德国熔模铸件线性尺寸公差标准 VDG P690
- 格式:pdf
- 大小:208.25 KB
- 文档页数:4
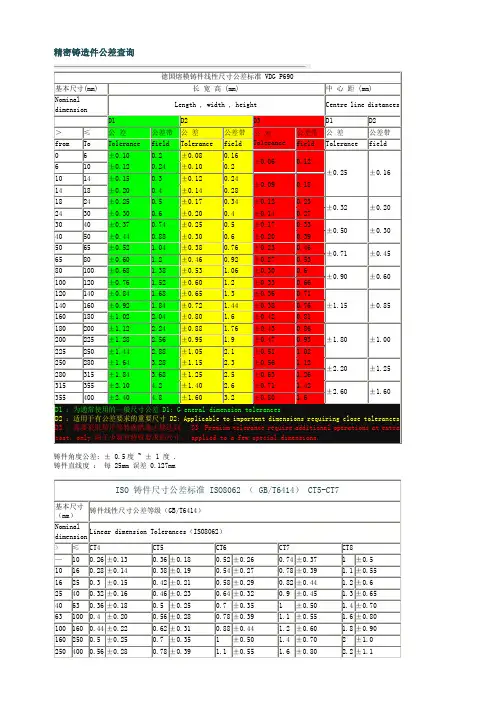
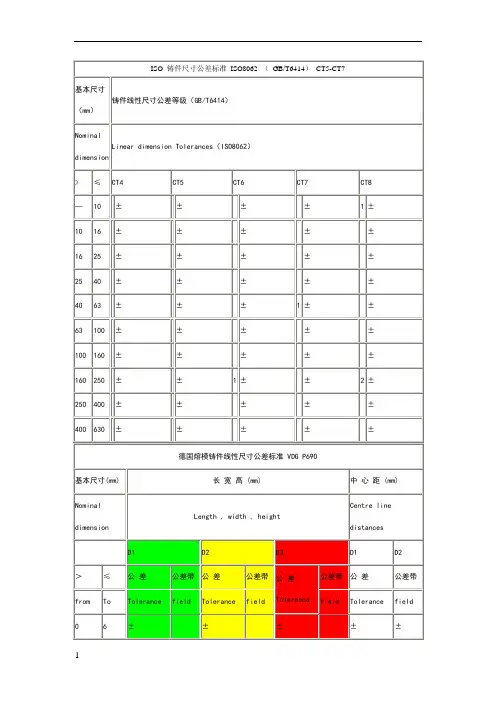
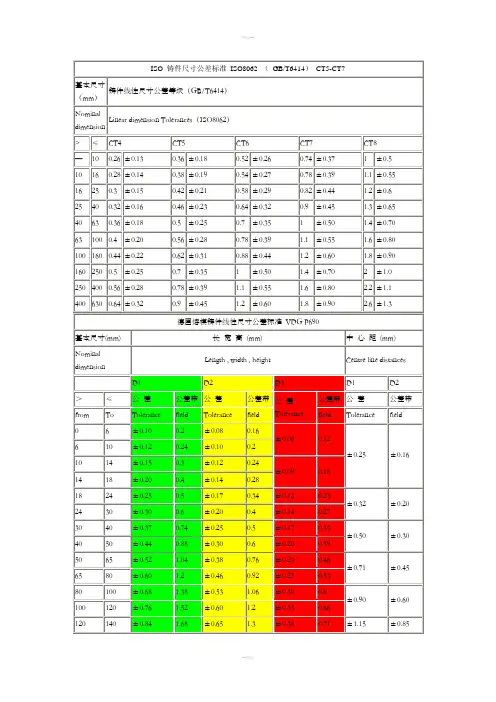
精密铸造件公差查询德国熔模铸件线性尺寸公差标准 VDG P690基本尺寸(mm) 长 宽 高 (mm) 中 心 距 (mm)Nominal dimension Length , width , height Centre line distances D1 D2D3D1D2> ≤ 公 差公差带 公 差 公差带 公 差 Tolerance 公差带 公 差 公差带from ToTolerance field Tolerance field field Tolerance field 0 6 ±0.10 0.2 ±0.08 0.16 ±0.06 0.12±0.25±0.166 10 ±0.12 0.24 ±0.10 0.2 10 14 ±0.15 0.3 ±0.12 0.24 ±0.09 0.18 14 18 ±0.20 0.4 ±0.14 0.28 18 24 ±0.25 0.5 ±0.17 0.34 ±0.12 0.23 ±0.32 ±0.20 24 30 ±0.30 0.6 ±0.20 0.4 ±0.14 0.27 30 40 ±0.37 0.74 ±0.25 0.5 ±0.17 0.33 ±0.50 ±0.30 40 50 ±0.44 0.88 ±0.30 0.6 ±0.20 0.39 50 65 ±0.52 1.04 ±0.38 0.76 ±0.23 0.46 ±0.71 ±0.45 65 80±0.601.2 ±0.46 0.92 ±0.27 0.53 80 100 ±0.68 1.38 ±0.53 1.06 ±0.30 0.6 ±0.90±0.60100 120 ±0.76 1.52 ±0.60 1.2 ±0.33 0.66 120 140 ±0.84 1.68 ±0.65 1.3 ±0.36 0.71 ±1.15 ±0.85140 160 ±0.92 1.84 ±0.72 1.44 ±0.38 0.76 160 180 ±1.02 2.04 ±0.80 1.6 ±0.42 0.81 180 200 ±1.12 2.24 ±0.88 1.76 ±0.43 0.86 ±1.80 ±1.00200 225 ±1.28 2.56 ±0.95 1.9 ±0.47 0.93 225 250 ±1.44 2.88 ±1.05 2.1 ±0.51 1.02 250 280 ±1.64 3.28 ±1.15 2.3 ±0.56 1.12 ±2.20 ±1.25 280 315 ±1.84 3.68 ±1.25 2.5 ±0.63 1.26 315 355 ±2.10 4.2 ±1.40 2.6 ±0.71 1.42 ±2.60±1.60355400 ±2.404.8±1.603.2±0.801.6D1 :为通常使用的一般尺寸公差 D1: G eneral dimension tolerancesD2 :适用于有公差要求的重要尺寸 D2: Applicable to important dimensions requiring close tolerances D3 :需要采取矫正等特殊措施才能达到, D3: Premium tolerance require additional operations at extra cost, only 限于少数有特殊要求的尺寸。
精密铸造件公差查询德国熔模铸件线性尺寸公差标准 VDG P690基本尺寸(mm) 长 宽 高 (mm) 中 心 距 (mm)Nominal dimension Length , width , height Centre line distances D1 D2D3D1D2> ≤ 公 差公差带 公 差 公差带 公 差 Tolerance 公差带 公 差 公差带from ToTolerance field Tolerance field field Tolerance field 0 6 ±0.10 0.2 ±0.08 0.16 ±0.06 0.12±0.25±0.166 10 ±0.12 0.24 ±0.10 0.2 10 14 ±0.15 0.3 ±0.12 0.24 ±0.09 0.18 14 18 ±0.20 0.4 ±0.14 0.28 18 24 ±0.25 0.5 ±0.17 0.34 ±0.12 0.23 ±0.32 ±0.20 24 30 ±0.30 0.6 ±0.20 0.4 ±0.14 0.27 30 40 ±0.37 0.74 ±0.25 0.5 ±0.17 0.33 ±0.50 ±0.30 40 50 ±0.44 0.88 ±0.30 0.6 ±0.20 0.39 50 65 ±0.52 1.04 ±0.38 0.76 ±0.23 0.46 ±0.71 ±0.45 65 80±0.601.2 ±0.46 0.92 ±0.27 0.53 80 100 ±0.68 1.38 ±0.53 1.06 ±0.30 0.6 ±0.90±0.60100 120 ±0.76 1.52 ±0.60 1.2 ±0.33 0.66 120 140 ±0.84 1.68 ±0.65 1.3 ±0.36 0.71 ±1.15 ±0.85140 160 ±0.92 1.84 ±0.72 1.44 ±0.38 0.76 160 180 ±1.02 2.04 ±0.80 1.6 ±0.42 0.81 180 200 ±1.12 2.24 ±0.88 1.76 ±0.43 0.86 ±1.80 ±1.00200 225 ±1.28 2.56 ±0.95 1.9 ±0.47 0.93 225 250 ±1.44 2.88 ±1.05 2.1 ±0.51 1.02 250 280 ±1.64 3.28 ±1.15 2.3 ±0.56 1.12 ±2.20 ±1.25 280 315 ±1.84 3.68 ±1.25 2.5 ±0.63 1.26 315 355 ±2.10 4.2 ±1.40 2.6 ±0.71 1.42 ±2.60±1.60355400 ±2.404.8±1.603.2±0.801.6D1 :为通常使用的一般尺寸公差 D1: G eneral dimension tolerancesD2 :适用于有公差要求的重要尺寸 D2: Applicable to important dimensions requiring close tolerances D3 :需要采取矫正等特殊措施才能达到, D3: Premium tolerance require additional operations at extra cost, only 限于少数有特殊要求的尺寸。

VDG-德国熔模铸件线性尺寸公差标准-VDG-P690VDG P690中文精密铸造要求尺寸公差,表面条件,机械加工余量内容:LIP中国1.2.3.4.5.6.7.8.定义和应用领域目标尺寸精度尺寸公差表面质量机械加工余量其它注意事项和数据相关数据和标准1.定义和应用领域1.1精密铸造是为高表面质量和高尺寸精度而进行的浇铸工艺。
模型是由喷射造型法制成。
该模型用于制造陶瓷耐火模型(壳体),然后,以熔化的方式从陶瓷模型中脱出。
浇铸后,陶瓷模型(壳体)被破坏。
模型和壳体消失因此而得名失蜡铸造。
金属通常被浇铸于热模型中。
1.2精密铸造可以用于浇铸基于铁,铝,镍,钴,钛,铜,镁等金属或合金。
依据不同的合金要求,浇铸可在通常的大气中,或在惰性气体中,或在真空中完成。
1.3本标准不适用于贵重金属加工领域,如珠宝业,牙科业,和艺术类铸造等行业。
2.目标2.1本标准的制定目的,在于定义表征精密铸造工艺状况的尺寸公差,机械加工余量,和表面粗糙度。
旨在促成供需双方合作的优化。
2.2本标准所给出的技术数据适用于经过喷丸处理,防腐处理或酸洗钝化表面处理,然后交付使用的铸件。
若出现例外的情况,如某阶段的工艺将导致尺寸公差的改变,则需要预先批准同意后才可以进行。
2.3除非另经同意,首次定单必须提交首批样品。
以定义和协调双方针对产品性能的要求和意向。
首批样品由买方检验,测试结束后,必须给予铸造厂书面形式的批量生产许可报告。
任何可以接受的偏差,将与生产工艺合为一体,并且必须在铸件图纸中反映出来。
3.尺寸精度译者:本译文仅供参考,请在使用时,必须以英文原稿和德文原稿的原始数据和图表为准。
1/1VDG P690中文LIP中国3.1当铸造金属冷却凝固时,液态金属体积收缩将引起铸件的收缩。
另外两个重要的影响因素是:熔模的冷缩和壳体加热时的膨胀。
这些因素需要综合考虑,纳入注模收缩余量的计算中。
这些数值是经验数值,取决于铸件的轮廓,形状,壳体的材质,和金属材料本身,和各铸造厂的铸造工艺。
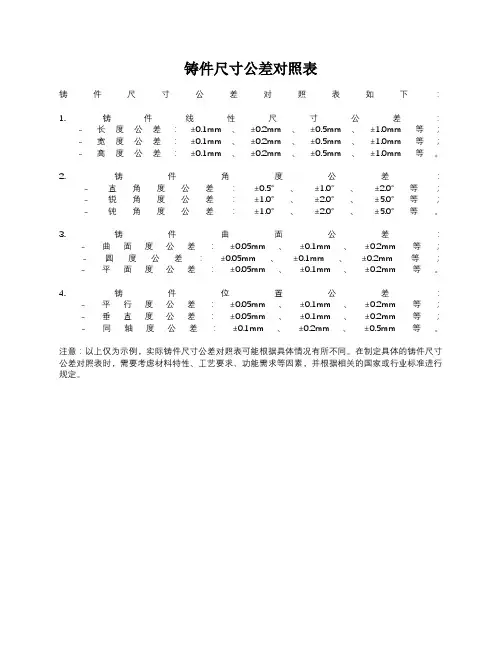
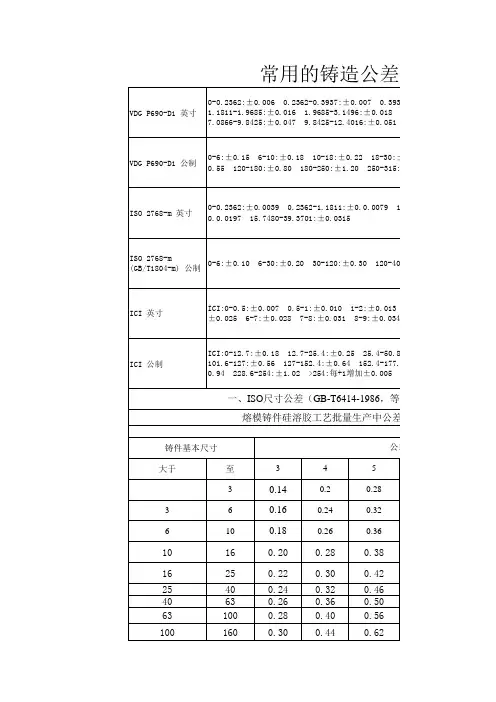
铸件尺寸公差对照表铸件尺寸公差对照表如下:1. 铸件线性尺寸公差:- 长度公差:±0.1mm、±0.2mm、±0.5mm、±1.0mm等;- 宽度公差:±0.1mm、±0.2mm、±0.5mm、±1.0mm等;- 高度公差:±0.1mm、±0.2mm、±0.5mm、±1.0mm等。
2. 铸件角度公差:- 直角度公差:±0.5°、±1.0°、±2.0°等;- 锐角度公差:±1.0°、±2.0°、±5.0°等;- 钝角度公差:±1.0°、±2.0°、±5.0°等。
3. 铸件曲面公差:- 曲面度公差:±0.05mm、±0.1mm、±0.2mm等;- 圆度公差:±0.05mm、±0.1mm、±0.2mm等;- 平面度公差:±0.05mm、±0.1mm、±0.2mm等。
4. 铸件位置公差:- 平行度公差:±0.05mm、±0.1mm、±0.2mm等;- 垂直度公差:±0.05mm、±0.1mm、±0.2mm等;- 同轴度公差:±0.1mm、±0.2mm、±0.5m m等。
注意:以上仅为示例,实际铸件尺寸公差对照表可能根据具体情况有所不同。
在制定具体的铸件尺寸公差对照表时,需要考虑材料特性、工艺要求、功能需求等因素,并根据相关的国家或行业标准进行规定。

LIP中文中国VDG P690精密铸造要求尺寸公差,表面条件,机械加工余量内容:定义和应用领域1.目标.2尺寸精度.3尺寸公差.4表面质量5.机械加工余量6.其它注意事项和数据7.相关数据和标准.81.定义和应用领域1.1精密铸造是为高表面质量和高尺寸精度而进行的浇铸工艺。
模型是由喷射造型法制成。
该模型用于制造陶瓷耐火模型(壳体),然后,以熔化的方式从陶瓷模型中脱出。
浇铸后,陶瓷模型(壳体)被破坏。
模型和壳体消失因此而得名失蜡铸造。
金属通常被浇铸于热模型中。
精密铸造可以用于浇铸基于铁,铝,镍,钴,钛,铜,镁等金属或合金。
依据不同的合1.2金要求,浇铸可在通常的大气中,或在惰性气体中,或在真空中完成。
1.3本标准不适用于贵重金属加工领域,如珠宝业,牙科业,和艺术类铸造等行业。
2.目标2.1本标准的制定目的,在于定义表征精密铸造工艺状况的尺寸公差,机械加工余量,和表面粗糙度。
旨在促成供需双方合作的优化。
2.2本标准所给出的技术数据适用于经过喷丸处理,防腐处理或酸洗钝化表面处理,然后交付使用的铸件。
若出现例外的情况,如某阶段的工艺将导致尺寸公差的改变,则需要预先批准同意后才可以进行。
2.3除非另经同意,首次定单必须提交首批样品。
以定义和协调双方针对产品性能的要求和意向。
首批样品由买方检验,测试结束后,必须给予铸造厂书面形式的批量生产许可报告。
任何可以接受的偏差,将与生产工艺合为一体,并且必须在铸件图纸中反映出来。
3.尺寸精度译者:本译文仅供参考,请在使用时,必须以英文原稿和德文原稿的原始数据和图表为准。
1/1.LIP VDG P690中文中国3.1当铸造金属冷却凝固时,液态金属体积收缩将引起铸件的收缩。
另外两个重要的影响因素是:熔模的冷缩和壳体加热时的膨胀。
这些因素需要综合考虑,纳入注模收缩余量的计算中。
这些数值是经验数值,取决于铸件的轮廓,形状,壳体的材质,和金属材料本身,和各铸造厂的铸造工艺。