机床控制参数表DOC
- 格式:doc
- 大小:456.50 KB
- 文档页数:11
数控机床参数及设置数控机床参数及设置首先要了解的题目是:什么是机床参数,为什么要设置参数。
数控系统制造厂家的用户是机床制造厂家,而不是使用机床的终极用户,机床厂往向数控装置厂家往买数控装置。
当然,也有些机床厂家是自己制造数控装置,不用往买别人的数控系统。
但是不管怎么说,从设计、试制、最后制造生产品,都希看这种数控系统或者说数控装置,能用在各式各样机床上,这样,自己的用户就多了,市场占有就大了。
为此,数控装置制造厂家为了适用面广,而为数控装置预留了很大的适应范围的余地,或者说,留了很多空缺点,要用户根据自己的需要往填写,以便适应自己设计,制造的机床。
例如某一个轴的加减速时间,跟随误差大小;还有一些是机床制造厂在调试过程中来决定的参数,如:正反向间隙,螺距的补偿等等。
当然,有些参数是数控装置制造厂家自己来规定的,比如:你所买的系统应是几轴联运,以及其他的一些规定参数。
还有一部分可以由终极用户根据必要的情况进行适当的修改的。
数控系统有一些是全数字化的,在进行调节器运算时,必须有一些参数,如比例放大系数,微分时间常数,积分时间常数等等都必须事先设定,当程序进行到这里,往查参数就可以了。
这些参数也是可以在一定范围内变化的。
总之,数控装置参数是非常重要的。
它所以重要,一方面了解和把握了参数,就给使用和更好的发挥机床性能上很大的帮助,另一方面在维修中,很多软件的题目,就是出在参数上,了解与把握参数,就可以维修一些软件的故障。
参数的种类很多,有些参考书中对它进行了分类,分为状态型,比率型,真实值型等,还可以从另一个角度分为数控装置制造商对用户的保密参数,和可以告诉用户参数含义的参数。
不管怎么说,我们确实还有很多参数弄不清楚,对于现场维修职员来说,把上千个参数都弄的明明白白是不可能的,一方面是没有资料,另一方面是没有那么多时间往研究它。
这个任务留给科研院所往做吧!对于现场维修职员,又必须弄懂一些最基本的参数,所以,我们根据维修手册提供的,以及历次这些至公司培训的记录,整理出来,供大家参考。
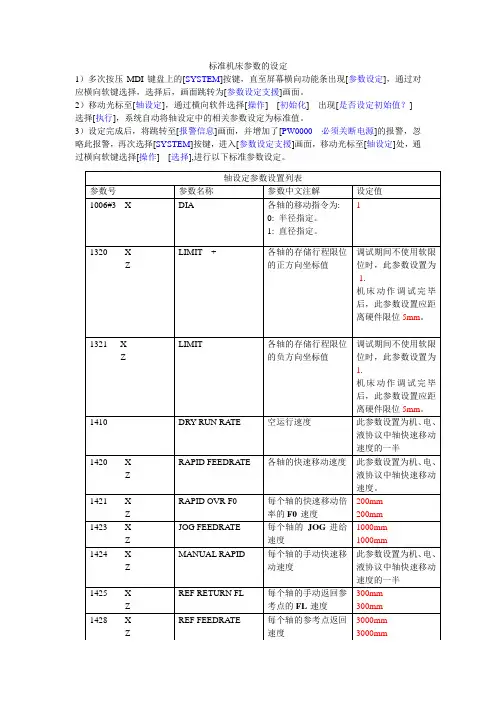
标准机床参数的设定1)多次按压MDI键盘上的[SYSTEM]按键,直至屏幕横向功能条出现[参数设定],通过对应横向软键选择,选择后,画面跳转为[参数设定支援]画面。
2)移动光标至[轴设定],通过横向软件选择[操作]---[初始化]---出现[是否设定初始值?]---选择[执行],系统自动将轴设定中的相关参数设定为标准值。
3)设定完成后,将跳转至[报警信息]画面,并增加了[PW0000 必须关断电源]的报警,忽略此报警,再次选择[SYSTEM]按键,进入[参数设定支援]画面,移动光标至[轴设定]处,通过横向软键选择[操作]---[选择],进行以下标准参数设定。
轴设定参数设置列表参数号参数名称参数中文注解设定值1006#3 X DIA 各轴的移动指令为:0: 半径指定。
1: 直径指定。
11320 XZ LIMIT + 各轴的存储行程限位的正方向坐标值调试期间不使用软限位时,此参数设置为-1.机床动作调试完毕后,此参数设置应距离硬件限位5mm。
1321 XZ LIMIT - 各轴的存储行程限位的负方向坐标值调试期间不使用软限位时,此参数设置为1.机床动作调试完毕后,此参数设置应距离硬件限位5mm。
1410 DRY RUN RATE 空运行速度此参数设置为机、电、液协议中轴快速移动速度的一半1420 XZ RAPID FEEDRATE 各轴的快速移动速度此参数设置为机、电、液协议中轴快速移动速度。
1421 XZ RAPID OVR F0 每个轴的快速移动倍率的F0 速度200mm200mm1423 XZ JOG FEEDRA TE 每个轴的JOG 进给速度1000mm1000mm1424 XZ MANUAL RAPID 每个轴的手动快速移动速度此参数设置为机、电、液协议中轴快速移动速度的一半1425 XZ REF RETURN FL 每个轴的手动返回参考点的FL 速度300mm300mm1428 XZ REF FEEDRA TE 每个轴的参考点返回速度3000mm3000mm4)设置参数完毕后,选择横向软键左侧的[回退键],并通过横向软键选择[参数设定],返回至上一级画面,移动光标至[伺服设定]处,通过横向软键选择[操作]---[选择],进入[伺服设定]参数画面,并根据下表设置相应参数 参数名称 中文注解设定值电机代码由于0ID 系统要求使用HRV2功能,所以调试时应根据电机铭牌查询电机代码,并加100为设定值。
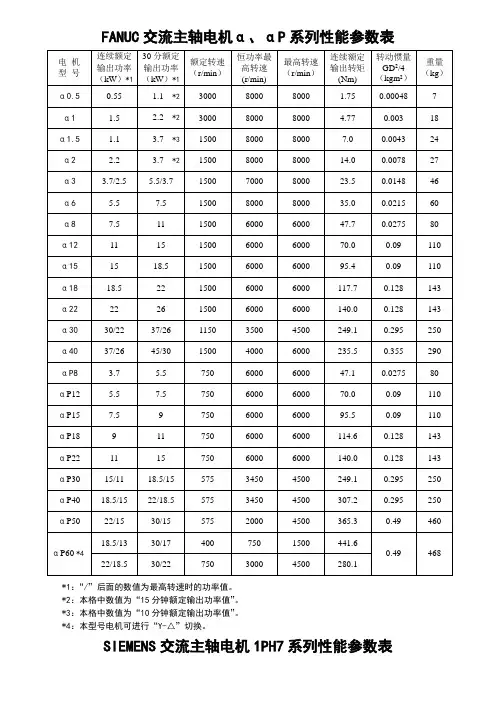
1.机床主要技术参数:(1)尺寸参数:床身上最大回转直径:400mm刀架上的最大回转直径:200mm主轴通孔直径:40mm主轴前锥孔:莫式6号最大加工工件长度:1000mm(2)运动参数:根据工况,确定主轴最高转速有采用YT15硬质合金刀车削碳钢工件获得,主轴最低转速有采用W16Cr4V 高速钢刀车削铸铁件获得。
nmax= = 23.8r/min nmin= =1214r/min根据标准数列数值表,选择机床的最高转速为1180r/min,最低转速为26.5/min公比取1.41,转速级数Z=12。
(3)动力参数:电动机功率4KW 选用Y112M-4型电动机2.确定结构方案:(1)主轴传动系统采用V带、齿轮传动;(2)传动形式采用集中式传动;(3)主轴换向制动采用双向片式摩擦离合器和带式制动器;(4)变速系统采用多联滑移齿轮变速。
3.主传动系统运动设计:(1)拟订结构式:1)确定变速组传动副数目:实现12级主轴转速变化的传动系统可以写成多种传动副组合:A.12=3*4 B. 12=4*3 C。
12=3*2*2D.12=2*3*2 E。
12=2*2*3方案A、B可节省一根传动轴。
但是,其中一个传动组内有四个变速传动副,增大了该轴的轴向尺寸。
这种方案不宜采用。
根据传动副数目分配应“前多后少”的原则,方案C是可取的。
但是,由于主轴换向采用双向离合器结构,致使Ⅰ轴尺寸加大,此方案也不宜采用,而应选用方案D2)确定变速组扩大顺序:12=2*3*2的传动副组合,其传动组的扩大顺序又可以有以下6种形式:A.12=21*32*26 B。
12=21*34*22C.12 =23*31*26 D。
12=26*31*23E.22*34*21 F。
12=26*32*21根据级比指数非陪要“前疏后密”的原则,应选用第一种方案。
然而,对于所设计的机构,将会出现两个问题:①第一变速组采用降速传动(图1a)时,由于摩擦离合器径向结构尺寸限制,使得Ⅰ轴上的齿轮直径不能太小,Ⅱ轴上的齿轮则会成倍增大。
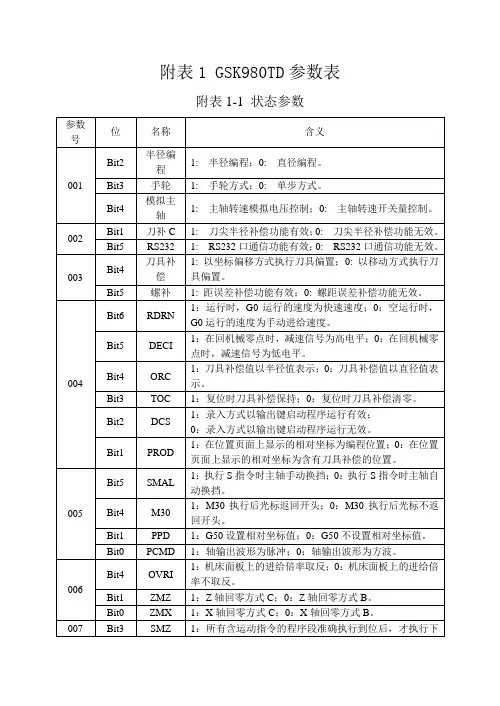
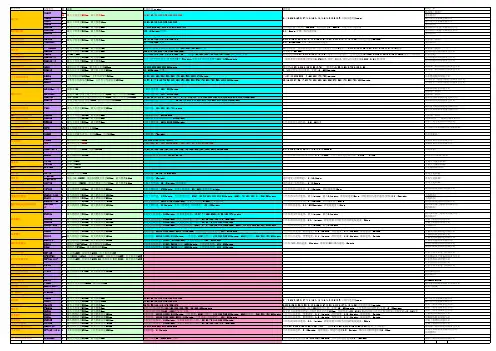
附表1 GSK980TD参数表附表1-1 状态参数MD4 MD2 MD1 开机操作方式0 0 0 录入方式0 0 1 自动方式0 1 0 机械回零0 1 1 编辑方式1 0 0 手轮方式1 0 1 手动方式附表1-2数据参数参数号名称含义015 CMRXCMRX 、CMRZ:X、Z轴指令倍乘系数。
设定范围为:1~255。
016 CMRZ017 CMDX CMDX、CMDZ:X、Z轴指令分频系数。
设定范围为:1~255 。
S:最小指令输出单位ZM:丝杠端皮带轮的齿数α:一个脉冲当量电机转动的角度ZD:电机端皮带轮的齿数L:丝杠导程018 CMDZ019 THDCH THDCH:螺纹切削时的退尾长度。
螺纹退尾宽度=THDCH×0.1×螺纹导程设定范围:0~255021 主轴摸拟调正数据主轴最高速度指令模拟电压输出为10V时电压偏置补偿值。
设定范围:-2000~2000(单位:毫伏)022 RPDFX RPDFX:X轴最高快速移动速度(半径值)。
设定范围:10~3825000(单位:毫米/分)023 RPDFZ RPDFZ:Z轴最高快速移动速度。
设定范围: 10~7650000(单位:毫米/分)024 LINTX LINTX、LINTZ:X、Z轴快速移动时,线性加减速时间常数值。
设定范围:0~4000(单位:毫秒)025 LINTZ026 THRDT THRDT:螺纹退尾时短轴的加减速时间常数。
设定范围:0~4000(单位:毫秒)027 FEDMX FEDMX:X、Z轴切削进给上限速度。
设定范围:10~8000(单位:毫米/分)028 THDFL THDFL:螺纹切削X、Z轴的起始速度。
设定范围:6~8000(单位:毫米/分)029 FEEDT FEEDT:切削进给和手动进给时指数加减速时间常数。
设定范围:0~4000(单位:毫秒)。
1.机床主要技术参数:(1)尺寸参数:床身上最大回转直径:400mm刀架上的最大回转直径:200mm主轴通孔直径:40mm主轴前锥孔:莫式6号最大加工工件长度:1000mm(2)运动参数:根据工况,确定主轴最高转速有采用YT15硬质合金刀车削碳钢工件获得,主轴最低转速有采用W16Cr4V 高速钢刀车削铸铁件获得。
nmax= = 23.8r/min nmin= =1214r/min根据标准数列数值表,选择机床的最高转速为1180r/min,最低转速为26.5/min公比取1.41,转速级数Z=12。
(3)动力参数:电动机功率4KW 选用Y112M-4型电动机2.确定结构方案:(1)主轴传动系统采用V带、齿轮传动;(2)传动形式采用集中式传动;(3)主轴换向制动采用双向片式摩擦离合器和带式制动器;(4)变速系统采用多联滑移齿轮变速。
3.主传动系统运动设计:(1)拟订结构式:1)确定变速组传动副数目:实现12级主轴转速变化的传动系统可以写成多种传动副组合:A.12=3*4 B. 12=4*3 C。
12=3*2*2D.12=2*3*2 E。
12=2*2*3方案A、B可节省一根传动轴。
但是,其中一个传动组内有四个变速传动副,增大了该轴的轴向尺寸。
这种方案不宜采用。
根据传动副数目分配应“前多后少”的原则,方案C是可取的。
但是,由于主轴换向采用双向离合器结构,致使Ⅰ轴尺寸加大,此方案也不宜采用,而应选用方案D2)确定变速组扩大顺序:12=2*3*2的传动副组合,其传动组的扩大顺序又可以有以下6种形式:A.12=21*32*26 B。
12=21*34*22C.12 =23*31*26 D。
12=26*31*23E.22*34*21 F。
12=26*32*21根据级比指数非陪要“前疏后密”的原则,应选用第一种方案。
然而,对于所设计的机构,将会出现两个问题:①第一变速组采用降速传动(图1a)时,由于摩擦离合器径向结构尺寸限制,使得Ⅰ轴上的齿轮直径不能太小,Ⅱ轴上的齿轮则会成倍增大。

CKS6163 数控车床
机床控制参数表
系统型号:FANUC 0i-Mate TC
出厂编号:
沈阳机床(集团)有限责任公司
沈阳第一机床厂
CKS6163 数控车床
机床控制参数表签署单系统型号:FANUC 0i –Mate TC
编制:
检查:
标审:
审核:
批准:
版本:
电子文档:
主轴参数自动装载:4019.7=1
4133=197
1.标记*表示该参数值可以现场调整,调整值
填入调整值栏,调整值栏空白时为参数值。
2.标记※表示该参数值只可减小,禁止放大。
3.标记S是调速主轴的设定参数,没有调速主
轴时不检查此参数。
4.表中未列出的参数均为零或已自动生成。
5.现场调整只允许经授权的专业人员在理解
的基础上进行厂内调整,不当调整会引起危
险。
6.用户禁止随意修改机床数据,特殊情况下,
必须由经授权的专业技术人员在完全理解
的前提下才可进行修改,修改不当将会造成
人员伤害与财产损失。
7.主电机为αP50/6000i时,参数4133设为
413。
8.当Z轴电机为α22/3000i时,电机号为197。
e-CA6140 机床控制参数表 系统参数表 参数号 参数值 标记 说明P1 915 # Z 正软限位P2 -5 # Z 负软限位P3 410 # X 正软限位P4 -10 # X 负软限位 P5 5000 Z 快移速度 P6 5000 X 快移速度 P7 0 # 反向间隙值 P8 0 # 反向间隙值 P9 1500 主轴低档转速P10 3000 主轴高档转速P11 01001100 位参数1 P12 10001000 位参数2 P13 4 4-8 刀位数 P14 10 刀架反转时间P15 10 M代码时间 P16 10 主轴制动时间P17 50 # Z 轴 最低起始速度P18 50 # X 轴 最低起始速度P19 300 @ Z 轴 加减速时间 P20 300 @ X 轴 加减速时间 P21 50 @ 切削进给 起始速度 P22 300 @ 切削进给 加减速时间 P23 10 # 程序段号间距P24 0 主轴中档转速P25 00000000 位参数3 注: 1、加‘*’的参数为系统参数,不能随意修改。
2、加‘#’的参数可现场修改。
3、加‘@’的参数影响加减速特征,用户需根据系统配置及负载特性做适当调整。
伺服参数表 参数号 X 轴 Z 轴 00 315 315 01 45 47 02 03 19 1904 0 0 *05 50 50*06 900 90007 50 60*08 120 15009 128 12810 0 011 16 1612 1 513 1 314 0 015 0 016 8 817 200 20018 0 0192021 200 20022 240 13023 2550 205024 100 1002526272829 3072 250030313233 175 21034 172 21835 -172 -21836 110 110注:1、N01表示电机型号。
2、加‘*’参数可根据负载进行调整:5号调整范围30~508号调整范围50~150 沈阳第一机床厂 1。
机床数控系统的参数及报警1. 机床数控系统的参数机床数控系统是一种用于控制机床运动的系统,它由许多参数组成。
这些参数可以分为几个主要的类别:1.1 运动参数运动参数用于控制机床的各个轴的运动。
主要的运动参数包括:•螺距:用于控制机床的进给速度,决定了每个主轴旋转一周时机床移动的距离。
•进给速度:控制机床在进给轴上的运动速度。
•加速度和减速度:控制机床在启动和停止时的加速度和减速度,影响机床的响应速度和精度。
1.2 力和扭矩参数力和扭矩参数用于控制机床在加工过程中的力和扭矩。
主要的力和扭矩参数包括:•主轴功率:用于控制机床主轴的功率输出,影响机床的加工能力和效率。
•进给轴功率:用于控制机床进给轴的功率输出,影响机床的进给速度和运动精度。
•力和扭矩限制:设置机床在加工过程中的最大力和扭矩限制,以保护机床和工件。
1.3 控制参数控制参数用于控制机床数控系统的操作和功能。
主要的控制参数包括:•通信协议:用于与上位机或其他设备进行通信的协议,如RS-232、Modbus等。
•控制模式:控制机床的工作模式,如手动模式、自动模式等。
•运动规划:控制机床轴的运动规划方式,如直线插补、圆弧插补等。
2. 机床数控系统的报警机床数控系统在工作过程中可能会发生各种各样的故障和问题,这些故障和问题会导致机床无法正常工作。
为了及时发现和解决这些问题,机床数控系统通常会提供报警功能。
主要的报警包括:2.1 伺服报警伺服报警是指伺服系统发生故障或错误时产生的报警。
主要的伺服报警包括:•位置偏差报警:当机床的实际位置和期望位置之间的偏差超过一定范围时,会产生报警。
•超速报警:当机床的运动速度超过预设的最大速度时,会产生报警。
•过载报警:当机床在加工过程中受到过大的负载时,会产生报警。
2.2 通信报警通信报警是指机床数控系统与上位机或其他设备之间的通信发生故障或错误时产生的报警。
主要的通信报警包括:•通信超时报警:当机床与上位机之间的通信超时时,会产生报警。
B5032D插床万能回转头立式铣床产品信息型号:X5225规格:250*1120本机结构及参数,仅供参考,如有变动,解释权属厂家所有。
产品说明:·主轴三节头设计,并可在套筒内做进给运动,可实现轴线任意角度的组合和加工,特别适合于斜孔斜槽的加工。
· X、Y、Z三向机械式进给,并可快速移动,提高工作效率。
·结构合理,性能优越,可完成钻、镗及平面、斜面、沟槽铣削,配置相应附件,可铣削螺旋槽、圆弧面、齿条、齿轮、花键等。
万能回转头铣床产品信息型号:X6232规格:320*1320技术参数:工作台工作面尺寸:320*1320;T型槽数:3T型槽宽度:18mmT型槽间度:60mm工作台行程:纵*横*垂(手/机) 700/680*300/280*400/360主轴孔锥度: 7:24主轴序号: ISO No:40回转铣头回转角度: 任意角度回转铣头前后手动移动距离:480mm卧铣主轴中心线至工作台面距离:35-400mm(装刀杆支架时)卧铣主轴中心线至工作台面距离:0-795mm(不装刀杆支架时)立铣主轴端面至工作台面距离:10-360mm立铣主轴中心线至床身垂直导轨面距离:20-500mm床身垂直导轨面至工作台面中心距离:210-490mm主轴转数级数:12主轴转速范围:40-1950 r/min工作台进给量级数:9工作台纵横向进给范围:15-430mm/min工作台垂直进给量范围:5-143mm/min工作台纵横向快速移动量:3070mm/min工作台垂向快速移动量:1023mm/min主电动机功率:5.5kw主传动电动机转速:1440r/min进给电机功率:1.5kw进给电动机转速:1400r/min冷却泵电动机功率:0.085kw冷却泵电动机流量:20L/min外型尺寸:2000*2100*2300mm机床重量:3000kg(本机结构及参数,仅供参考,如有变动,解释权属厂家所有。