电机与机床电气控制项目7 常用机床的电气控制
- 格式:ppt
- 大小:4.54 MB
- 文档页数:10


常用机床的电气控制电路第6章常用机床的电气控制电路6-1 答:1)主电路的分析主电路中主轴电动机M1、冷却泵电动机M2均受接触器主触头KM的控制,且只有当主轴电动机M1启动后,冷却泵电动机M2才能启动运行。
根据加工需要是否提供冷却液,由开关QS2来控制,整个机床的电源由开关QS1来控制。
由于电动机M1、M2的运行均属于长期连续工作制,故用热继电器FR1及FR2来实现对它们的过载保护。
2)控制电路的分析C620-1型车床的控制电路是一个典型的单向直接启动、停止控制电路,分析如下:主轴电动机M1的控制分析,合上开关QS1,控制电路部分有电。
当按下按钮SB2,接触器线圈KM通电吸合并自锁,主触头KM1闭合,电动机M1通电启动运行,带动主轴旋转。
当按下按钮SB1时,接触器线圈KM1断电释放,主触头KM1断开,电动机M1断电停止,主轴停止运转。
冷却泵电动机M2的控制,当主轴电动机M1启动之后,合上开关QS2,电动机M2通电启动运行,提供冷却液。
断开开关QS2,电动机M2断电,停止供应冷却液。
当主轴电动机M1停止运行后,冷却电动机M2也停止运行。
辅助电路主要是由变压器T、熔断器FU3、照明灯EL及电源开关S所组成。
合上电源开关S,经过变压器T,交流380 V的电压变换为36 V的安全电压,照明灯EL点亮。
为了保证人身和设备安全,变压器的二次侧的一端必须可靠地接地。
两台电动机M1、M2中的过载保护由FR1、FR2实现。
熔断器FU1、FU2分别实现对电动机M2及控制电路的短路保护,FU3为照明电路的短路保护。
另外,接触器KM本身还具有失压和欠压保护的功能。
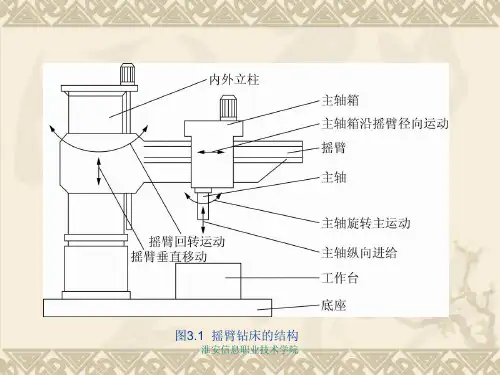
6-2 答:当按下SB3按钮,则时间继电器线圈KT通电吸合,它的瞬时闭合常开触头(13-14)闭合,接触器线圈KM4通电,液压泵电动机M3启动正向旋转,提供压力油。
同时,延时断开常开触头KT(1-17)闭合,电磁阀得电,压力油经过分配阀,进入摇臂的松开油腔,推动活塞移动,活塞推动菱形块将摇臂松开。
常用机床的电气控制1. 介绍机床是用来加工各种金属和非金属材料的设备。
在机床的工作过程中,电气控制起着至关重要的作用。
电气控制系统通常由多个电气元件和电路组成,用于控制机床的各个功能和动作。
本文将介绍常用机床的电气控制的基本原理和常见的电气控制元件。
2. 电气控制原理机床的电气控制原理是通过操纵电气信号来控制机床的各个功能和动作。
常用的电气控制原理包括开关控制原理、传感器控制原理和数控控制原理。
2.1 开关控制原理开关控制原理是通过机械开关或电磁开关来控制机床的各个功能和动作。
开关控制原理简单直接,适用于一些简单的机床。
例如,通过一个按钮开关来控制机床的启动和停止。
2.2 传感器控制原理传感器控制原理是通过感知机床的工作状态和环境变量来控制机床的各个功能和动作。
常用的传感器包括光电传感器、接近开关、温度传感器等。
例如,通过接近开关来感知工件位置,实现机床的自动送料功能。
2.3 数控控制原理数控控制原理是通过计算机数值控制来控制机床的各个功能和动作。
数控控制系统通常由计算机和运动控制卡等硬件组成,通过高速运算实现对机床的精确控制。
数控控制原理适用于复杂的机床,如铣床、钻床和刨床等。
3. 常见电气控制元件常见的电气控制元件包括开关、继电器、接触器、断路器、变压器和控制电缆等。
3.1 开关开关是最常见的电气控制元件之一,用于控制电路的通断。
常见的开关有按钮开关、转换开关和限位开关等。
按钮开关通常用于手动控制机床的启动和停止,转换开关用于切换机床的功能模式,而限位开关用于感知机床的位置和行程。
3.2 继电器继电器是一种电气控制元件,用于在电路中控制较大电流或电压。
继电器通常由电磁铁和触点组成,当电磁铁通电时,触点闭合或断开,从而控制电路的通断。
继电器可以用于控制机床的电机、灯光和报警等。
3.3 接触器接触器与继电器类似,也是一种用于控制较大电流或电压的电气控制元件。
接触器通常由电磁铁和触点组成,但与继电器不同的是,接触器的触点通常是常闭触点和常开触点的组合。
维修电工与实训-常用机床电气控制操作教案第一章:绪论1.1 课程介绍使学生了解本课程的目的、内容、意义,熟悉课程的安排和学习方法。
1.2 机床电气控制概述介绍机床电气控制系统的组成、作用和分类,使学生了解电气控制技术在机床上的应用。
第二章:常用低压电器2.1 低压配电柜及开关介绍低压配电柜的组成、功能及常见开关的使用方法,使学生掌握低压电器的安装与维护。
2.2 接触器讲解接触器的结构、原理、选用和安装,使学生了解接触器在电气控制中的应用。
2.3 继电器介绍继电器的类型、原理、选用和安装,使学生掌握继电器在电气控制中的应用。
第三章:机床电气控制电路分析3.1 电气控制原理讲解电气控制电路的基本原理和分析方法,使学生掌握电气控制电路的解读能力。
3.2 典型机床电气控制电路分析分析常用机床(如车床、铣床、钻床等)的电气控制电路,使学生能够实际分析机床电气控制电路。
第四章:常用机床电气控制设备的安装与调试4.1 电气设备安装工艺要求讲解电气设备安装的基本工艺要求,使学生掌握电气设备安装的技巧。
4.2 机床电气控制设备的调试与维护介绍机床电气控制设备的调试方法和维护注意事项,使学生能够对机床电气控制设备进行调试和维护。
第五章:机床电气控制设备的故障诊断与维修5.1 故障诊断与维修方法讲解机床电气控制设备故障诊断与维修的基本方法,使学生掌握故障诊断与维修的技巧。
5.2 典型机床电气控制设备故障分析与维修分析常用机床电气控制设备的故障原因,讲解故障排除方法,使学生能够独立解决机床电气控制设备的故障问题。
第六章:CNC机床电气控制与维修6.1 CNC机床电气控制基础介绍CNC机床的组成、工作原理和电气控制系统,使学生了解CNC机床电气控制的基本知识。
6.2 CNC机床电气控制系统的故障诊断与维修讲解CNC机床电气控制系统的故障诊断与维修方法,使学生掌握CNC机床电气控制系统的故障排除技巧。
第七章:PLC在机床电气控制中的应用7.1 PLC基础介绍可编程逻辑控制器(PLC)的组成、工作原理和编程软件,使学生了解PLC 的基本知识。
常用机床的电气控制1. 引言机床是制造业中常见的设备,它被用于加工、成形和加工材料等工艺过程。
电气控制是机床工作的重要组成部分之一,通过电气控制,机床可以实现自动化和精确的加工操作。
本文将介绍常用机床的电气控制系统,包括主要的控制器、传感器和执行器等。
2. 机床电气控制系统机床电气控制系统主要由以下几部分组成:•控制器:控制器是机床电气控制系统的核心部分,它接收操作指令,并将其转化为控制信号。
常见的控制器有数控系统和可编程逻辑控制器(PLC)等。
•传感器:传感器用于感知机床工作状态和环境条件。
常见的传感器有接近传感器、压力传感器、温度传感器等。
传感器将感知到的信息转化为电信号,并传输给控制器。
•执行器:执行器根据控制信号,驱动机床进行相应的运动。
常见的执行器有电机、液压缸和气动缸等。
执行器将控制信号转化为机械能,从而使机床进行加工工作。
3. 数控系统数控系统是一种通过数字方式控制机床加工的系统。
它由数控设备、控制器、传感器和执行器等组成。
数控系统可以实现高精度、高效率的加工,广泛应用于各种机床中。
数控系统的控制器通常包括以下几个部分:•数控设备:数控设备是数控系统的用户界面,它通过输入加工程序和操作指令,向控制器发送控制信号。
数控设备可以是电脑、数控终端或专用的人机界面。
•控制器:数控系统的控制器接收数控设备发送的控制信号,并处理这些信号,生成控制指令。
控制器通常由计算机、数控信号处理器和接口电路等组成。
•传感器:传感器用于感知机床的工作状态和环境条件,如工件位置、速度和力等。
传感器将感知到的信息转化为电信号,并传输给控制器。
•执行器:执行器是根据控制信号驱动机床进行相应的运动。
常见的执行器有伺服电机、步进电机和液压系统等。
4. PLC控制系统可编程逻辑控制器(PLC)是一种通过编程方式控制机床的系统。
它由中央处理器、输入模块、输出模块和编程软件等组成。
PLC控制系统具有灵活、可靠和易扩展的特点,被广泛应用于自动化机床中。
维修电工与实训-常用机床电气控制操作教案一、教学目标1. 了解常用机床的电气控制系统及其工作原理。
2. 学会常用机床电气控制元件的安装、调试与维护方法。
3. 掌握机床电气故障的诊断与排除技巧。
二、教学内容1. 机床电气控制系统概述机床电气控制系统的基本组成机床电气控制系统的作用2. 常用机床电气控制元件电动机及其控制元件接触器、继电器及其控制电路常用控制开关、按钮及其控制电路3. 机床电气控制电路分析电路图的阅读与分析方法常用控制电路案例分析4. 机床电气控制系统的安装与调试电气控制系统的安装步骤与注意事项电气控制系统的调试方法与技巧5. 机床电气故障诊断与排除故障诊断方法与步骤常见故障现象及其原因分析故障排除方法与技巧三、教学方法1. 理论讲授:讲解机床电气控制系统的基本原理、组成及功能,并通过实际案例进行分析。
2. 实操演示:展示机床电气控制系统的安装、调试过程,以及故障诊断与排除的方法。
3. 小组讨论:分组讨论故障现象及解决方法,提高学生分析问题和解决问题的能力。
4. 案例分析:分析实际工作中的典型故障案例,培养学生解决实际问题的能力。
四、教学资源1. 教材:维修电工与实训-常用机床电气控制操作教程。
2. 课件:PPT、图片、视频等。
3. 实训设备:机床、电动机、接触器、继电器、控制开关、按钮等。
五、教学评价1. 课堂问答:评估学生对机床电气控制系统的基本原理、组成及功能的掌握程度。
2. 实操考核:评估学生在实际操作中安装、调试机床电气控制系统的能力。
3. 故障诊断与排除:评估学生分析问题、解决问题的能力。
4. 小组讨论:评估学生在团队合作中沟通交流、分析问题、解决问题的能力。
六、教学安排1. 课时:本课程共计32课时,其中理论讲授16课时,实操演示8课时,小组讨论4课时,案例分析4课时。
2. 教学进度安排:章节一:机床电气控制系统概述(2课时)章节二:常用机床电气控制元件(4课时)章节三:机床电气控制电路分析(4课时)章节四:机床电气控制系统的安装与调试(6课时)章节五:机床电气故障诊断与排除(8课时)七、教学注意事项1. 确保学生了解安全操作规程,避免在实操过程中发生安全事故。
第三章 常用机床的电气控制线路金属切削机床是机械加工的主要设备。
本章主要介绍几种常用机床电气控制线路的工作原理。
本章要求:(1)会分析常用机床(如CA6140普通车床、M7130平面磨床、M7475B平面磨床、Z35摇臂钻床、Z3040摇臂钻床、X62W万能铣床与T68卧式镗床)的电气控制原理。
(2)了解常用机床控制线路的常见故障及排除方法。
第一节 普通车床的电气控制线路车床是机械加工中使用最广泛的一种机床,约占机床总数的25%~50%左右。
在各种车床中,应用最多的是普通车床。
普通车床可以用来车削工件的外圆、内圆、端面和螺纹等,并可以装上钻头或铰刀等进行钻孔和铰孔等加工。
型号的含义为:C A6140车床结构上与C6140不同最大车削直径为400mm 卧式车床系卧式车床组下面以CA6140普通车床为例来进行分析。
一、主要结构和运动情况CA6140普通车床的主要结构如图3-1所示。
切削时,主运动是工件作旋转运动,也就是产生车削的运动;进给运动是刀具作直线移动,也就是使切削能连续进行下去的运动。
电动机的动力,由三角带通过主轴箱传给主轴。
变换主轴箱外的手柄位置,可以改变主轴的转速。
主轴通过卡盘带动工件作旋转运动。
主轴一般只要求单方向旋转,只有在车螺纹时才需要用反转来退刀。
CA6140用操纵手柄通过摩擦离合器来改变主轴旋转方向,别的车床也有用改变电动机的正反转向来改变主轴转向的。
CA6140车床的进给运动消耗的功率很小,且车螺纹时要求主轴的旋转角度与进给的移动距离之间保持一定的比例,所以也由主轴电动机拖动,不再另加单独的电动机拖动。
主轴电动机传来的动力,经过主轴箱、挂轮架传到进给箱,再由光杠或丝杠传到溜板箱,使溜板箱带动刀架沿图3-1 CA6140普通车床结构示意图床身导轨作纵向走刀运动;或者传到横溜板,使刀架作横向走刀运动。
所谓纵向运动,是指相对于操作者作向左或向右的运动。
所谓横向运动,就是指相对于操作者往前或往后的运动。
常用机床电气控制机床电气控制是指对机床进行电气控制的过程。
在机床加工过程中,电气控制起着至关重要的作用。
通过合理的电气控制,可以实现机床各个部件之间的协调运动,提高机床的加工精度和生产效率。
本文将介绍常用的机床电气控制方法和技术。
1. 开关控制电路开关控制电路是机床电气控制中最基本的一种方式。
通过合理布置开关和连接导线,可以实现机床的启动、停止、正转、反转等基本动作。
开关控制电路通常由电源、开关、继电器等组成。
在机床电气控制中,常用的开关包括按钮开关、限位开关、接近开关等。
2. PLC控制PLC(可编程逻辑控制器)是一种常用的机床电气控制设备。
PLC具有编程灵活、可靠性高、扩展性强等特点,在机床控制领域得到广泛应用。
PLC控制系统通常包括输入模块、输出模块、CPU模块和编程设备等组成。
通过编程,可以实现机床的自动控制、动作顺序控制、程控调速等功能。
3. 变频调速控制变频调速控制是机床电气控制中常用的一种方法。
通过变频器调节电机的频率和电压,可以改变电机的转速,实现机床的调速功能。
变频调速控制具有调速范围广、调速精度高、动态响应快等优点。
在机床加工过程中,常用的变频器有V/F 控制器和矢量控制器。
4. 伺服控制伺服控制是机床电气控制中应用广泛的一种技术。
伺服控制利用伺服电机和编码器等设备,通过反馈信号实现对机床位置、速度和力矩等参数的控制。
伺服控制具有响应速度快、定位精度高、稳定性好等特点,在精密加工领域得到广泛应用。
5. 数控控制数控控制是机床电气控制的一种高级形式。
数控控制通过计算机控制系统实现对机床的自动控制。
数控控制具有编程灵活、加工精度高、生产效率高等优点。
在数控系统中,通常包括数控装置、伺服系统、操作面板和编程设备等。
6. 总线控制总线控制是机床电气控制中越来越重要的一种方式。
通过总线技术,可以将各个电气设备连接在一起,实现数据传输和设备控制。
常用的总线控制技术包括CAN总线、以太网、Profibus等。