丝锥种类及数量隔开标识,根据生产记录,其中丝锥符合上寿命更换标准的话就补上,并记录寿命管理数,如中途断丝锥或磨损时,要在新丝锥上作标识,且附图说明各丝锥的编号,另放在相应型号的丝锥残数管理盒里(从1万~5万),断后或磨损后的丝锥就从相应的残数盒中拿出更换,如断后或磨损后的丝锥还剩28000PCS就补上残数为3万的丝锥.311-1943-01保管盒子例子:丝锥残数管理盒:如M2.6 5.2 丝锥保管方法使用专用柜来保管装有各部品的丝锥盒子,以及1~5万的残数管理盒.如下简图示:5.3 丝锥寿命数量记录方法6 相关记录6.1 《攻牙寿命管理表》JL/SOP4-04版本号第一版1 目的指导性文件丝锥寿命管理方法编 号 为保证公司攻牙丝锥的正常管理使用,保证丝锥在其使用寿命内正确使用,保证丝锥保持良好的使用状态。
4 丝锥寿命更换标准5.1 铝 材质(所攻产品材料): 每生产60000PCS更换一次。
2 适用范围适用于公司内部精加工攻牙工程的丝锥管理。
3 职责3.1 精加工部:根据管理方法管理所用丝锥及做好相关记录,并保证管理方法的正常进行。
3.2 品质部:负责对此管理方法的正确实施及生产出的产品进行检测判定。
5.2 丝锥磨损确认:①每次生产安装前丝锥作业段外观缺损时,②攻牙生产首件螺纹检查NG 时.③生产中时段螺纹塞规精度检查确认NG 时,如有磨损必须联络更换。
批准5 工作程序更改描述审核6.2 《螺纹检查记录表》作成每个部品加工的数量如实记录在<<攻牙寿命管理表>>上,根据丝锥的寿命标准一一计算出残余寿命数,并且如实记录好丝锥的折断/磨损/交换的记录,由助理确认.。

丝锥寿命计算公式丝锥寿命计算公式及例解释1. 简介丝锥是一种用于加工螺纹的工具,常用于金属加工、机械装配等领域。
丝锥寿命是指丝锥在使用过程中能够保持正常工作的时间,是评估丝锥质量和使用寿命的重要指标。
2. 丝锥寿命计算公式第一种计算公式丝锥寿命 = 总切削长度 / 每切削一周的切削长度第二种计算公式丝锥寿命 = (总切削长度 - 切削损耗) / 每切削一周的切削长度3. 计算公式说明及示例第一种计算公式说明第一种计算公式认为丝锥的寿命取决于每切削一周的切削长度。
根据使用情况和经验,可以预估每切削一周的切削长度,然后根据实际使用中的总切削长度来计算丝锥的寿命。
示例:假设每切削一周的切削长度为10mm,总切削长度为300mm,则可以计算出丝锥的寿命为30周。
第二种计算公式说明第二种计算公式考虑了切削损耗对丝锥寿命的影响。
切削损耗是指丝锥在切削过程中由于摩擦和磨损而造成的长度损失,一般会根据实际情况进行估计或测量。
示例:假设总切削长度为300mm,切削损耗为20mm,每切削一周的切削长度为10mm,则可以计算出丝锥的寿命为28周。
4. 结论丝锥寿命的计算涉及到总切削长度、每切削一周的切削长度和切削损耗等参数。
选择合适的计算公式和准确的参数,可以对丝锥的寿命进行评估和预测,从而在实际使用中及时更换丝锥,保证工作效率和质量。
以上是关于丝锥寿命计算公式及例解释的简要说明,希望对您有所帮助!5. 公式选择的考虑因素在选择适合的丝锥寿命计算公式时,需要考虑以下几个因素:不同的切削条件会影响丝锥的寿命,例如材料的硬度、切削速度、润滑情况等。
对于较为复杂的切削情况,可以采用第二种计算公式,考虑切削损耗对寿命的影响。
经验和实际测量丝锥寿命的计算公式一般是根据经验和实际测量得出的。
根据行业标准、厂商提供的数据以及实际使用情况,可以选择适合的计算公式和参数。
切削损耗的估计切削损耗通常是根据经验进行估计,也可以通过实验结果进行测量。
丝攻主要有哪些材质_丝攻的材料是哪些内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.丝攻主要有哪些材质?丝攻的材质早期是使用工具钢而目前使用的是高速钢、硬质合金等。
工具钢丝攻只适用手工攻丝和小批量生产的场合,现在已很少使用。
1. 高速钢高速钢在近600摄氏度的高温下仍具有很高的硬度,这使它的抗磨性大大优于工具钢。
钼系与钨系高速钢相比,钼系高速钢的高硬度碳化物晶粒小,韧性好,用这种材料作刀具可以获得锋利刃口,而且不易崩刃和断裂,所以钼系高速钢作为丝攻材料得到了广泛的应用。
一般而言,加入钴元素除提高高速钢的高温硬度外还能增强耐热性,加入钒元素除提高高速钢的高温硬度外还能增加耐磨性,这是由于碳化钒晶粒细小、分布均匀、非常坚硬的缘故所以高钒系高速钢的性能优于钼系高速钢。
虽然碳化钒的硬度很高,但钒含量增加会使得刀具的刃磨性变差。
粉末冶金法的诞生有效地解决了这个问题。
粉末高速钢的碳化物非常微细,且分布均匀,碳化物的微细化起到了减少刃磨的作用,当被切削材料很硬时,刃具材料含钒量越高,丝攻寿命越长,且宜使用非水溶性切削液。
2.硬质合金硬质合金丝攻主要用于灰口铸铁件、铝合金压铸件、不锈钢、热硬化树脂及高速钢丝攻难以加工的HRC50以上的高硬度钢等。
用作丝攻材料的硬质合金以其抗弯强度大的超细晶粒型为主流。
切削灰口铸铁件时,硬质合金丝锥的寿命是高速钢丝攻的10倍以上。
内容来源网络,由深圳机械展收集整理!更多相关内容,就在深圳机械展!。
丝攻的分类和用途以丝攻的分类和用途为标题,本文将介绍丝攻的不同分类和广泛应用领域。
一、丝攻的分类丝攻是一种用于加工螺纹的工具,根据不同的用途和形状,可以将丝攻分为以下几类:1. 手动丝攻:手动丝攻是最常见的一种丝攻工具,通常由高速钢制成。
它们具有不同的规格和螺纹尺寸,可用于手动加工螺纹孔。
手动丝攻通常具有圆柄,方便操作,并有不同类型的切削齿,如直齿、螺旋齿等。
2. 机用丝攻:机用丝攻是专门用于机床上的丝攻工具。
它们通常由高速钢或硬质合金制成,具有更高的强度和耐磨性。
机用丝攻可以根据机床的要求,选择适当的规格和螺纹尺寸,用于加工各种金属材料的螺纹孔。
3. 镗孔丝攻:镗孔丝攻是一种特殊的丝攻工具,它结合了丝攻和镗刀的功能。
镗孔丝攻可以在同一加工过程中,完成孔的加工和螺纹的切削。
这种丝攻广泛应用于汽车制造、航空航天等领域,可以提高加工效率和精度。
二、丝攻的用途丝攻作为螺纹加工的重要工具,广泛应用于各个领域。
以下是丝攻的主要用途:1. 机械制造:丝攻在机械制造领域中扮演着重要角色。
它们被用于加工各种机械零件的螺纹孔,如螺钉孔、油孔、螺纹轴等。
丝攻可以保证螺纹的精度和质量,确保零件的装配和使用性能。
2. 汽车制造:丝攻在汽车制造中也有广泛应用。
它们用于加工汽车零部件的螺纹孔,如发动机缸体、变速箱壳体等。
丝攻能够确保螺纹连接的牢固性和密封性,保证汽车零部件的可靠性和安全性。
3. 航空航天:航空航天领域对螺纹孔的精度和质量要求非常高,因此丝攻在这个领域中应用非常广泛。
丝攻被用于加工飞机发动机的螺纹孔、航天器的结构件等。
它们能够满足航空航天领域对螺纹连接的高要求,确保飞机和航天器的安全性和可靠性。
4. 电子设备:丝攻在电子设备制造中也有一定应用。
它们用于加工电子设备外壳的螺纹孔,如手机、电脑等。
丝攻能够确保外壳的装配和拆卸方便,维修和维护更加便捷。
5. 其他领域:丝攻还广泛应用于其他领域,如家具制造、建筑工程、水暖管道等。
丝锥寿命计算公式(一)
丝锥寿命计算公式及解释说明
1. 丝锥寿命的定义
丝锥寿命是指丝锥在工作过程中能够保持正常工作的时间长度。
丝锥通常用于螺纹加工中,因其常受到较大的力和摩擦等因素的影响,所以寿命会受到很多因素的影响。
2. 丝锥寿命计算公式
丝锥寿命的计算可以采用如下公式:
寿命= K * F * L^2 / (π * d^3 * f * V)
其中, - K为材料常数,表示材料的耐磨性能; - F为负荷系数,表示施加在丝锥上的负荷; - L为丝锥长度,表示丝锥的长度; - d
为丝锥直径,表示丝锥的直径; - f为螺纹进给量,表示每转进给的
长度; - V为丝锥的旋转速度。
3. 丝锥寿命计算实例
假设有一款丝锥,材料常数K为,负荷系数F为,丝锥长度L为
30mm,丝锥直径d为8mm,螺纹进给量f为/转,丝锥的旋转速度V为800转/分钟。
那么该丝锥的寿命可以通过如下计算得出:
寿命= * * (30^2) / (π * (8^3) * * 800)
经过计算,得出该丝锥的寿命约为10602分钟,即约小时。
4. 影响丝锥寿命的因素
丝锥寿命受到很多因素的影响,以下是一些主要因素: - 负荷:施加在丝锥上的负荷越大,寿命往往会降低; - 材料:不同材料的丝
锥耐磨性能不同,会影响寿命; - 工作条件:工作环境温度、润滑情
况等因素会影响丝锥的寿命; - 使用方法:使用过程中如何保养、维
护丝锥也会对寿命产生影响。
综上所述,丝锥寿命计算公式可以帮助我们预估丝锥的使用寿命,但需要考虑多个因素的综合影响。
在实际应用中,可以根据具体情况
进行调整和优化,以提高丝锥的寿命。