硫磺成型工艺进展
- 格式:pdf
- 大小:57.05 KB
- 文档页数:2

硫磺下游工艺流程
《硫磺下游工艺流程》
硫磺是一种重要的工业原料,其下游工艺流程主要包括硫磺制酸、硫磺氧化制硫酸、硫磺熔融制硫酸钠等过程。
以下将对硫磺下游工艺流程进行介绍。
首先是硫磺制酸过程,这是一种重要的化学反应,通过将硫磺与空气或氧气反应,生成二氧化硫气体,接着再将二氧化硫气体与水反应生成亚硫酸溶液,最后再氧化成硫酸,这是一种集成效益的化学反应工艺,可以实现资源循环利用。
其次是硫磺氧化制硫酸过程,这是一种化学反应,通过将硫磺和氧气混合在一起进行反应,生成二氧化硫气体,后续再将二氧化硫气体与水反应生成亚硫酸溶液,最后氧化成硫酸,是制备硫酸的重要工艺流程之一。
最后是硫磺熔融制硫酸钠的过程,这是一种物理化学过程,在高温下将硫磺和碱金属碳酸盐(如氢氧化钠、氢氧化钾等)反应生成硫酸钠溶液,是制备硫酸钠的重要工艺流程之一。
总的来说,硫磺下游工艺流程主要包括硫磺制酸、硫磺氧化制硫酸、硫磺熔融制硫酸钠等过程,这些工艺流程有着重要的应用价值,对于工业生产和资源利用有着重要的意义。
希望通过对硫磺下游工艺流程的介绍,能够让人们更加了解硫磺的生产过程和应用价值。
硫磺湿法成型装置技术研究与应用摘要:液体硫磺温度通常在118℃以上,低于118℃则迅速结块凝固,且温度一旦高于157℃则流动性特差,容易着火,与金属反应易自燃。
其特殊的物理性质决定了其不可能大规模被储存及运输,因此,将液体硫磺转固,形成规模化,流水线化的硫磺转运及运输作业必然具有重要的意义。
硫磺湿法成型的工艺对比传统硫磺成型工艺具有效率高、能耗小、危害低等优点,本文主要介绍硫磺湿法成型工艺原理。
关键词:硫磺液体硫磺湿法成型水循环系统一、硫磺的性质元素符号S,颜色:黄色颗粒,由液态硫磺凝固制得,分为结晶型和无定形两种。
结晶型硫主要有两种同素异形体。
在95.6℃以下,相对密度(20℃)2.07、熔点112.8℃、折射率1.957。
在95.6℃以上,相对密度(20℃)1.96、熔点119.25℃、折射率2.038。
不溶于水,稍溶于乙醇和乙醚,溶于二硫化碳、四氯化碳和苯。
无定形硫主要是弹性硫,是将熔融硫迅速注入冷水中而得,不稳定。
净化厂生产的硫磺就是这种形态的,主要用于制酸行业,本品为天然橡胶及合成橡胶最通用最重要的硫化剂。
固体硫磺自燃点为250℃,熔点为114.5~119℃,当加热至114.5℃以上时即熔化为明亮的液体,当加热至160~170℃时变稠变黑,继续加热到250℃时,又变成液体。
硫磺水分含量过高,会促进嗜硫杆菌的作用产生硫酸,也就是硫磺中的酸度会增加,从而腐蚀储运设备和熔硫设备;此外,硫磺水分过高,会增加熔硫蒸汽的消耗和降低熔硫设备的能力(水分含量提高1%相应熔硫能力下降近5%)。
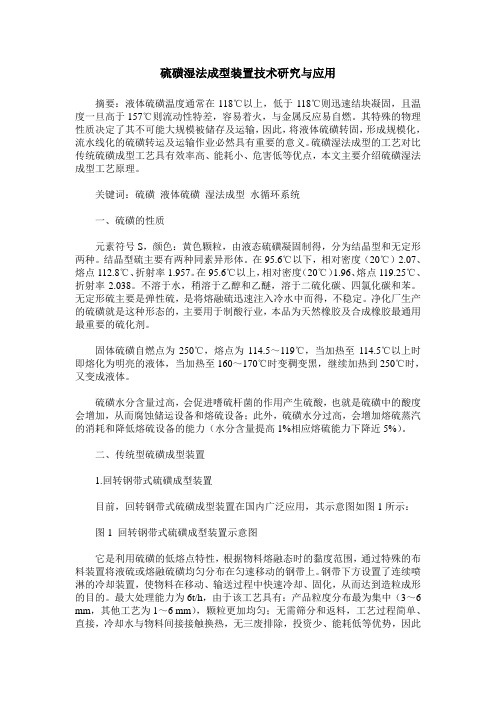
二、传统型硫磺成型装置1.回转钢带式硫磺成型装置目前,回转钢带式硫磺成型装置在国内广泛应用,其示意图如图1所示:图1 回转钢带式硫磺成型装置示意图它是利用硫磺的低熔点特性,根据物料熔融态时的黏度范围,通过特殊的布料装置将液硫或熔融硫磺均匀分布在匀速移动的钢带上。
钢带下方设置了连续喷淋的冷却装置,使物料在移动、输送过程中快速冷却、固化,从而达到造粒成形的目的。

硫磺生产工艺硫磺是一种广泛应用于农业、化工、制药等领域的重要化学物质。
它可用于制作农药、肥料、药物、橡胶加工等,因此其生产工艺也十分重要。
硫磺生产工艺一般分为硫矿精炼和硫酸氧化两个过程。
硫矿精炼是首要步骤,其目的是从硫矿中提取出纯净的硫,以作为硫磺的原料。
硫矿精炼常采用浮选法,首先将硫矿经过破碎、磨浮等工序进行预处理,然后将浮选剂加入矿浆中,使硫矿矿石与浮选剂起反应,得到硫矿矿浆,经过浮选、精矿、尾矿三个工序,将其中的硫子粒子分离出来。
最后,通过高温烧结或熔化,得到纯净的硫磺。
硫酸氧化是从硫磺中提取出硫酸的过程。
在此过程中,首先将硫磺研磨成粉末状,然后与浓硫酸反应,生成亚硫酸,再将亚硫酸氧化为硫酸。
此反应过程是一个放热反应,需控制温度,常常在蒸汽加热罐中进行反应。
反应完成后,通过过滤、冷却、蒸发,将硫酸进行提纯,得到高纯度的硫酸产品。
在整个硫磺生产工艺中,保证生产设备的安全性和生产工艺的稳定性尤为重要。
首先,生产设备要选用耐腐蚀材料,以抵御浓硫酸的腐蚀;其次,要做好能源控制,确保整个工艺过程中的温度和压力的稳定性;还要进行有效的废气处理,以减少对环境的污染。
此外,在硫磺生产过程中,还需要对废水进行处理。
废水处理可以采用物理、化学和生物三种方式。
首先,对废水进行沉淀,通过沉淀,将废水中的悬浮物和大部分的重金属离子去除。
然后,再进行化学处理,采用添加化学药剂来调整废水的PH值和溶解氧含量,以进一步去除废水中的污染物。
最后,利用生物处理技术处理废水中的有机物质,通过生物过程将废水中的有机物质进行分解,达到净化废水的目的。
综上所述,硫磺生产工艺是一个复杂的过程,需要经过硫矿精炼和硫酸氧化两个阶段。
在整个生产过程中,需要注意设备的安全性和工艺的稳定性,并对废水和废气进行处理,以保证生产过程的环保性。
只有确保生产工艺的顺利进行,才能获得高质量的硫磺产品,满足不同领域的需求。


国内外液态硫磺冷却成型发展历程与现状液态硫磺冷却成型技术是一种利用液态硫磺进行快速凝固和冷却的成型方法,广泛应用于铸造、纺织、电子、化工等行业。
在国内外的发展历程中,液态硫磺冷却成型技术经历了从初步试验到应用推广的过程,取得了重要的成果和进展。
液态硫磺冷却成型技术最早可追溯到20世纪50年代初。
当时,日本学者发现液态硫磺在高温状态下有较低的粘度和热导率,可用于灌注金属模具冷却。
随后,人们开始研究如何使液态硫磺迅速凝固并保持冷却效果。
在20世纪60年代,美国学者首次提出了液态硫磺冷却成型技术的概念,并进行了相关的试验研究。
他们发现,通过将液态硫磺注入金属模具中,在模具表面形成一层硫磺凝固层,可以有效地降低模具温度,实现快速凝固和冷却。
随着液态硫磺冷却成型技术的不断发展,人们开始研究如何改进液态硫磺的性能,提高冷却效果。
在90年代初,日本学者成功地将液态硫磺与一些金属氢化物反应,形成了一种具有较高热导率和较低粘度的液态硫磺复合材料。
这种复合材料在液态硫磺冷却成型技术中得到了广泛应用,并取得了良好的效果。
到了21世纪,液态硫磺冷却成型技术在国内外得到了进一步的推广和应用。
在国内,一些大型制造企业开始引进和应用液态硫磺冷却成型技术,取得了显著的经济和环保效益。
利用液态硫磺冷却成型技术可以减少铸件的变形和缩孔现象,提高铸件的成型质量和机械性能。
在国外,液态硫磺冷却成型技术也取得了一定的发展。
一些先进制造国家在航空航天、汽车制造等领域广泛应用液态硫磺冷却成型技术,取得了良好的成果。
在航空发动机叶片的制造中,通过液态硫磺冷却成型技术可以实现叶片的快速凝固和冷却,提高叶片的强度和耐热性能。
目前液态硫磺冷却成型技术在国内外仍存在一些问题和挑战。
液态硫磺的安全性和环保性仍需要进一步提高。
液态硫磺在高温状态下具有较高的腐蚀性和毒性,对环境和工作人员的安全性有一定的影响。
液态硫磺冷却成型技术的专利和知识产权保护仍不完善,人们需要加强技术创新和法律保护,推动技术的进一步发展与应用。
鄱阳漆器脱胎硫磺成型技艺研究作者:徐丹苹来源:《文艺生活·文艺理论》2015年第11期摘 ; 要::硫磺成型的方法早在七十年代就出现在江西鄱阳脱胎漆器厂,由于其技术难度和其他原因未能扩散,但在众多漆器成型方法中,硫磺成型法是一个不可漏缺的方法之一。
为更加深入理解各种漆器成型方法,笔者深入到鄱阳脱胎漆器厂学习这一技艺,并使用这一技艺独立完成了漆器的创作,同时图文记载整个制作过程。
关键词:鄱阳;脱胎;漆器;硫磺成型法中图分类号:J527 ; ; ; 文献标识码:A ; ; ; ;文章编号:1005-5312(2015)32-0147-02从浙江余姚河姆渡遗址发现的朱漆木碗可以证实,中国先民使用漆器已有七千年的历史。
从传统实用漆器发展到现在的当代漆器,上下几千年的传承演绎,足以表现漆器的使用与人们的生活息息相关。
江西的漆艺术从汉代发展至今,历史悠久,明清时期辉煌一时,其中江西鄱阳的脱胎漆器厂于19世纪60年代由当地一批漆艺老师傅建成,这标志着鄱阳漆艺术正发展壮大。
本文探讨的即是鄱阳的硫磺脱胎方法。
从漆器的成型切入,来讲述使用硫磺这一材料成型的荚纻脱胎漆器的做法。
全文通过分解漆器胎体的种类及其成型过程,并举例举图作为文章支撑,来表述硫磺成型胎体的制作过程和技艺要点,同时重点举例表达了不同造型胎体的不同制作方法。
一、脱胎器物的几个种类就大漆器物来说,可以分为非脱胎器物和脱胎器物两种。
非脱胎器物就是直接使用器物本身的材质作为底胎,对它进行髹漆装饰,主要有:陶胎、木胎、竹胎,金属胎等;而脱胎器物是以泥土、石膏、实木等等为胚胎,夏布、棉布或纸、皮、绳作肉身,用生漆逐层裱在胚胎上,待阴干后,脱下原始的胎,留下肉身,然后刮灰、打磨、髹漆,再施以装饰,最后完成漆器的制作。
如上描述的脱胎,是一种传统的手工技艺,根据使用材料的不同可以分为:绳胎、皮胎、纸胎、荚纻脱胎等。
下文主要论述的硫磺成型技艺即为荚纻脱胎成型技艺中的一种。
国内外液态硫磺冷却成型发展历程与现状液态硫磺冷却成型技术是一种重要的金属成型技术,通过将液态硫磺注入金属模具中,使其冷却并固化成型,得到具有高精度和高表面质量的金属零件。
该技术的发展历程可以追溯到20世纪50年代,目前已经在国内外得到广泛应用。
液态硫磺冷却成型技术最早起源于美国,当时主要应用于汽车制造业。
随着汽车工业的发展,对金属零件精度和表面质量的要求越来越高,传统的砂型铸造和压铸工艺无法满足需求。
液态硫磺冷却成型技术的出现填补了这一空白。
在20世纪50年代末至60年代初,液态硫磺冷却成型技术在美国得到了广泛推广和应用。
随着技术的逐步发展,液态硫磺冷却成型技术逐渐被引入欧洲和日本等地。
在欧洲,该技术主要应用于航空航天和电子器件制造等领域。
在日本,液态硫磺冷却成型技术得到了快速发展,并且取得了一系列的研究成果。
日本的一些企业已经建立了液态硫磺冷却成型技术的完整产业链,从设备制造到零部件加工,形成了较为成熟的技术体系。
液态硫磺冷却成型技术在国内的发展仍然存在一些挑战和问题。
液态硫磺冷却成型技术的设备和材料仍然依赖进口。
虽然国内已经开始投入大量资源进行研发和创新,但与国外相比,还存在一定的差距。
液态硫磺冷却成型技术的应用范围还不够广泛。
目前主要应用于一些高端领域,对于大批量、低成本的生产仍然存在一定的局限性。
液态硫磺冷却成型技术的操作和维护仍然需要较高的技术水平,对操作人员的要求较高。
液态硫磺冷却成型技术是一种非常有潜力的金属成型技术,具有高精度和高表面质量的优势。
随着国内外科技的不断进步和市场需求的不断增加,液态硫磺冷却成型技术将在未来得到更广泛的应用和发展。
国内企业应加大研发投入,提高技术水平,克服现有技术难题,提高设备和材料的自主研发能力,推动液态硫磺冷却成型技术在国内的发展。
2012年第16期广东化工第39卷总第240期 · 81 ·硫磺成型工艺研究进展熊运涛1,游龙2,郭庆生2,孙润林2(1.中国石油西南油气田公司重庆天然气净化总厂大竹分厂,四川大竹 635100;2.中国石油集团工程设计有限责任公司西南分公司,四川成都 610041)[摘要]随着环保要求的日益提高,硫磺回收及成型技术不断创新。
着重介绍了空气成型工艺、结片工艺和造粒工艺等成型技术,对比了各自的优缺点。
最后为国内的硫磺成型技术的发展提出了合理建议。
[关键词]硫磺成型;工艺;进展[中图分类号]TQ [文献标识码]A [文章编号]1007-1865(2012)16-0081-01Research Progress of Sulfur Shaping ProcessXiong Yuntao1, You Long2, Guo Qingsheng2, Sun Runlin2(1. China Southwest Oil and gas field company, Dazhu 635100;2. China Petroleum Engineering CO., L TD., Southwest Company, Chengdu 610041, China)Abstract: With increasing requirements of environmental protection, sulfur recovery technology and sulfur shaping process is constantly innovated. Many sulfur shaping technologies are emphatically introduced, such as air shaping technology, piece technology, granulator technology and so on. The advantages and disadvantages are also compared. At last, some reasonable suggestions are pointed out for the development of sulfur shaping technology in `china.Keywords:sulfur shaping;process;progress硫磺作为一种重要的化工原料,广泛应用于农业、医药工业、食品工业、橡胶工业、硫磺混凝土和制糖等领域。
随着含硫石油、天然气加工量的日趋增大以及环保意识的日益加强[1],硫磺产量大幅上升,同时硫磺生产工艺的要求也日趋严格,在硫磺加工、运输过程中,需要考虑诸多因素。
干散硫磺极易污染环境,产生粉尘爆炸等安全问题,取而代之的是发展成型硫磺,即把液态硫磺精细地加工成为具有一定尺寸和形状的固体颗粒。
硫磺工业通过多年的发展,已开发出多种成型方法,使生产的硫磺颗粒具有很高的机械强度.方便了产品的机械化装卸和运输,促进了硫磺颗粒的安全生产和清洁生产。
1 硫磺成型的机制及主要工艺按冷却介质的不同,硫磺成型机制分为湿法成型和干法成型。
湿法成型采用水来冷却凝固液硫,而干法成型采用空气作为冷却介质。
根据产品形状的不同,硫磺成型工艺可分为结块工艺、结片工艺以及造粒工艺等。
不同的成型工艺会导致硫磺成品物理特性的差异,为满足不同用户的需要,应采用相应的成型方法,以获得最好的经济效益。
2 硫磺成型工艺方法概述2.1 空气成型工艺在此工艺过程中,熔融物(液硫)从塔顶向下滴落(通常经雾化喷嘴分散),空气自塔底吹向塔顶,两者逆流接触,液态硫下降过程中被上升空气冷却固化,产生的硫磺颗粒在塔底富集,由塔底出来的颗粒直接进贮仓,不需要再循环或过滤。
芬兰的奥托肯帕公司最先采用空气颗粒成型方法,该法的最大工厂建在沙特阿拉伯,共3个造粒塔,年产量为1.40 Mt[2]。
空气成型工艺造出的硫磺颗粒直径为l~6 mm,水分含量小于0.5 %,堆密度为1100~1200 kg/m3,脆性小于1 %,堆放角为25~27 ℃,经实验室测试表明,其储运及装卸时的抗碎强度要优于其它形式的固体硫磺。
目前该法的发展焦点在于使用预制构件来减少结构的投资费用。
空气造粒工艺不需要水。
因为没有太多的转动部件,操作可靠,适于大批量生产。
但是一次性设备投资太大,且需要空气冷却,能耗相当高。
2.2 结片工艺结片工艺是一种普遍适应的硫磺成型工艺,可分为带式结片工艺和转鼓结片丁艺。
通过不锈钢带或橡胶转鼓,液硫被制成大薄片[3]。
液硫是通过水喷洒冷却转鼓而被冷凝的,但水与硫磺不接触.因此不像水造粒那样影响硫磺质量。
在转鼓末端固体硫磺被切成小块。
带式结片工艺同样存在一些缺点:带式结片工艺产出的硫磺不规则,非常脆,易发生粉尘问题,在装运时产生大量硫磺粉尘,可能引起爆炸、危害安全和污染环境;带式结片工艺设备可靠性差,易发生腐蚀,维护工作量较大。
2.2.1 普罗柯法普罗柯法为橡胶带结片成型工艺,结片装置由装水罐、分布器和连续移动的橡胶传送带组成,135 ℃左右的液硫由带有蒸汽伴热的分布器分布到传送带上,位于传送带上方的通风扇可使液硫均匀地分布。
2.2.2 鼓式成型法鼓式成型工艺是桑特维克公司为适用于高黏度产品而开发的。
在转鼓成型法中,熔融物液硫浇铸到一条连续运行的水冷式钢带上,形成半球形的固体硫磺颗粒,钢带通常要用一层薄薄的硅膜加以湿润,以确保落在钢带上的硫磺在凝固前保持半球状。
在装置的中心设有转鼓成型器,它能以单个的液滴方式分配熔硫。
2.3 造粒工艺造粒工艺是国外天然气处理厂,特别是大规模硫磺生产商最常采用的方法。
90年代以前,我国炼油厂硫磺成型工艺多采用结片成型为主,其处理规模有限,环境污染严重,装卸运输成本高,随后我国炼油行业才引进了造粒工艺。
造粒工艺随着技术的不断创新,先后出现了水造粒、钢带造粒、滚筒造粒[4]等工艺。
2.3.1 水造粒法该工艺是液硫通过分配盘与成型盘被分成许多流束,流到成型罐(冷水)中,在重力和表面张力的共同作用下,形成一个个小颗粒,水流在成型罐里与下降的硫液滴方向相反。
硫磺与水直接接触.因此产品硫磺中含有水,不能满足国家标准,需经振动脱水筛脱水后成为符合标准的产品,由传动带送去储藏。
现使用水造粒工艺生产硫磺最常用的工艺方法是Devco wet pelletizing和Enersul wetprill工艺[5]。
水造粒工艺设备处理能力大,不需要多列布置,因此,占地面积相对较小,生产、开停车简便,安全可靠,在运输、储存过程中不用为防尘、防火、防爆而加水。
但水造粒法生产出的产品有一个缺陷就是脆度较大。
2.3.2 钢带造粒法该工艺的生产过程是将液硫通过布料器均布在其下方匀速移动的钢带上,钢带下方设置有连续喷淋、冷却装置,使钢带上的物料在移动过程中得以快速冷却、固化,从而达到造粒成型的目的。
钢带造粒工艺属于国际先进水平的硫磺成型工艺之一,是目前世界上运用最广泛的造粒工艺,最常见的有Sandvik rotofom[6],Bemdorf accuDrop,Enersul pastil-lation以及国内的Sunup钢带造粒工艺。
钢带造粒硫磺颗粒具有以下优点,不用破碎工序,粉尘污染较少;冷却水不直接接触硫磺,可循环使用;成品颗粒易于包装。
钢带造粒法德缺点是维护条件(如硫磺温度,水温)维护成本较高,钢带的使用寿命有限,占地面积大。
2.3.3 滚筒造粒法滚筒造粒法也称作回转造粒法或造粗粒工艺。
这种成型技术是液硫小颗粒在造粒器内上下翻滚,逐层粘上熔硫并在冷却介质中凝固,随着这个过程不断重复,颗粒的大小增至所要求的尺寸[7],通常直径为1~6 mm。
此工艺使用水或空气作冷却介质。
目前(下转第78页)[收稿日期] 2012-10-24[作者简介] 熊运涛(1976-)男,四川广安人,工程师,副厂长。
广东化工 2012年第16期· 78 · 第39卷总第240期特别是抗皱整理。
梁慧光等[10]以马铃薯淀粉为原料,以环醚在酸性条件下的开环产物为醚化剂,合成了新型马铃薯羟烷基淀粉,此羟烷基淀粉具有更高的粘度,更好的成膜性能及更大的溶解性。
2.4.2 羧甲基淀粉羧甲基淀粉是由淀粉与氯乙酸经醚化反应而成。
羧甲基的引入,增加了淀粉的亲水性与纤维的亲和力。
浆膜柔软,透明度好,吸湿性稳定,退浆容易。
但浆膜耐磨性差,浆纱手感较软,易起毛,不适合作经纱的主浆料,适宜与其它粘附力强的浆料混用。
羧甲基淀粉是阴离子型的天然产物的变性体,是能溶于冷水的天然高分子聚电解质醚。
雷宇飞等[11]对马铃薯淀粉进行羧甲基化改性,其粘度及粘度稳定性都比较好;透明度增加明显。
透光率由原淀粉的56 %左右增加到91 %以上。
2.5 交联淀粉交联淀粉是淀粉与具有两个或多个官能团的化学试剂反应,淀粉分子的羟基间形成醚化或酯化键而交联起来的一种衍生物。
淀粉经交联后生成立体网络结构的大分子,分子间的氢键转化为化学交联键,使得淀粉颗粒的强度增加,性能稳定,提高了糊化温度、黏度和抗剪切力。
交联淀粉的抗酸、碱能力也比原淀粉增强很多。
张平等[12]用玉米淀粉与环氧氯丙烷起交联反应, 制得交联淀粉。
试验表明, 原玉米淀粉经交联后很大程度上改善了淀粉的耐酸性、抗剪切性和抗老化性, 提高了淀粉的稳定性。
2.6 接枝淀粉接枝淀粉是由淀粉与某些化学单体接枝共聚反应生成。
我国接枝淀粉是上世纪90年代发展起来的第三代变性淀粉,它是在淀粉大分子链中引入有一定聚合度的高分子聚合物,使得天然淀粉与应用性能优良的合成聚合物接合在一起,相互取长补短,从而提高淀粉的使用价值及扩大应用范围[13]。
因此具有天然淀粉和化学浆料二者结合较好的粘着性能,对环境污染小,比化学浆料价格低等优点。
大大提高了天然淀粉的性价比,扩大了应用范围,适于作疏水性纤维的浆料,有着广阔的应用前景,是少用或不用PV A的重要途径之一。
张龙秋等[14]对淀粉与丙烯酸单体进行接枝共聚反应,得到了具有较高接枝率的接枝淀粉。
研究结果表明, 当淀粉酯化取代度在0.0136~0.0412范围内,能使淀粉对丙烯酸的接枝效率提高10 %~30 %,并能显著改善接枝淀粉浆料对纤维的黏附性能以及浆膜性能。
3 展望随着纺织工业的现代化,新的设备和技术、纺织浆料品种不断涌现,对纺织浆料的要求越来越高。
加上人类对环境意识的提高,环保性差的化学合成浆料在纺织工业中的使用将受到限制,甚至禁止。
因此,性能优良的环保的变性淀粉浆料将有快速的发展。
但目前我国淀粉浆料仍存在两大问题:质量和品种。
就质量而言,性能优异且稳定的产品缺乏,就品种而言,具有新性能的产品有待进一步开发。