[feiq]铝型材生产流程图
- 格式:docx
- 大小:131.62 KB
- 文档页数:1
![[feiq]铝型材生产流程图](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/32784424eefdc8d376ee326b.webp)
铝型材生产工艺生产工艺流程图熔炼铸造铸锭均匀化挤压时效阳极氧化(着色) 粉末涂漆封孔电泳涂漆固化固化包装滚齿成品入库穿条压合包装成品人库简要说明:熔炼:主要原材料AL99.70以上铝锭(GB/T1196)加入铝硅合金锭、镁锭加热熔炼、熔炼温度为730?,750?、进行搅拌、精炼、打渣等工序。
铸造:采用同水平密排顶铸造工艺,使用不同的结晶器,生产出不同直径规格的铝棒。
铸锭均匀化:采用575?保温6小时快速冷却。
挤压:铝棒加热到450?左右,采用规定的模具,用挤压机挤压出各种规格的型材,并急速风冷或水冷,调直、锯切、装框。
时效:采用190?,195?保温3.5小时左右,然后采用强制风冷的工艺。
阳极氧化(着色):以铝基材为阳极,置于电解液中通电,阳极产生氧原子、氧原子有很强的氧化剂,在铝基材表面生成一层性能优良的ALO保护层,着色采用电解着色工艺,将金属离子(镍离子、亚锡离23子)填充到ALO保护层中,使氧化膜显现出不同的颜色。
23封孔:采用Ni2+、F-冷封孔工艺。
电层涂漆:将经过阳极氧化(着色)的型材放入电泳槽中,通电使丙烯酸树脂附着在型材表面。
固化:将电泳涂漆的型材在180+20?温度下,用30分钟左右烘干固化。
粉末喷涂:铝型材基材经过铬化前处理,通过静电喷涂上粉末涂料。
固化:将粉末涂料的型材在200?温度下烘烤10分钟。
滚齿、穿条、压合:采用穿条式工艺生产隔热铝型材,首先生产出带槽位的铝型材,用专用的滚齿设备在槽位上开出0.5,1.0深的齿来。
穿入尼龙隔热条PA66-GF,用压合设备将两支铝型材复合在一起,生产出具节能性能的隔热铝型材。
下面红色为工作计划模板,不需要的下载后可以编辑删除~谢谢工作计划一、近期今年是在新的工作岗位工作的年,是熟悉工作,履职,方法,积累经验的一年,年中“转变,”,即转变工作角色,工作职责。
转变工作角色:参加工作近十年了,从事的工作一直都单一,以至于对行业的工作所知甚少,以至陌生,县办公室全县的核心机构,工作涉及到全县各行各业,对此,在思考问题,事情时,跳出以前在的思维,摆正的位置,全局意识,转变工作角色。
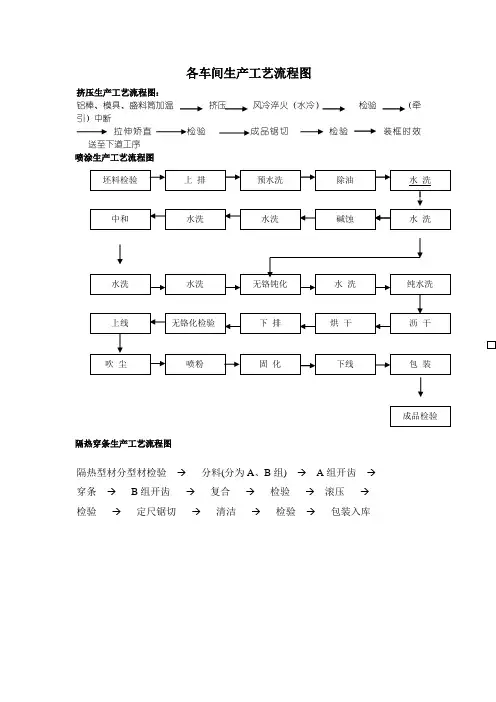
各车间生产工艺流程图
挤压生产工艺流程图:
铝棒、模具、盛料筒加温 挤压 风冷淬火(水冷) 检验 (牵引)中断
拉伸矫直 检验 成品锯切 检验 装框时效 送至下道工序
喷涂生产工艺流程图
隔热穿条生产工艺流程图
隔热型材分型材检验 → 分料(分为A 、B 组) → A 组开齿 →
穿条 → B 组开齿 → 复合 → 检验 → 滚压 →
检验 → 定尺锯切 → 清洁 → 检验 → 包装入库
坯料检验 水洗 水 洗 上 排 预水洗 除油 水 洗 中和 水洗 碱蚀 水 洗 纯水洗 无铬钝化 水洗 水洗 上线 无铬化检验 下 排 烘 干 沥 干 吹 尘 喷粉 固 化 下线 包 装
成品检验。

铝合金型材的生产工艺流程铝合金型材由于它的环保性、稳定性、易加工性和装饰等特性,被建筑行业广泛应用。
建筑铝合金型材可分为挤压基材、阳极氧化型材、电泳涂漆型材、粉末喷涂型材、氟碳漆喷涂型材、穿条隔热型材、注胶隔热型材等等。
铝合金型材的生产工艺:请点击此处输入图片描述新美鱼上千种模具堆放处▲一、模具制作:模具设计——运用CAD SOLID WORK软件来制作精准的图纸机加工——根据图纸在车床上把模具钢坯料加工出直径、厚度等,在加工中心加工出焊合室和分流孔热处理——在真空淬火炉中对模具进行热处理,加强模具硬度线切割——通过线切割加工出模孔尺寸电火花——电火花加工出模具工作带抛光——在整个模型出来后对模具进行抛光处理,抛光出光滑的工作带,方可挤压出表面光滑的型材检验试模氮化——加强模具工作带强度,达到53-54度,更加耐用请点击此处输入图片描述新美鱼挤压作业生产线,刚挤压出的铝合金基材▲二、熔铸配料装炉——按相应比例,配备铝锭、中间合金等原料,将铝锭投入熔炼炉内熔化——利用天然气燃烧融化铝锭,搅拌使成分及温度均匀,提升铝液温度以备调整成分及精炼配合金——根据合金要求调整铝液成分比例精炼排渣——对铝液进行除渣除气,提高铝液品质静置——用于精密过滤铸造——连续铸造,生产出各规格的铝棒均质——铝棒置均化炉中进行成分均匀化处理,以消除铸锭残余应力,改善加工性能,提高挤压速度,最终完成均质铝棒生产请点击此处输入图片描述新美鱼铝合金型材成品仓库▲三、挤压铝棒加热——控制在410~500度之间挤压——按“高温低速、低温高速”的原则,挤压出型材矫直——通过冷弯形矫正,拉直后消除型材弯曲、扭拧等缺陷,同时不能产生桔皮、面不平人工时效——严格按照时效工艺制度进行时效处理,提高合金强度包装入仓——不需要进行进一步表面处理的铝型材,在进行长度、强度等系列测量后包装入仓请点击此处输入图片描述新美鱼立式静电粉末喷涂生产线上排的基材▲四、表面氟碳处理(通过静电作用,在铝合金及其表面喷上二氟己烯,颜色均匀、抗褪色、抗污能力优越)一次上架——将挤压完成的铝合金上架前处理——在前处理区按规程对材料进行多重清洗,彻底洗净表面油污铬化——在铬化池进行铬化,表面将生成一种细密而稳定的铬化膜,良好的吸附能力可提高涂料附着力烘干——将铬化后的铝材置于干燥炉内二次上架——喷涂前进行局部打磨,确保材料平整无灰油漆涂装——两涂一烤,需进行“底漆、面漆”涂装、三涂一烤需进行“底漆、面漆、清漆”、四涂二烤需进行“底漆、隔离漆、烘烤、面漆、清漆”烘烤固化包装入仓五、粉末喷涂(是通过静电作用在铝合金及其表面涂上一道粉末涂层,涂层附着力、耐耗性、耐剥落能力、抗紫外线能力强上架——将挤压完成的型材上架,前处理——在前处理区按规程彻底洗净材料表面油污后进行铬化烘干——将铬化后的铝材置于炉中烘干喷涂——进入喷涂区进行粉末喷涂固化——让粉末在200度下进行固化晾料后下架,检验通过后包装入仓请点击此处输入图片描述新美鱼氧化生产线上正在进行氧化处理的铝合金型材▲六、氧化(铝合金在阳极氧化过程中经电解在表面会形成氧化铝薄膜,氧化过的铝合金经过电解着色,可生产多种颜色)上架——上架到导电架上前处理——在前处理区按规程对材料进行多重清洗,彻底洗净材料表面油污阳极氧化——将铝型材置于电解质溶液中,利用电解使其表面形成氧化铝薄膜着色——需要着色的氧化型材可进行电解着色,随时间增长,颜色由浅变深可生产多种颜色封孔——对氧化膜进行封孔处理下架——铝型材滴干检测下架,包装入仓七、电泳(在氧化的基础上通过电泳作用,在氧化膜上覆盖一层水溶性丙烯酸漆膜,型材将具有更强的耐水性、耐耗性、耐磨性、表面更光滑美观)上架——将材料架到立式导电架上前处理——在前处理区按规程对材料进行多重清洗,彻底洗净材料表面油污阳极氧化——将铝型材置于电解质溶液中,利用电解使其表面形成氧化铝薄膜着色——在着色池中进行电解着色电泳——将型材置于电泳池中通过电泳作用在氧化膜上覆盖一层水溶性丙烯酸漆膜固化——进入固化炉,在180度炉温中固化生成膜晾料后下架,检验通过后包装入仓请点击此处输入图片描述新美鱼隔热穿条生产线上的工人正在忙于生产▲八、断桥(经过表面处理的铝型材在内外高导热性材料之间加入低导热性隔铝物做断桥处理,可让产品达到隔热要求,断桥方式有两种即“穿条式”与“注胶式”。

韦xx加工厂学习总结经过将近一个月的xxx学习,从中也学到有很多有关板材加工相关的知识。
北京京湘联科技有限公司主要从事钣金加工及喷涂工事智能门窗制造等业务,针对金属薄板(京湘联工厂主要是对冷板、铝板、镀锌板和不锈钢板)一种综合冷加工工艺,包括一系列的剪、冲/切/复合、折、焊接、铆接、拼接、成型等。
一般完成一次板材加工入库需要几个过程,工厂技术部收到现场发来的板材加工图以后:技术部对加工图的深化、下料——剪板机剪板(剪板料)——刨槽机刨槽——数控冲床切边、冲孔——折弯机折弯板材——对成型板材组装、辅助焊接、打磨——喷涂前处理——喷涂板材——喷涂检测,包装入库。
一:技术部对加工图的深化,下料工厂技术部收到工地现场发来的各板材加工图,然后对加工图的进一步深化,包括对板材投影面的展开、计算面积(用做后期预算)以及对加工板材的数控编程,就可以下料了。
为了更好的节约原材料,编程时要合理的选择板材的拼接图使几张要加工的板材拼接起来符合原材料的常规尺寸。
在数控冲床的编程时,应当选择合理的换模次序,其一般原则是:先圆孔后方孔,先小孔后大孔、先中间后外形。
同时一套模具在选用以后,出于缩短加工时间的考虑,应该完成其在这个零件上的所有需要加工的型孔。
在合理选择换模次序的同时也应该选取模具的最佳走刀路线,以减少空行程,提高生产效率,并保证机床安全可靠的运行,一般每个不同的工件必须独立编程。
在对加工图深化的过程中要参照常用板材来进行选板、计算。
如下表1:二:剪板机剪板(剪板料)数控剪板机(下图1)是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离,一般采用脚踏或按钮操纵进行单次或连续剪切金属。
数控剪板机可分为:脚踏式(人力)、机械数控剪板机式、液压摆式数控剪板机等。
数控剪板机常用来剪裁直线边缘的板料毛坯。
剪切工艺应能保证被剪板料剪切表面的直线性和平行度要求,并尽量减少板材扭曲,以获得高质量的工件。